
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
По МДК.01.02 Техническое обслуживание и ремонт автомобильного транспортаСтр 1 из 5Следующая ⇒
По МДК.01.02 Техническое обслуживание и ремонт автомобильного транспорта ПМ.01. Техническое обслуживание и ремонт автотранспорта основной профессиональной образовательной программы подготовки специалистов среднего звена
Ижевск
Целью данных методических указаний является оказание помощи обучающимся в написании курсового проекта по МДК.01.02 Техническое обслуживание и ремонт автомобильного транспорта (в части ремонта автомобилей) ПМ.01. Техническое обслуживание и ремонт автотранспорта. В методических указаниях излагается цель и задачи написания курсового проекта, рассматривается порядок его выполнения, даются рекомендации по выбору темы курсового проекта, составлению его плана, подбору и изучению необходимой литературы. Кроме того, в данных методических указаниях приводятся основные требования к содержанию и оформлению структурных элементов курсового проекта. В заключение, студенты могут ознакомиться с особенностями процедур написания отзыва, защиты и оценки курсовой работы. Методические рекомендации предназначены для студентов 4 курса очной и заочной формы обучения специальности 23.02.03. Техническое обслуживание и ремонт автомобильного транспорта. В электронном виде методические рекомендации размещены в электронной библиотеке.
Составитель: Перевозчиков Эдуард Константинович, преподаватель АПОУ УР «Ижевский политехнический колледж».
© АПОУ УР «Ижевский политехнический колледж», 2015 г. © Перевозчиков Э.К., 2015 г
СОДЕРЖАНИЕ
Общие положения
Курсовой проект является одной из форм самостоятельного творческого исследования студентом интересующей его проблемы, а также завершающим этапом изучения модуля. Целью курсового проекта является более углубленная разработка одной из проблем курса, формирование у обучающихся навыков проведения самостоятельного исследования, умения анализировать отобранные источники, формулирование выводов и предложений по выбранной проблеме на основе изученных источников и литературы. Обучающемуся предоставляется возможность самостоятельно выбрать тему курсового проекта, определить необходимый круг источников и литературы по выбранной теме, оформить курсовой проект в соответствии с требованиями. Задачи выполнения курсового проекта: 1) расширение теоретических знаний ПМ.01. Техническое обслуживание и ремонт автотранспорта; 2) приобретение практических навыков роботы с источниками и литературой по теме исследования; 3) обобщение и систематизация результатов исследования проблемы, содержащихся в научной литературе; 4) выявление дискуссионных теоретических вопросов в рамках исследуемой проблемы; 5) приобретение навыков обработки фактического материала, составления и оформления многостраничных текстовых документов с табличными вставками, приложениями и ссылками и их анализ; 6) способствование формированию следующих профессиональных и общих компетенций:
Выбор темы курсовой работы
При выборе темы курсового проекта, обучающийся должен учитывать: свой интерес к той или иной научной проблеме; степень личного знакомства с намечаемым для исследования объектом; характер и объем практически доступных для использования литературных, статистических и других источников и материалов. Обучающемуся предоставляется право самому наметить тему курсового проекта, если он хорошо знаком по роду своей деятельности или предыдущему опыту с каким-либо объектом изучения, представляющим для него интерес. Написание курсового проекта представляет собой определенную систему, призванную подготовить обучающегося к выполнению выпускной квалификационной работы (дипломной работы). Каждый курсовой проект является самостоятельным исследованием, в то же время она может быть составной частью будущей выпускной квалификационной работы (дипломной работы). Поэтому выбор темы курсового проекта часто может предопределить тему выпускной квалификационной работы (дипломной работы). Тематика курсовых проектов представлена в приложении А.
Требования к содержанию структурных элементов курсового проекта Титульный лист является первым листом курсового проекта и не нумеруется. Титульный лист обязательно должен содержать: полное наименование специальности; полное наименование профессионального модуля и темы курсового проекта; фамилию и инициалы руководителя курсового проекта; обозначение группы, фамилию и инициалы студента, являющегося исполнителем; отметки для даты и подписи руководителя курсового проекта и обучающегося. Титульный лист подписывается студентом при сдаче курсового проекта научному руководителю; руководителем – в том случае, если курсовой проект допускается к защите. Задание на курсовой проект включается в текстовую часть после титульного листа, не нумеруется и не включается в количество листов. Бланк задания на курсовой проект содержит: заголовочную часть титульного листа; наименование темы курсового проекта; исходные данные к курсовому проекту, включающие в себя нормативно-правовую и нормативно-методическую документацию по теме курсового проекта; перечень подлежащих разработке вопросов, охватывающих основные положения курсового проекта; График выполнения курсового проекта, перечень графического материала; дату выдачи задания и срок защиты проекта с подписями руководителя и исполнителя. В структурный элемент «Содержание» следует вносить все последующие структурные элементы курсового проекта. Введение является началом пояснительной записки. Во введении необходимо описать функциональное назначение авторемонтных предприятий. Указать их роль в снижении себестоимости ремонта деталей и агрегатов при обеспечении гарантий потребителей. Следует отметить повышение технологического уровня авторемонтного производства, механизацию и автоматизацию производственных процессов, улучшение качества оказываемых услуг. Необходимо четко сформулировать цель и задачи курсового проекта. Целью курсового проекта является разработка технологического процесса ремонта агрегата (указать какого) и его оформление в виде комплекта технологической документации. Для достижения цели необходимо решить следующие задачи: – определить агрегат, который необходимо отремонтировать; – выявить наиболее часто возникающие неисправности; – разработать технологию разборки агрегата; – разработать технологию дефектации деталей; – выявить необходимость изготовления новой детали или восстановления имеющейся; – разработать технологический процесс ремонта (изготовления или восстановления) детали. 1. ОПИСАНИЕ КОНСТРУКЦИИ И РАБОТЫ АГРЕГАТА 1.1. Конструкция и технические характеристики агрегата В данном разделе указывается конструкция, и принцип действия агрегата который необходимо отремонтировать. Приведены его технические характеристики, которым он должен соответствовать 1.2. Описание работы агрегата В разделе описываются условия эксплуатации агрегата, внешние воздействующие факторы, влияющие на его работу. Также необходимо указать нагрузочные и температурные факторы, влияющие на работу отдельных деталей агрегата. 1.3. Анализ неисправностей возникающих в процессе эксплуатации В рассматриваемом разделе студент приводит классификацию всех возможных видов неисправностей агрегата, определяет их причины и возможные варианты устранения. Приводится описание методик определения неисправностей и мероприятия, которые могут препятствовать поломке агрегата. 2. Разработка технологического процесса ремонта агрегата 2.1. Дефектация деталей Деталь характеризуется по следующим параметрам: ¾ Класс детали (корпусные детали, полые стержни, некруглые стержни, прямые круглые стержни и т. п.); ¾ Материал, из которого изготовлена деталь. Если деталь составная, то указать материал всех элементов детали; ¾ Наличие термической обработки детали в целом или отдельных ее участков. ¾ Характеристика материала: похимическому составу и механическим свойствам; ¾ Шероховатость рабочих поверхностей и точность их обработки; ¾ Базовыеповерхности при ремонте детали; ¾ Характер износа детали: равномерный, неравномерный, односторонний и др.; ¾ Характер нагрузок (знакопеременные, ударные и т.д.); ¾ Характер деформаций (изгиб, кручение и т.п.). Также в данном разделе необходимо составить карту дефектации на ремонтируемую деталь. 2.2. Анализ вариантов ремонта деталей агрегата В данном разделе анализируются все возможные варианты ремонта деталей и самого агрегата в целом. Нужно дать всестороннюю оценку вариантов ремонта по времени ремонта, по стоимости ремонта, по качеству, по интегральным показателям (цена-качество, время-стоимость и т.д.). 2.3. Описание варианта изготовления новой детали Рассматриваются все возможные варианты изготовления деталей с учетом серийности и типа производства, делается вывод о необходимом приобретения технологического оборудовании. 2.4. Основные методы восстановления деталей Рассматриваются все возможные варианты восстановления деталей с учетом серийности и типа производства, делается вывод о необходимом приобретения технологического оборудовании. 2.5. Обоснование выбора рационального способа восстановления или изготовления детали В данном разделе из всех возможных вариантов восстановления или изготовления детали выбирается несколько наиболее рациональных по различным классификационным признакам. Приводится их сравнительный анализ и выделяется один наиболее рациональный. 2.6. Подбор технологического оборудования В разделе необходимо описать оборудование, применяемое в технологическом процессе ремонта деталей, при этом нужно указать конструктивные особенности оборудования и технико-экономические показатели его использования, а также его стоимость. 3. Разработка технологического процесса ремонта деталей агрегата 3.1. Разработка маршрутного технологического процесса ремонта агрегата Маршрутный технологический процесс ремонта агрегата выполняется в соответствии с ГОСТом и(или) стандартом предприятия. Маршрутный технологический процесс должен включать в себя план выполнения операций, применяемое оборудование и инструмент. 3.2. Техническое нормирование После составления маршрутного технологического процесса, каждая операция нормируется, т.е. определяется время выполнения операции. 3.3. Расчет режимов механической обработки Если при ремонте (восстановлении или изготовлении) детали применяются операции механической обработки, то в данном разделе вычисляются элементы режима резания на каждой операции. В случае большого количества операций режим рассчитывается по группам операций (токарная, фрезерная, шлифовальная и т.д.). 3.4. Разработка операционного технологического процесса ремонта агрегата В данном разделе описывается процесс разработки технологического процесса ремонта агрегата. Формируется комплект технологической документации. 3.5. Описание метода и оборудования для технологического контроля В разделе описывается оборудование для выполнения контрольно-измерительных операций, методика проведения контроля и измерений, заполняется карта контроля.
ПРИМЕР РАСЧЕТА РЕЖИМА МЕХАНИЧЕСКОЙ ОБРАБОТКИ В курсовом проекте следует разработать 2-3 операции технологического процесса: операцию механической обработки (токарную, сверлильную, шлифовальную, фрезерную и др.); операцию сварочную (или наплавочную или гальваническую). Расчет величины производственной партии Величина производственной партии деталей определяется по формуле:
где N- годовая производственная программа, шт; n - число деталей в изделии; t - необходимый запас деталей в днях для обеспечения непрерывности сборки; t = 2...3 дня - для крупных деталей (рама, крупные корпусные детали); t = 5 дней - для средних деталей, хранение которых возможно на многоярусных стеллажах; t = 10-30 дней - для мелких деталей, хранение которых возможно в контейнерах; Ф дн - число рабочих дней в году. Определение припусков на обработку Припуск на обработку зависит от вида и характера износа, а также от вида обработки (лезвийная или абразивная) и вида операции основного процесса (гальванические покрытия, наплавка, постановка дополнительной ремонтной детали, механическая обработка до ремонтного размера, напыление и др.). Правильно выбранные величины операционных припусков влияют на качество обработки и себестоимость ремонта. Величины припусков на обработку следует принять по рекомендациям (5). Ориентировочные значения припусков при разных видах обработки: (на сторону) – точение чистовое 0, 1 – 0, 2, черновое 0, 2 – 2, 0, шлифование черновое 0, 1 – 0, 2, чистовое 0, 01 – 0, 06, наплавка 0, 6 и выше, гальваническое покрытие: хромирование не более 0, 3, осталивание не более 0, 5, напыление не более 0, 4. Пример №1 Определить припуски на обработку при восстановлении вибродуговой наплавкой опорных шеек распределительного вала (дет. 24-1006015). Диаметр изношенной детали Dизн = 47, 95 (за пределы последнего ремонтного размера). Перед наплавкой требуется обработка для устранения неравномерности износа. В данном случае – шлифование. Припуск на предварительную обработку δ 1=0, 01-0, 1 (на сторону), принимаем δ 1=0, 075 мм. Диаметр минимальный составит: Dмин= Dизн – 2 δ 1 = 47, 95 – 2·0, 075 = 47, 8 мм На этот размер наплавляется слой толщиной Н. После наплавки деталь обрабатывается до номинального размера (размера по рабочему чертежу) шлифованием. Шлифование, в зависимости от требуемой чистоты поверхности должно быть в 2-3 стадии: – черновое – для обдирки наружной сварочной (наплавочной) корки – чистовое – для обработки до размера по чертежу (если требуется высокая чистота поверхности, то этот этап может быть разделен на два, включая полировку), δ 3=0, 05 мм. Номинальный диаметр (по рабочему чертежу): Dном= 52-0, 02 мм; принимаем Dном =52, 0. Диаметр наплавленной детали составит: Dмax= Dном+2δ 2+ 2δ 3 =52, 0+2·0, 40+2·0, 05 Толщина наплавленного слоя: Н = (Dмax – Dмин)/2 = (52, 9 – 47, 8)/2 = 2, 55 мм Так как толщину наплавленного слоя трудно обеспечить с точностью до сотых долей мм, принимаем Н = 2, 6 мм, тогда уточняем: δ 2 = (2·2, 6 + 47, 8 – 52, 0 – 2·0, 05)/2 = 0, 45 мм. Результат расчета: 1. Шлифование до наплавки: с Dизн = 47, 95 мм до Dмин = 47, 8 мм припуск δ 1 = 0, 075 мм. 2. Наплавка: с Dмин = 47, 8 мм до Dмax = 53, 0 мм. Толщина наплавленного слоя Н = 2, 6 мм. 3. Шлифование после наплавки: черновое с Dмax = 53, 0 мм до D1 = 52, 1 мм, припуск δ 2= 0, 45 мм. 4. Шлифование под размер рабочего чертежа с D1 = 52, 1 мм до Dном = 52, 0 мм, припуск δ 3 = 0, 05 мм. Пример №2 Определить припуски на обработку при осталивании юбки толкателя клапана двигателя ЗМЗ-53. Номинальный диаметр Dном = Ремонт требуется при диаметре менее D доп = 24, 96 мм (см. карту дефектации). Принимаем ориентировочно диаметр изношенной поверхности Dизн = 24, 95 мм. Перед гальваническим покрытием деталь шлифуют для придания правильной геометрической формы. Припуск на шлифование (на диаметр) 2δ 1= 0, 1 мм. С учетом этого минимальный диаметр детали составит: Dмин = 24, 95 – 0, 1 = 24, 85 мм Следует нанести слой такой толщины, чтобы после обработки обеспечить диаметр, соответствующий максимальному (II ремонтному) размеру, т.е. Dп = Принимаем припуск на шлифование после осталивания 2δ 2 = 0, 1 мм на предварительное шлифование и 2δ 3 = 0, 06 мм на окончательное шлифование. Таким образом, максимальный диаметр детали после осталивания должен быть: Dмакс = Dп + 2δ 2 + δ 3 = 25, 39 + 0, 1 + 0, 06 = 25, 55 мм Толщина гальванического покрытия в этом случае должна быть не менее: Н = (Dмакс – Dмин)/2 = (25, 55 – 24, 85)/2 = 0, 35 мм Результаты расчета: 1. Шлифование до осталивания с Dизн = 24, 95 мм до Dмин = 24, 85 мм. Припуск δ 1= 0, 05 мм. 2. Осталивание с Dмин = 24, 85 мм до Dмакс = 25, 55 мм. Толщина слоя Н = 0, 35 мм. 3. Шлифование после покрытия: – предварительное с Dмах = 25, 55 мм до D1 = 25, 45 мм. Припуск δ 2 = 0, 05 мм. – окончательное с D1 = 25, 45 мм до Dном = D11= 25, 39 мм. Припуск δ 3 = 0, 03 мм. Расчет припусков при других видах восстановления производится аналогично. Расчет норм времени В дипломным проекте необходимо определить нормы времени по выбранным ранее 2-3 операциям (разноименным). Норма времени (Тн) определяется так:
где Тo - основное время (время, в течение которого происходит изменение формы, размеров, структуры и т.д.), мин; Тв - вспомогательное время (время, обеспечивающее выполнение основной работы, т.е. на установку, выверку и снятие детали, поворот детали, измерение и т.д.), мин; Тдоп - дополнительное время (время на обслуживание рабочего места, перерыв на отдых и т.д.), мин. Дополнительное время определяют по формуле:
где К – процент дополнительного времени, принимается по виду обработки Штучное время на обработку одной детали
Токарные работы Основное время определяют по формуле
где L - длина обработки, мм L = где y - величина врезания и перебега резца, мм (табл. 25. Здесь и далее ссылки на таблицы – Приложение Д). i - число проходов
где h - припуск на обработку, мм; t - глубина резания, мм; S - продольная подача, мм/об; n - число оборотов детали, об/мин. Подачу выбирают по принятой глубине резания, диаметру обрабатываемой детали, учитывая степень чистоты обработки. Подачи при черновом продольном точении приведены (табл. 1), при чистовом продольном точении (табл. 2). Подачи при растачивании (табл. 9). При растачивании вылет резца из резцедержателя должен быть несколько больше глубины растачиваемого отверстия. Подачу при торцовом обтачивании (подрезке) выбирают по диаметру обрабатываемой детали и характеру обработки (табл. 12). Фактическую подачу принимают по паспорту станка. Скорость резания выбирают в зависимости от глубины резания и подачи (табл. 3, 10, 11, 13, 14), при растачивании на 10...20% меньше, чем при наружном точении. Табличное значение скорости резания корректируют с учетом условий обработки детали.
где Км - учитывает марку обрабатываемого материала (табл. 4, 5) Кмр - учитывает материал режущей части резца (табл. 6) Кх - учитывает характер заготовки и состояние ее поверхности (табл. 7) Kох - учитывает применение охлаждения (табл. 8) Определяют число оборотов детали
Назначают фактическое число оборотов детали по паспорту станка и рассчитывают основное время То. Определяют вспомогательное время
где
Определяют дополнительное время по формуле (4) Определяют штучное время (Тш) по формуле (5) Подготовительно-заключительное время указано ([3], табл. 45) Сверлильные работы Основное время определяют по формуле (6), где i - число проходов или число отверстий на одной детали; L - глубина обработки с учетом величины врезания и выхода инструмента, которую определяют (табл. 34) в зависимости от характера работы и диаметра инструмента, мм; S - подача на оборот (мм/об), выбирается по обрабатываемому материалу и диаметру режущего инструмента (табл. 15, 16, 28, 29) и принимается по паспорту станка. Скорость резания при сверлении в сплошном материале определяют по диаметру сверла и принятой подаче (табл. 17), при рассверливании – по глубине резания и подаче (табл. 18), при зенкеровании - по диаметру зенкера и подаче (табл. 30), при развертывании - по диаметру развертки и подаче (табл. 31). В таблицах 30 и 31 показаны и значения чисел оборотов, соответствующих выбранным скоростям резания. Скорости резания (числа оборотов), указанные в таблицах, необходимо умножить на поправочные коэффициенты в зависимости от условий обработки.
где Рассчитывают число оборотов для случаев сверления и рассверливания по формуле (10) и уточняют по паспорту станка (табл. 33) Вспомогательное время на установку и снятие детали принимают (табл. 35), связанное с проходом (табл. 36) Дополнительное время рассчитывают по формуле (4), где К=6% для сверлильных работ. Подготовительно-заключительное время ([3], табл. 67) Фрезерные работы Основное время определяют по формуле
где L - длина фрезеруемой поверхности с учетом врезания и перебега, мм
где у1, . у2 - величины перебега и врезания фрезы, мм. Значения величин врезания и перебега цилиндрическими и дисковыми фрезами, торцовыми и концевыми фрезами приведены (табл. 42) Sм - минутная подача, мм/мин
где Soб - подача на один оборот фрезы, мм/об n - число оборотов фрезы, об/мин. Плоскости фрезеруют обычно цилиндрическими и торцовыми фрезами. Ширину фрезы выбирают несколько больше ширины фрезеруемой поверхности. Глубину резания определяют, учитывая припуск на обработку и требования к чистоте поверхности. Подачу на оборот фрезы при обработке цилиндрическими и торцовыми фрезами определяют (табл. 37) Скорость резания и число оборотов при обработке плоскостей цилиндрическими фрезами определяют по (табл. 38), при обработке плоскостей торцовыми фрезами (табл. 39). Выбранные из таблиц скорости резания и числа оборотов должны быть скорректированы по условиям обработки по формуле (9). Определяют расчетную величину частоты вращения шпинделя станка по формуле (10), где Д- диаметр фрезы. Частоту вращения согласуют с паспортными данными станка, определяют расчетное значение минутной подачи по формуле (15) и уточняют по паспорту станка. Определяют основное время по формуле (13). Вспомогательное время на установку и снятие детали в зависимости от массы и характера установки определяют (табл. 43). Вспомогательное время, связанное с проходом (табл. 44). Дополнительное время вычисляют по формуле (4), где К=7% Подготовительно-заключительное время ([3], табл. 83) Прямоугольные пазы и уступы фрезеруют дисковыми или концевыми фрезами. При фрезеровании, пазов и уступов дисковыми фрезами подачи на оборот фрезы принимают (табл. 40) Скорость резания и число оборотов при фрезеровании пазов и уступов дисковыми фрезами принимают (табл. 41). Шлифовальные работы Круглое наружное шлифование при поперечной подаче на двойной ход стола Основное время определяют по формуле
где Lp- длина хода стола, при выходе круга в обе стороны, мм Lp= где В - ширина шлифовального круга, мм При выходе круга в одну сторону
при шлифовании без выхода круга L= z - припуск па обработку на сторону, мм; пи – частота вращения обрабатываемого изделия, об/мин. Частоту вращения детали определяют по формуле (10) и корректируют по паспорту станка. Скорость резания при шлифовании закаленной стали приведена (табл. 48), для незакаленной стали (табл. 49) Sпр – продольная подача, мм St – поперечная подача, мм Для черновой (предварительной) обработки поперечную подачу определяют по (табл. 45), продольную подачу (табл. 46). Для чистовой (окончательной) обработки значения подачи приведены (табл. 47). Продольная подача в таблицах дана в долях ширины шлифовального круга, поэтому пересчитываем ее по формуле.
где K - коэффициент, учитывающий износ круга и точность шлифования К=1, 1...1, 4 - при черновом шлифовании К=1, 5...1, 8 - при чистовом шлифовании
Круглое наружное шлифование методом врезания
Вспомогательное время на установку и снятие детали принимают (табл. 51), связанное с проходом (табл. 52). Дополнительное время определяют по формуле (4). Процентное отношение дополнительного времени к оперативному (табл. 53). Подготовительно-заключительное время ([3], табл. 92). Ручная электродуговая сварка Основное время определяют по формуле:
где G - масса наплавленного металла, г G = LF где L- длина шва, см F- площадь поперечного сечения шва, см2
Для основных типов сварных швов площадь поперечного сечения приведена (табл. 54). d - коэффициент наплавки, г/Ач (табл. 55) J – сила тока, А (табл. 55) А - коэффициент, учитывающий длину шва (табл. 56) m - коэффициент, учитывающий положение шва в пространстве (табл. 57) Вспомогательное время определяют по формуле: Тв=Тв1+Тв2+Тв3 (мин), (24) где Тв1 - время, связанное со свариваемым швом, мин (табл. 58) Тв2 - время, на установку, повороты, снятие свариваемых изделий, мин (табл. 59) Тв3 - время на перемещение сварщика и протягивание проводов, мин (табл. 60) Дополнительное время определяют по формуле (4). Коэффициент дополнительного времени (табл. 61) Подготовительно-заключительное время принимают в процентах от оперативного в зависимости от сложности работы, при простой работе - 2%, средней – 4% и сложной - 5%. Автоматическая наплавка Основное время для наплавки тел вращения
где L - длина наплавки, мм n - число оборотов детали, об/мин S - шаг наплавки, мм/об i - количество слоев наплавки. Длина наплавленного валика определяется по формуле
где Д - диаметр наплавляемой шейки, мм
S - шаг наплавки, мм/об Основное время для наплавки шлиц продольным способом
где L – длина наплавленного валика, м;
i – количество слоев наплавки
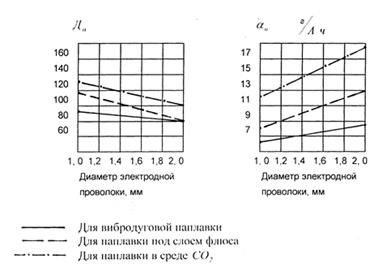
где n - число шлицевых впадин Последовательность определения скорости наплавки: - диаметр электродной проволоки принимается в пределах 1…2 мм, предпочтительно d=1, 6 мм; - плотность тока Да (А/мм2) выбирается в зависимости от вида наплавки и диаметра наплавочной проволоки; - сила сварочного тока J=0, 785 d2 Да - коэффициент наплавки - масса расплавленного металла Gрм = объем расплавленного металла Qрм = где у - плотность расплавленного металла, г/см3; скорость подачи электродной проволоки подача (шаг наплавки) S = (1, 2...2, 0) d (мм/об), (32) Полученную величину согласовать с паспортными данными станка. скорость наплавки где К - коэффициент перехода металла на наплавленную поверхность, учитывающий выгорание и разбрызгивание металла; а - коэффициент неполноты наплавленного слоя; t – толщина слоя наплавки, мм. Вид наплавки: К а Вибродуговая наплавка 0, 73-0, 82 0, 79-0, 95 Наплавка под слоем флюса 0, 90-0, 986 0, 986-0, 99 Наплавка в среде СО2 0, 82-0, 90 0,.88-0, 96 Скорость наплавки Vн должна быть меньше скорости подачи электродной проволоки. - частота вращения детали
Полученное значение следует согласовать с паспортными данными станка с учетом дополнительного редуктора. При наплавке под слоем флюса рекомендуется п = 2, 5...5 об/мин. Вспомогательное время определяют по формуле (24), где Тв1 - вспомогательное время, связанное с изделием, на установку и снятие детали, мин (табл. 62). Тв2 - вспомогательное время, связанное с проходом. Для вибродуговой наплавки и в среде СО2 - 0, 7мин на погонный метр шва, а для подфлюсовой наплавки – 1, 4мин на погонный метр шва; Тв3 - вспомогательное время на повороты детали при подфлюсовой продольной наплавке шлицев и установку мундштука сварочной головки (0, 46 мин на один поворот). Дополнительное время определяют по формуле (4), где К - процент дополнительного времени, К - 11-15%. Заключение. В заключении необходимо отметить преимущества разработанного технологического процесса ремонта детали (ей) агрегата. Графическая часть. Чертежи выполняются на форматах А1 в соответствии с требованиями ЕСКД и ЕСТД. Приложения Комплект документов на технологический процесс ремонта агрегата (Приложение 5.1. Работа должна быть выполнена печатным способом с использованием компьютера и пр Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 2598; Нарушение авторского права страницы
 (шт), (1)
(шт), (1) мм
мм мм (принимаем к расчету Dп =25, 39 мм).
мм (принимаем к расчету Dп =25, 39 мм). (мин), (3)
(мин), (3) (мин), (4)
(мин), (4) (мин), (5)
(мин), (5) (мин), (6)
(мин), (6) + y(мм), (7)
+ y(мм), (7) (8)
(8) (м/мин), (9)
(м/мин), (9) (об/мин), (10)
(об/мин), (10) (мин), (11)
(мин), (11) - время на установку и снятие детали, мин (табл. 26)
- время на установку и снятие детали, мин (табл. 26) - время, связанное с проходом, мин (табл. 27)
- время, связанное с проходом, мин (табл. 27) (м/мин), (12)
(м/мин), (12) - поправочный коэффициент на глубину обработки (табл. 32)
- поправочный коэффициент на глубину обработки (табл. 32) (мин), (13)
(мин), (13) (мм), (14)
(мм), (14) (мм/мин), (15)
(мм/мин), (15) (мин), (16)
(мин), (16) (мм), (18)
(мм), (18) (20)
(20) - продольная подача в долях ширины круга
- продольная подача в долях ширины круга (мин), (21)
(мин), (21) (мин), (22)
(мин), (22) (г) (23)
(г) (23) (мин), (25)
(мин), (25) (мм), (26)
(мм), (26) (мин), (27)
(мин), (27) - скорость наплавки, м/мин;
- скорость наплавки, м/мин;  (м), (28)
(м), (28)
 ( г/мин), (29)
( г/мин), (29) (см3/мин), (30)
(см3/мин), (30) (м/мин), (31)
(м/мин), (31) (м/мин), (33)
(м/мин), (33) (об/мин), (34)
(об/мин), (34)