
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Промышленные способы получения водорода.Стр 1 из 9Следующая ⇒
Вторая стадия конверсии метана.
Поскольку полученный водород в дальнейшем пойдет в производствр аммиака, вторым окислителем служит кислород. СН4 +0, 5О2 = СО + 2Н2 +Q (1.2.) Характеристика процесса: простой, обратимый, экзотермический, гетерогенно-каталитический. Процесс конверсии метана кислородом проводят на никелевом катализаторе пари температуре 900-10000С. В схемах с двухступенчатой конверсией метана сначала протекает экзотермическая реакция с кислородом. Затем, по мере повышения температуры, начинает идти реакция (1.1.) с паром, так как в газовой смеси содержание пара велико (первая стадия конверсии проводится с большим избытком пара). В результате процесса необходимо достичь высокой степени конверсии метана, чтобы остаточное его содержание не превышало 0, 5%.
Конверсия оксида углерода. Конверсия оксида углерода протекает по следующей реакции: СО + Н2О = Н2 + СО2 + Q (1.5.) Характеристика реакции: сложная, экзотермическая, обратимая, гетерогенно-каталитическая. Помимо основной, протекает побочная реакция разложения оксида углерода: 2СО = С + СО2 (9.6.) В соответствии с условиями термодинамического равновесия повысить степень конверсии СО можно удалением диоксида углерода из газовой смеси, увеличением содержания водяного пара или проведением процесса при возможно низкой температуре. Конверсия оксида углерода, как видно из уравнения реакции, протекает без изменения объема, поэтому повышение давления не вызывает смещения равновесия. Вместе с тем проведение процесса при повышенном давлении оказывается экономически целесообразным (см. преимущества повышенного давления). Концентрация водяного пара в газе обычно определяется количеством, дозируемым на конверсию метана и оставшимся после ее протекания. Соотношение пар: газ перед конверсией СО в крупных агрегатах производства аммиака составляет 0, 4-0, 5. Проведение процесса при низких температурах – рациональный путь повышения равновесной степени превращения СО, но возможный только при наличие высокоактивных катализаторов. В случае проведения процесса под давлением 2-3 МПа нижний температурный предел составляет 180-2000С. Снижение температуры ниже точки росы вызывает конденсацию влаги, что нежелательно. Реакция конверсии СО сильно экзотермична, т.е. идет с выделением значительного количества тепла. Это вызвало необходимость проведения процесса в два этапа при разных температурных режимах. Температурный режим на каждой стадии конверсии определяется свойствами применяемых катализаторов. На первой ступени используется железохромовый катализатор, который выпускается в таблетированном и формованном видах и является активным в области температур 450-5000С. Для железохромового катализатора ядами являются сернистые соединения, соединения фосфора, бора, кремния, хлора. На высокотемпературном железохромовом катализаторе обеспечивается высокая скорость конверсии СО. Низкотемпературные катализаторы содержат с своем составе соединения цинка, меди, хрома. На поверхности этого катализатора процесс конверсии проводят в пределах 200-2500С и получают высокую степень конверсии СО. Срок службы низкотемпературных катализаторов обычно не превышает двух лет. Одной из причин их дезактивации является рекристаллизация под действием температуры и реакционной среды. При конденсации влаги на катализаторе происходит снижение его механической прочности и активности.
Глава 2.
Производство аммиака. Аммиак – ключевой продукт различных азотсодержащих веществ, применяемых в промышленности и сельском хозяйстве. Области применения: в производстве азотной кислоты, карбамида, взрывчатых веществ, минеральных удобрений, красителей, полимерных материалов и т.д. Синтез аммиака из элементов осуществляется по уравнению реакции: N2 + 3H2↔ 2NH3 + Q (2.1.) Реакция обратимая, экзотермическая, характеризуется большим отрицательным энтальпийным эффектом (Δ Н298 = - 91, 96 кДж/моль) и при высоких температурах становится еще более экзотермической. Изменении энтропии в данном случае тоже отрицательно ( Δ S0298 =-198, 13 кДж/моль.К) и не благоприятствует протеканию реакции. При отрицательном значении Δ S0 повышение температуры уменьшает вероятность протекания реакции, так как при этом Δ G0 становится все более положительной величиной. Поэтому, чем выше температура, тем менее термодинамически вероятным будет процесс. Поскольку процесс синтеза аммиака является обратимым, экзотермическим и идет с уменьшением числа молей, для смещения равновесия вправо необходимо снижать температуру и увеличивать давление. Синтез аммиака не идет в газовой фазе даже при очень высоких температурах из-за высокой энергии активации. Для ее снижения процесс необходимо проводить на поверхности катализатора. Наибольшей каталитической активностью обладают Fe, Os, W, Pt, Ru. В промышленности нашли применения железные катализаторы, получаемые сплавлением оксидов железа с активаторами (промоторами) и последующим восстановлением оксидов железа. В качестве активаторов применяют Al2O3 и K2O для уменьшения роста кристаллов железа и для облегчения диффузии образовавшегося аммиака с поверхности катализатора соответственно. Катализатор из активированного железа необратимо отравляется сернистыми соединениями и обратимо –кислородосодержащими соединениями. Поэтому перед синтезом свежая АВС подвергается тщательной очистке. Таким образом, процесс является гетерогенно-каталитическим. Лимитирующая стадия – хемсорбция азота на поверхности катализатора. N2 + Z = ZN2 (2.2.) ZN2 +3H2 = 2NH3 + Z (2.3.), где Z – свободный центр поверхности катализатора. Так как синтез аммиака идет в кинетической области, то для увеличения скорости процесса необходимо увеличивать температуру. Катализатор –активированное железо, работает в узком температурном интервале 420-5000С, что и будет определять температуру синтеза. Выбор давления. Осуществляются три режима работы: 1). Низкое 10-20 МПа 2) Среднее 28-35 МПа 3) Высокое 45 –100 МПа. Установки низкого давления применяются редко, из-за их малой экономичности и сложности схемы. Преимущества аппаратов высокого давления: увеличивается концентрация аммиака в газе, растет производительность установок, проще схема. Однако, наряду с позитивными моментами, существуют и недостатки: увеличивается концентрация инертных примесей, большой расход электроэнергии, уменьшается срок службы катализатора. Большинство установок в промышленности работают при среднем давлении – 30 – 32 МПа. Повышение давления оказывает положительное влияние как на выход, так и на скорость процесса, так как скорость прямой реакции зависит от давления в степени 1, 5, а скорость обратной реакции – в степени 0, 5. Выбор соотношения исходных компонентов. Так как процесс синтеза аммиака является обратимым несмещенным, то избыток компонента не сможет существенно сместить равновесие реакции. И с другой стороны, лимитирующая стадия – хемсорбция азота, поэтому для увеличения скорости процесса он должен быть выбран, как реагент, используемый в избытке. А это приведет к накоплению инертов и снижению давления в системе, что в свою очередь снизит выход и скорость процесса. Таким образом, целесообразно поддерживать стехиометрическое соотношение исходных компонентов, т.е. N2 : H2=1: 3 Для увеличения степени использования сырья процесс проводят по циркуляционной схеме вдали от положения равновесия с большими объемными скоростями. Повышение объемной скорости приводит к снижению выхода аммиака, но в целом ведет к увеличению интенсивности процесса. Для предотвращения накопления инертов в циркуляционном газе проводят отдувку – часть циркуляционного газа выбрасывают в атмосферу с таким расчетом, чтобы количество инертов, поступающих со свежим газом, было равно количеству инертов, удаляемых из системы отдувкой. Для разрешения противоречия между выходом и скоростью, процесс проводят по линии оптимальных температур. Для этого в колонне синтеза предусмотрена подача холодного байпасного газа после каждого слоя катализатора.
Технологическое оформление процесса синтеза аммиака. В современных агрегатах синтеза аммиака большой единичной мощности процесс ведут на плавленых железных катализаторах при температурах 420-5000С, давлении 25-32 МПа, объемной скорости 15-20 тыс.ч-1. На рис. 2.1. представлена упрощенная технологическая схема синтеза аммиака.
2.1.Упрощенная технологическая схема синтеза аммиака: 1 –колонна синтеза, 2 –теплообменник, 3 –сепаратор, 4 –сборник жидкого аммиака, 5 –конденсационная колонна, 6 –испаритель, 7 –компрессор. Газообразная азото-водородная смесь поступает в компрессор (7) и сжимается до 30 МПа. Затем поступает в колонну синтеза (1), где при температуре 450—5000С идет реакция (2.1.). Из колонны синтеза выходит смесь, содержащая: азот, водород и аммиак. Дальнейшие действия необходимо направить на отделение образовавшегося аммиака от непрореагировавшей азото-водородной смеси. Это можно сделать, превратив аммиак в жидкость. Поэтому смесь направляют в теплообменник (2), где она охлаждается. В сепараторе (3) жидкий аммиак отделяется и поступает в сборник жидкого аммиака (4). Газообразная смесь: H2, N2, NH3 проходит конденсационную колонну (5) и поступает в испаритель жидкого аммиака (6). В межтрубном пространстве испарителя кипит автономный жидкий аммиак при температуре –50С. Газообразная смесь в испарителе охлаждается, в результате чего весь газообразный аммиак превращается в жидкий. Для отделения жидкого аммиака от непрореагировавшего азота и водорода смесь возвращают в нижнюю часть конденсационной колонны (5), где расположено сепарационное устройство. Жидкий аммиак отделяется и стекает в сборник жидкого аммиака (4). Непрореагировавшая азото-водородная смесь идет на рециркуляцию. Для поддержания в циркуляционном газе постоянного содержания инертов производится отдувка. Часть циркуляционного газа выбрасывается в атмосферу с таким расчетом, чтобы количество инертных примесей, поступающее со свежим газом, было равно количеству инертов, удаляемых из системы отдувкой. На рис. (2.2) и (2.3.) представлены основные аппараты технологической схемы синтеза аммиака.
Оборудование агрегата. Колонна синтеза. В агрегатах мощностью 1360 т/сут получили распространение аксиальные четырехполочные насадки с предварительным теплообменником и трехполочные с выносным теплообменником. На рис.2.2. показана четырехполочная колонна с аксиальными насадками.
1 –люк для выгрузки катализатора, 2 –центральная труба, 3 –корпус катализаторной коробки, 4 –термопарный чехол, 5 –загрузочный люк, 6 –теплообменник, 7, 9, 11, 13 –ввод байпасного газа, 15 –корпус колонны.
Основной поток газа поступает в колонну снизу, проходит по кольцевой щели между корпусом колонны 15 и кожухом катализаторной коробки 3 и поступает в межтрубное пространство теплообменника 6. Здесь синтез газ нагревается конвертированным газом до 420-4400С и проходит последовательно четыре слоя катализатора 8, 10, 12, 14, между которыми подается холодный байпасный газ. После четвертого слоя катализатора газовая смесь при 500-5150С поднимается по центральной трубе 2, проходит по трубкам теплообменника 6, охлаждаясь при этом до 320-3500С, и выходит из колонны.
Рис.2.3. Конденсационная колонна: 1 –корпус, 2- теплообменник, 3 –отбойник, 4 –сепарационное устройство.
Газ, охлажденный в испарителе, через нижний штуцер поступает в сепарационное устройство 4, в котором создается вращательное движение, при этом частицы жидкости отделяются от газового потока, собираются в нижней части аппарата и непрерывно выводятся. Газ поднимается вверх, проходит отбойник 3 и, проходя трубное пространство, отдает свой холод. Свежий газ, входящий через боковой штуцер в нижней части аппарата, барботирует через слой жидкого аммиака, освобождаясь от паров воды и СО2
Катализатор. Реакция (11.1) в объеме не идет даже при высоких температурах из-за большой величины энергии активации. Для реализации этой реакции необходимы катализаторы, активно адсорбирующие кислород. В промышленности чаще всего применяют платиново-родиевые катализаторы. Окисление аммиака на этих катализаторах протекает очень быстро, время контактирования – 10-4 сек, выход при этом составляет 98%. Неплатиновые катализаторы, состоящие из оксидов железа и хрома, также дают высокие выходы (около 96%), но скорость реакции уменьшается в 100 раз. Таким образом, процесс окисления аммиака до оксида азота (II) является гетерогенно-каталитическим, идет во внешнедиффузионной области. Лимитирующая стадия – диффузия аммиака к поверхности катализатора. Помимо активности, катализатор должен обладать селективностью, так как состав конечных продуктов будет определяться соотношением скоростей реакций 3.1 – 3.3. Температура. На платиновом катализаторе зависимость выхода NO от температуры имеет максимум, рис. 3.1. Рис. 3.1. Зависимость практического выхода оксида азота (II) от темепартуры: 1 –при давлении 0, 1 МПа, 2 –п Такой характер кривой определяется влиянием температуры на возможность протекания побочных реакций. При низких температурах, примерно до 5000С, когда количество адсорбированного кислорода сравнительно невелико, окисление аммиака протекает в основном с образованием элементарного азота. С повышением температуры до 700-8000С выход NO возрастает, так как увеличивается доля активных центров катализатора, занятых кислородом, и растет скорость диффузии исходных веществ к поверхности катализатора. При дальнейшем повышении температуры происходит десорбция кислорода и резко возрастают скорости побочных реакций. Давление. Давление в процессе окисления аммиака связано с температурой. Чем выше давление, тем требуется более высокая температура для достижения одного и того же выхода (рис.11.1.). Проведение процесса под давлением имеет ряд преимуществ: повышается скорость процесса, увеличивается интенсивность катализатора, значительно возрастает скорость реакции: NO +0, 5O2 =NO2 (3.6.), которая является лимитирующей в производстве азотной кислоты. В промышленности процесс окисления аммиака до оксида азота (II) проводят при давлении – 0, 8 МПа. 4. Соотношение исходных компонентов. При стехиометрическом соотношении кислорода к аммиаку равном 1, 25 в смеси будет содержаться 14, 4 об.% аммиака, что соответствует области взрывоопасных концентраций. Кроме этого, при таком соотношении часть активных центров катализатора не заполняется кислородом, что будет способствовать протеканию побочных реакций с образованием элементарного азота. Глава 4
Глава 5. Глава 6. Глава 7. Производство метанола. Метанол по значению и объемам производства является одним из важнейших многотоннажных продуктов, выпускаемых современной химической промышленностью. Области применения: для получения пластических масс, синтетических волокон, синтетического каучука, в качестве растворителя, для микробиологического синтеза и т.д. Метанол впервые был обнаружен Р. Бойлем в 1661 году в продуктах сухой перегонки древесины (отсюда название метанола – древесный спирт). В чистом виде выделен в 18344 году Ж. Дюма и Э. Пелиго, установившими его формулу. Промышленное производство метанола из водорода и оксида угдерода (II) впервые было осуществлено в 1923 году и с тех пор непрерывно совершенствуется. В нашей стране производство метанола впервые организовано в 1934 году в объеме 30 т в сутки на Новомосковском химическом комбинате из водяного газа газификацией кокса. В качестве сырья для получения метанола могут использоваться: природный газ, синтез-газ производства ацетилена, газы нефтепереработки, твердое топливо. Твердое топливо сохраняет в качестве сырья определенное значение. Разработка процесса газификации угля с целью получения синтез-газа, содержащего Н2, СО, СО2, может изменить структуру сырьевой базы производства метанола, и неудобный для транспортировки уголь будет превращен в удобный для хранения, транспортировки и использования метанол. Синтез метанола основан на обратимых реакциях, описываемых уравнениями: СО + 2Н2 СО2 +3Н2 Реакции (5.4.) и (5.5.) – обратимы, экзотермичны и протекают с уменьшением объема. С термодинамической точки зрения для смещения равновесия в сторону образования метанола необходимо проводить процесс при низких температурах и высоком давлении. Однако, для увеличения скорости реакции необходимо повышение температуры. При этом выбирая температурный режим, следует учитывать образование побочных продуктов: метана, высших спиртов, кетонов и эфиров. Приведем некоторые побочные реакции: СО + 3Н2 = СН4 + Н2О (7.6.) 2СО + 4Н2 = (СН3)2О + Н2О (7.7.) 4СО + 8Н2 = С4Н9ОН + 3Н2О (7.8.) 2СО = СО2 + С (7.9.) т.е. процесс получения метанола является сложным. Побочные реакции обуславливают бесполезный расход синтез-газа и удорожают очистку метанола. Применяемый для синтеза метанола катализатор должен обладать высокой селективностью, т.е. максимально ускорять образование метанола при одновременном подавлении побочных реакций. Для синтеза метанола предложено много катализаторов. Лучшими оказались катализаторы, основными компонентами которых являются оксид цинка или медь. Катализаторы синтеза метанола весьма чувствительны к каталитическим ядам, поэтому первой стадией процесса является очистка газа от сернистых соединений. Сернистые соединения отравляют цинк-хромовые катализаторы обратимо, а медьсодержащие катализаторы – необратимо. Необходима также тщательная очистка газа от карбонила железа, который образуется в результате взаимодействия оксида углерода с железом аппаратуры. На катализаторе карбонил железа разлагается с выделением элементного железа, что способствует образованию метана. Процесс получения метанола осуществляется либо на цинк-хромовом катализаторе при давлении 30 МПа, либо на низкотемпературном медьсодержащем катализаторе при давлении 5 МПа. Цинк-хромовый катализатор работает в области температур 370-3900С, медьсодержащий – 220-2800С. Таким образом, процесс получения метанола является гетерогенно-каталитическим. Лимитирующая стадия – адсорбция водорода на поверхности катализатора. Для смещения равновесия реакции вправо процесс проводят с избытком водорода, при следующем соотношении исходных компонентов- Н2: СО= 2, 15-2, 30. Кроме того, водород ускоряет процесс, обладая высокой теплопроводностью, позволяет проводить процесс в узком температурном интервале, гидрирует продукты уплотнения на катализаторе, чем повышает срок его службы. С возрастанием объемной скорости газа выход метанола падает. Такая закономерность основана на том, что с увеличением объемной скорости уменьшается время контакта газа с катализатором и, следовательно, концентрация метанола в газе, выходящем из реактора. С увеличением объемной скорости подачи сырья содержание метанола в газе снижается, однако за счет большего объема газа, проходящего в единицу времени через тот же объем катализатора, производительность последнего увеличивается. На практике процесс синтеза метанола осуществляют при объемных скоростях 20 000-40 000 ч-1. Степень превращения СО за проход составляет 15-50%, при этом в контактных газах содержится только –4% метанола. С целью возможно более полной переработки синтез-газа необходимо его возвращение в цикл после выделения метанола и воды. При циркуляции в синтез-газе накапливаются инертные примеси, что приводит к снижению давления в системе и повлечет за собой снижение выхода и скорости процесса. Поэтому концентрацию инертных примесей регулируют частичной отдувкой циркуляционного газа. Отдувка проводится с таким расчетом, чтобы количество инертов, поступающих со свежем синтез-газом, было равно количеству инертов, удаляемых с отдувкой.
Глава 8. Глава 9. Производство этилбензола. Области применения этилбензола: используется в производстве стирола, важного сырья для получения ряда полимеров, полистерола, применяемого в автомобилестроении, электро-радиотехнической промышленности, при изготовлении бытовых товаров и упаковок, при производстве ионообменных смол- катализаторов процесса получения кислородсодержащих добавок при производстве реформулированных бензинов и т.д. В промышленности этилбензол получают взаимодействием бензола с этиленом: C6H6 + C2H4 = C6H5C2H5 (9.1.) Одновременно с основной протекает ряд побочных реакций. Наибольшее значение имеют реакции последовательного алкилирования: C6H5C2H5 + C2H4 = C6H4(C2H5)2 (9.2.) C6H4(C2H5)2 + C2H4 = C6H3(C2H5)3 (9.3.) C6H3(C2H5)3 + C2H4 = C6H2(C2H5)4 (9.4.)
Для подавления побочных реакций (2-4) процесс проводят в избытке бензола (мольное отношение этилен: бензол = 0, 4: 1), при температуре около 1000С и давлении – 0, 15 МПа. Для ускорения основной реакции (1) процесс проводят в присутствии селективного катализатора. В качестве катализатора используют комплексное соединение AlCl3 и HCl с ароматическими углеводородами, который находится в жидкой фазе. Процесс гетерогенно-каталитический, лимитирующая стадия: диффузия этилена через пограничную пленку каталитического комплекса хлорида алюминия. Реакция алкилирования идет очень быстро. При выбранных условиях конверсия этилена составляет 98-100%, основная реакция (1) –необратима, экзотермична. Для увеличения степени использования сырья организован рецикл по бензолу. Катализатор на основе хлорида алюминия способствует протеканию реакции переалкилирования диэтилбензола:
C6H4(C2H5)2 + C6H6 = 2C6H5C2H5 (9.5.)
Поэтому небольшие количества диэтилбензола возвращают в реактор-алкилатор на переалкилирование. Реакция переалкилирования способствует практически полному превращению этилена и бензола в этилбензол. На процессы алкилирования и переалкилирования оказывают влияния следующие главные факторы: концентрация катализатора (хлористый алюминий), промотора (соляная кислота), температура, время контактирования, мольное соотношение этилена и бензола, давление.
Список литературы. 1. Кутепов А.М., Бондарева Т.И., Беренгартен М.Г. Общая химическая технология. Учебник для вузов, - М.: ИКЦ “Академкнига”, 2002, 560 с. 2. Ксензенко В.И. Общая химическая технология и основы промышленной экологии. Учебник для вузов. – М.: “КолосС”, 2003, 328 с. 3. Соколов Р.С. Химическая технология. В двух томах. Учебное пособие для вузов, - М.: ГИЦ “Владос”, 2000, т.1- 367 с., т.2 – 449 с. 4. Кутепов А.М., Бондарева Т.И., Беренгартен М.Г., Общая химическая технология. Учебник для вузов, - М.: ИКЦ “Академкнига”, 2005, 524 с. 5. Баранов Д.А., Кутепов А.М. Процессы и аппараты. Учебник для студентов образовательных учреждений среднего профессионального образования. – М.: Академа, 2005, 302 с.
Содержание.
Стр. Глава 1. Производство водорода……………………… 3………. Глава 2. Производство аммиака…………………………16…….. Глава 3. Производство азотной кислоты…………… …24…… Глава 4. Производство серной кислоты из серы……… 37…. Глава 5. Производство аммиачной селитры……………48……. Глава 6. Производство этанола………………………… 54……. Глава 7. Производство метанола…………………… …57……. Глава 8. Производство уксусной кислоты………………65……. Глава 9. Производство этилбензола……………… ……68…. Список литературы…………………………… …………77.
Промышленные способы получения водорода. 1). Физический – извлечение водорода из коксового газа методом глубокого охлаждения фракционно-термическая конденсация). 2). Электрохимический метод – электролиз воды. Чистота получаемого водорода – 99, 8%. Недостаток метода – большой расход электроэнергии. 3). Химический метод – конверсия углеводородных газов. В качестве исходного сырья применяются: углеводородный газ –метан или углеводороды бензиновой фракции нефти. Конверсия метана – это окисление метана при высокой температуре кислородом или кислородосодержащими соединениями: Н2О или СО2. По используемому окислителю и технологическому оформлению можно выделить следующие варианты процесса получения водорода: каталитическая парокислородная конверсия, высокотемпературная кислородная конверсия, каталитическая пароуглекислотная конверсия. Окисление метана при получении синтез-газа протекает по следующим основным суммарным реакциям: СН4 + Н2О СН4 + 0, 5О2 = СО + 2Н2 + Q (1.2.) СН4 + СО2 В реальных условиях ведения процесса реакции 1.1. и 1.3. являются обратимыми и эндотермическими, реакция 1.2. – необратимая и экзотермическая.
Первая ступень конверсии метана.
СН4 + Н2О Помимо основной реакции возможно протекание побочной реакции разложения метана при температуре около 9500С: СН4 = С + 2Н2 (1.4.) Реакция (1.1.) в газовой фазе идет медленно (Е=62, 2 кКал/моль). Для ее ускорения процесс проводят гетерогенно на поверхности твердого никелевого катализатора. Никель напыляет ся на твердый носитель Al2O3 или MgO. Катализатор изготавливается в виде гранул, таблеток или колец и состоит из пористого носителя и активного компонента. Наличие катализатора позволяет не только увеличить скорость основной реакции, но и при соответствующем избытке окислителей исключить протекание побочной реакции. Срок службы катализаторов конверсии при правильной эксплуатации достигает трех лет и более. Их активность снижается при действии различных каталитических ядов. Никелевые катализаторы наиболее чувствительны к действию сернистых соединений. Отравление происходит вследствие образования на поверхности катализатора сульфидов никеля, совершенно неактивных по отношению к реакции конверсии метана. Отравленный серой катализатор удается почти полностью регенерировать в определенных температурных условиях при подаче в реактор чистого газа. Активность зауглероженного катализатора можно восстановить, обрабатывая его водяным паром. Поэтому перед конвектором метана газ подвергают сероочистке. Никелевый катализатор работает в широком температурном интервале 600-10000С. Выбор температуры. С увеличением температуры увеличивается выход, но чем выше температура, тем больше затраты электроэнергии, выше требования к термической устойчивости материалов, и, соответственно, становится более дорогой аппаратура. Так как часть метана конвертируется во второй ступени воздухом, реакцию (1.1.) не нужно доводить до конца. Поэтому оптимальная температура процесса определяется не условиями равновесия, а кинетикой реакции. Кроме того, следует отметить, что при температуре 9500С начинает интенсивно проходить побочная реакция разложения метана с образованием сажи. Теряется активность катализатора. Поэтому, наиболее оптимальной температурой проведения первой стадии конверсии метана является 8000С. В первой стадии конвертируется около 90% метана. Выбор давления. Для смещения равновесия в сторону образования продуктов необходимо давление снижать, так как процесс идет с увеличением числа молей. Однако, на практике процесс конверсии метана проводят при давлении 4 МПа. Отрицательное действие давления на выход компенсируют повышенной температурой и избытком водяного пара. Преимущества повышенного давления: 1). Поскольку последующие процессы, в которых используют водород, ( производство аммиака и метанола) протекают при высоком давлении (30 МПа), то повышение давления при конверсии метана в целом позволяет снизить затраты на компримирование. 2). При повышенном давлении увеличивается скорость реакции, растет производительность. 3). Снижаются капитальные затраты на строительство водородной установки ( уменьшается объем водородной установки, объем трубопроводов, число компрессоров). Используется магистральное давление трубопроводов. 4). При повышенном давлении улучшается возможность использования скрытой теплоты водяного пара. 5). Улучшается очистка от СО2. Выбор соотношения исходных компонентов. Процесс конверсии метана проводят с избытком водяного пара. Избыток водяного пара выбирают с таким расчетом, чтобы скомпенсировать высокое давление, а также необходимостью его для последующего процесса конверсии СО. Н2О/СН4 = (2-4)/1
Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 1245; Нарушение авторского права страницы
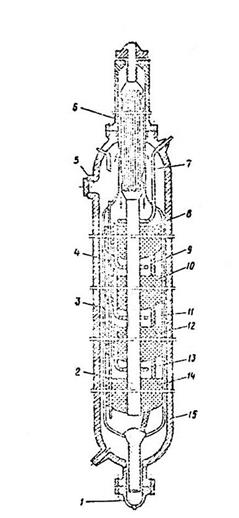 Рис.2.2. Четырехполочная колонна синтеза аммиака:
Рис.2.2. Четырехполочная колонна синтеза аммиака: 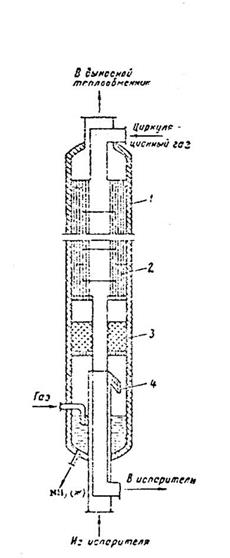 Конденсационная колонна. (Рис.2.3.). Представляет собой вертикальный цилиндрический аппарат, состоит из теплообменника и сепаратора, размещенного под теплообменником. Охлаждаемый газ идет по межтрубному пространству теплообменника, а газ после сепарации аммиака – по трубам.
Конденсационная колонна. (Рис.2.3.). Представляет собой вертикальный цилиндрический аппарат, состоит из теплообменника и сепаратора, размещенного под теплообменником. Охлаждаемый газ идет по межтрубному пространству теплообменника, а газ после сепарации аммиака – по трубам.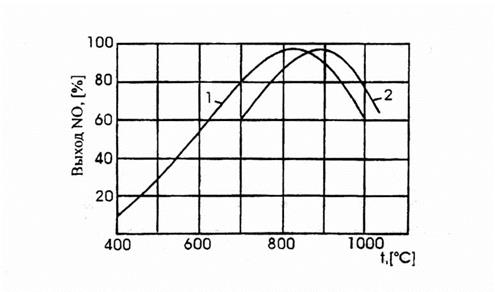
 СН3ОН; Δ H = -90, 8 кДж (7.4.)
СН3ОН; Δ H = -90, 8 кДж (7.4.)