
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Производство стали в электропечах.
Электропечи имеют следующие преимущества: · быстрый нагрев и поддержание температуры до 2000 °С; · возможность создания окислительной, восстановительной, нейтральной среды, а также высокое разрежение, что приводит к более полному раскислению стали; · наведение высокоизвестковых шлаков (благодаря высокой температуре), что позволяет более полно удалять серу и фосфор; · точность получения стали заданного состава. Электропечи используют для выплавки качественных углеродистых, легирова-нных, высоколегированных, инструментальных сталей и жаропрочных сплавов. По принципу действия электропечи делятся на дуговые и индукционные. Производительность дуговых печей — 0, 6 – 200т, индукционных — 0, 6 – 60т. В таких печах возможно выплавление металлов с высокой концентрацией тугоплавких элементов, таких как хром, вольфрам, никель, кобальт и др.
При этом в относительно малом объеме развивается большая мощность ( 16000 кВт ). В плазме дуги температура достигает 10 000°С и выше. Загрузку печи производят через окно 6, а выпуск готового металла — через летку 3 и желоб 2. Для наклона и слива металла и шлака печь оборудована роликами 1 с электроприводом. В электропечи загружают стальной лом, железную руду (для окисления примесей) и флюсы, а для раскисления вводят 1 – ролики; 2 – желоб; 3 – летка; 4 – электрод; 5 – свод; 6 – загрузочное окно Рисунок 1.7. Дуговая электрическая печь легирующие добавки (ферромарганец, ферросилиций и др.). С целью экономии электроэнергии и увеличения производительности чугун используют редко. При электроплавке часто применяют продувку кислородом, в результате чего производительность печи увеличивается на 20—30%, экономятся дорогостоящие ферросплавы, электроды, а также электроэнергия. Плавка в индукционных печах характеризуется небольшим угаром легирующих элементов, отличается высоким КПД, возможностью точного регулирования температуры. Кроме того, по сравнению с электродуговыми печами в индукционных печах нет электродов и электрических дуг, что дает возможность получать стали с низким содержанием углерода и газов. К недостаткам этих печей можно отнести низкую температуру шлака, что не позволяет так же интенсивно, как в дуговых печах, удалять фосфор и серу при плавке, и низкую стойкость футеровки. Индукционные печи обычно применяют для выплавки высоколегированных сталей и сплавов особого назначения (коррозионно-стойких, жароупорных и др.). Существуют крупные печи (до 25т ), работающие на токе промышленной частоты ( 50Гц ), а также средние и мелкие (до 60кг ). Печи питаются от генераторов тока частотой от 500 до 2500 Гц. На рисунке 1.8 показано устройство индукционной печи для плавки стали. Внутри спирального многовиткового индуктора 4, выполненного из медной трубки, в которой циркулирует вода для охлаждения, находится огнеупорный тигель 5. К токопроводящим зажимам индуктора подключается питающий генератор.
Для получения сталей с минимальным содержанием газов и неметаллических включений применяют индукционные печи для плавки в разреженной среде (в вакууме) и в защитной газовой среде (например, аргоне).
1 – металл; 2 – съемный свод; 3 – ось; 4 – водоохлаждаемый индуктор; 5 – тигель; 6 – корпус; 7 – генератор высокой частоты Рисунок 1.8 Индукционная электропечь 1.2.5 Разливка стали и получение слитков. Разливка стали в слитки различной формы является последней операцией при ее производстве. Полученную сталь сливают из сталеплавильной печи в разливочный ковш, имеющий в дне отверстие, закрываемое специальной огнеупорной пробкой. Жидкий металл, залитый в ковш, выдерживают в течение 10 мин для выравнивания его состава, а также выхода газов и неметаллических включений. После этого ковш подают на разливку – в изложницы либо на машину непрерывного литья заготовок ( МНЛЗ ). В изложницы металл заливают двумя способами: сверху и сифоном. Изложницы представляют собой чугунные или стальные сосуды определенной формы, позволяющие получать слитки квадратного ( рисунок 1.9, а), прямоугольного, многоугольного ( рисунок 1.9, б) или круглого сечения в зависимости от назначения.
а – в наложницу квадратного сечения; б – в изложницу многоугольного сечения; в – сифонная; г – в вакууме; 1 – изложница; 2 – ковш; 3 – воронка; 4 – вакуумная камера; 5 – струя металла Рисунок 1.9 Способы разливки металла На отечественных заводах в настоящее время более 80% слитков высококаче-ственной стали разливают сифоном и только 20% – сверху. Разливка сифоном ( рисунок 1.9, в) имеет следующие преимущества: · разливка всей плавки укладывается в оптимальное время, т. е. продолжается не более 30 – 40 мин; · слитки одной плавки более однородны; · при сифонной разливке можно наполнять изложницы в 2 – 3 раза медленнее, чем при разливке сверху (малая скорость разливки горячего металла важна для качества слитка); · металл, поднимающийся в изложнице, доступен наблюдению в течение всего времени разливки; · металл поднимается медленно, газы от сгорающего смазочного материала имеют возможность подняться и выйти из изложницы, поэтому слитки имеют меньше подкорковых пузырей, чем при отливке сверху. Кроме того, при разливке сверху струя металла, ударяясь о дно изложницы разбивается и образует много брызг, которые создают некачественную поверхность. При сифонной разливке металл в изложнице поднимается спокойно, и благодаря этому получаются слитки с более чистой поверхностью. Отрицательные стороны сифонной разливки связаны с некоторым загрязнением металла в случае недоброкачественной сборки поддона. Разливка сифоном – более дорогая операция, так как необходимы дополнительные затраты на огнеупоры. Разливка струей сверху применяется преимущественно для слитков большой массы (более 20т ) и в тех случаях, когда требуется высокая степень чистоты. Особенность изложницы для разливки сверху – сферическое дно. Изложница с волнистыми гранями для сифонной разливки имеет более тонкое дно и конусное отверстие в нем. В изложнице жидкая сталь в зависимости от содержания кислорода затвердевает как спокойный, полуспокойный или кипящий слиток. Чем ниже содержание кислорода в стали, тем меньше он реагирует с углеродом и тем спокойнее проходит кристаллизация, т. е. без образования пузырьков (без «кипения») и усадочных раковин. Усадочная раковина возникает в слитке в результате усадки (уменьшения объема) металла при переходе из жидкого состояния в твердое. Разливка стали в вакууме ( рисунок 1.9, г) применяется для получения высококачественных и легированных марок сталей. Этот способ требует использования дополнительного сложного оборудования. Широкое применение получил способ непрерывной разливки, который имеет следующие преимущества: · возможно получение заготовки сравнительно небольшого сечения и неограниченной длины; · экономия времени; · возможно получение металла повышенной плотности; · повышенная точность и чистота отливки; · отсутствуют операции выбивки форм и чистки отливок; · не нужны изложницы и дальнейшая прокатка. Таким образом, непрерывная разливка стали обеспечивает высокое качество слитков, уменьшает потери металла и повышает производительность. К недостаткам данного способа литья можно отнести: · изготовление отливок несложной конфигурации; · ограниченность номенклатуры изделий.
1 – валки; 2 – кристаллизатор; 3 – вакуумная камера; 4 – ковш; 5 – промежуточный ковш; 6 – резак; 7 – рольганг Рисунок 1.10 Схема непрерывной разливки стали с изгибом заготовки Перед разливкой сталь рафинируют – подвергают дополнительной обработке синтетическими шлаками для удаления нежелательных примесей. После разливки слитки поступают на склад готовой продукции или подвергаются вторичному рафинированию (улучшению качества), удалению избыточных примесей, содержащихся в металлическом растворе. Переплав может производиться тремя способами: · электрошлаковый переплав; · переплав в вакууме; · электронно-дуговой переплав.
Контрольные вопросы: 1. Что называют сталью? 2. На какие этапы делится сталеплавильный процесс? 3. В чем заключается конвертерный способ получения стали? 4. В чем заключается мартеновский способ получения стали? 5. Расскажите о производстве стали в электроплавильных печах. 6. Расскажите о способах разливки стали. 7. С какой целью сталь подвергают дополнительному переплаву?
Популярное:
|
Последнее изменение этой страницы: 2016-03-22; Просмотров: 2435; Нарушение авторского права страницы
 В дуговой электрической печи ( рисунок 1.7 ) между опущенными через свод 5 графитовыми электродами 4 и шихтой образуется электрическая дуга.
В дуговой электрической печи ( рисунок 1.7 ) между опущенными через свод 5 графитовыми электродами 4 и шихтой образуется электрическая дуга.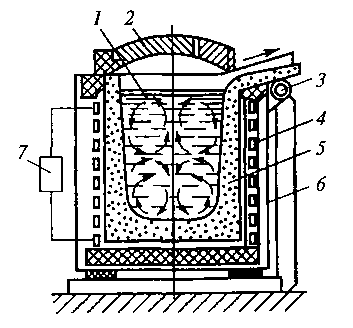 Индуктор и тигель установлены в корпусе 6. Для выдачи готовой стали вся печь поворачивается вокруг оси 3. При пропуска-нии тока через индуктор 4 металл в тигле находится в быстропеременном электромагни-тном поле и разогревается индуктированными токами.
Индуктор и тигель установлены в корпусе 6. Для выдачи готовой стали вся печь поворачивается вокруг оси 3. При пропуска-нии тока через индуктор 4 металл в тигле находится в быстропеременном электромагни-тном поле и разогревается индуктированными токами.
 При непрерывной разливке ( рисунок 1.10 ) сталь из разливочного ковша 4 через промежуточный ковш 5 равномерной струей заливается в кристаллизатор 2, охлаждаемый проточной водой, где быстро формируются стенки слитка. Оттуда он вытягивается валками 1 со скоростью, равной скорости кристаллизации. От полностью отвердевшего слитка с помощью кислородной горелки 6 отрезают заготовки необходимой длины которые автоматически направляются на транспортные тележки.
При непрерывной разливке ( рисунок 1.10 ) сталь из разливочного ковша 4 через промежуточный ковш 5 равномерной струей заливается в кристаллизатор 2, охлаждаемый проточной водой, где быстро формируются стенки слитка. Оттуда он вытягивается валками 1 со скоростью, равной скорости кристаллизации. От полностью отвердевшего слитка с помощью кислородной горелки 6 отрезают заготовки необходимой длины которые автоматически направляются на транспортные тележки.