
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Общая характеристика сварочного производстваСтр 1 из 4Следующая ⇒
Дуговая сварка
Дуговая сварка является наиболее распространённым способом сварки плавлением, при котором нагрев осуществляется электрической дугой, горящей между электродом и заготовкой. Дуга – это мощный разряд электричества в ионизированной газовой среде, сопровождаемый выделением большого количества теплоты и света. В зависимости от типа электрода, а также типа дуги различают следующие виды дуговой сварки: 1) сварку неплавящимся электродом (графитовым или вольфрамовым) с помощью дуги прямого действия, при которой соединение получается либо путём расплавления только основного материала, либо с добавлением присадочного материала (рис. 5.5-а); этот распространённый вид сварки впервые предложен в 1882 г. русским учёным Н. Н. Бенардосом; 2) сварку плавящимся электродом (металлическим) с помощью дуги прямого действия, при которой соединение получается путём одновременного расплавления основного материала и электрода, который пополняет сварочную ванную жидким металлом (рис. 5.5-б); этот наиболее распространённый вид сварки впервые предложен в 1888 г. русским учёным Н. Г. Славяновым; 3) сварку косвенной дугой, горящей между двумя, как правило, неплавящимися электродами и не имеющей электрической связи со свариваемой заготовкой, в результате чего основной материал нагревается и расплавляется выделяемой теплотой близко расположенной дуги (рис. 5.5-в); этот вид используется при сварке неэлектропроводных материалов, например, стекла, а также при необходимости уменьшить расплавление основного материала, например, при пайке, наплавке, металлизации или напылении; 4) сварку трёхфазной дугой, горящей между двумя электродами, а также между каждым из них и основным металлом (рис. 5.5-г); этот вид используется для увеличения мощности сварки и повышения производительности, например, при наплавке. Электропитание дуги осуществляется постоянным и переменным током. При применении постоянного тока различают сварку на прямой и обратной полярности. При сварке на прямой полярности электрод подключают к отрицательному полюсу (катод, рис. 5.5-а, б), а при сварке на обратной полярности – к положительному (анод, рис. 5.5-б, справа). Последнее позволяет проводить сварку материалами с тугоплавкими покрытиями и флюсами, поскольку тепловыделение в области анода значительно больше, чем в области катода. Кроме того, сварка на обратной полярности используется для получения качественных соединений алюминия и его сплавов, на поверхности которых образуется прочная и тугоплавкая плёнка оксида Al2O3, плавящегося при температуре 2050°С и препятствующего соединению. Эта плёнка разрушается, если её бомбардировать не лёгкими электронами, летящими с катода, а обладающими намного большей энергией тяжёлыми ионами, летящими с анода. Источниками постоянного тока являются сварочные выпрямители и генераторы. Источниками переменного тока являются сварочные трансформаторы, которые более распространены, поскольку проще в эксплуатации, значительно долговечнее и обладают более высоким КПД, чем выпрямители и генераторы постоянного тока. Однако постоянный ток более предпочтителен в технологическом отношении, так как при его применении повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях, появляется возможность вести сварку не только на прямой, но и на обратной полярности.
Процесс зажигания дуги в большинстве случаев включает в себя три этапа: 1) короткое замыкание электрода на заготовку; 2) отвод электрода на расстояние 3…6 мм; 3) возникновение устойчивого дугового разряда. Во время зажигания дуги происходит ионизация дугового промежутка, которая непрерывно поддерживается в процессе её дальнейшего горения. Короткое замыкание (рис. 5.6-а) выполняется для разогрева торца электрода 1 (катода) и заготовки 2 (анода) в зоне её контакта с электродом. После отвода электрода (рис. 5.6-б) с его разогретого торца под действием электрического тока начинается термоэлектронная эмиссия электронов 3. Столкновение быстро движущихся от катода к аноду электронов с молекулами газов и паров металла приводит к их ионизации и появлению ионов 4. По мере разогрева столба дуги и повышения кинетической энергии атомов и молекул вследствие их соударения происходит дополнительная ионизация. В результате дуговой промежуток становится электропроводным. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда (рис. 5.6-в). Температура столба дуги 5 зависит от материала электрода и состава газов в дуге и при сварке стальным электродом примерно равна 6000°С, а температуры катода и анода в зонах наибольшего разогрева 6 и 7, соответственно, 2700°С и 2900°С. При этом в области анода, как правило, выделяется значительно больше тепловой энергии, чем в области катода (но при сварке дугой переменного тока температуры анода и катода выравниваются вследствие периодической смены полярности). Возможно зажигание дуги и без короткого замыкания и отвода электрода. Для этого в сварочную цепь на короткое время подключают осциллятор, т.е. источник высокочастотного переменного тока высокого напряжения, который создаёт высокочастотный электрический разряд через дуговой промежуток, обеспечивая его первоначальную ионизацию. Такой способ применяют для зажигания дуги при сварке неплавящимся электродом.
Виды дуговой сварки различают также по степени механизации процесса и способу защиты дуги и расплавленного материала. Ручную дуговую сварку выполняют плавящимися сварочными электродами, которые вручную подают в дугу и перемещают в направлении получаемого шва. Электроды представляют собой проволочные стержни с нанесёнными на их боковую поверхность покрытиями, которые предназначены для обеспечения стабильного горения дуги, защиты расплавленного металла от воздействия воздуха и получения шва заданного состава и свойств. В состав покрытия электродов входят стабилизирующие, газо- и шлакообразующие, раскисляющие, легирующие и связующие составляющие. В процессе сварки металлическим покрытым электродом (рис. 5.7) дуга 1 горит между электродом 2 и основным металлом 3. Электрод плавится, и расплавленный металл каплями падает в сварочную ванну 4. Вместе с электродом плавится и его покрытие 5, образуя защитную газовую атмосферу 6 вокруг дуги и жидкую шлаковую ванну 7 на поверхности расплавленного металла. По мере движения дуги сварочная ванна затвердевает, формируя сварной шов 8, на поверхности которого застывший шлак образует твёрдую шлаковую корку 9. При толщине стали до 6 мм можно сваривать по зазору без разделки кромок заготовок. При бό льших толщинах для обеспечения полного провара выполняют одно- или двустороннюю разделку кромок путём их скоса под углом. Стыки толщиной более 10 мм сваривают многослойным швом, в котором толщина каждого слоя составляет около 6 мм.
Ручная сварка обеспечивает хорошее качество сварных швов. Она универсальна и удобна при выполнении коротких криволинейных швов в любых пространственных положениях (рис. 5.8), при наложении швов в труднодоступных местах, а также при монтажных работах и сборке конструкций сложной формы. Но следует иметь в виду, что сварка горизонтальных и вертикальных швов на вертикальной поверхности (рис. 5.8-в, г) труднее сварки в нижнем положении (рис. 5.8-а). Расплавленный металл шва под действием силы тяжести стремится стекать вниз. Поэтому сварку вертикальных швов производят преимущественно снизу вверх, чтобы застывающий металл образовывал опору для вышерасположенного расплавленного металла. При сварке швов в потолочном положении (рис. 5.8-б) возможность капания расплавленного металла ещё более увеличивается. Удержание ванночки металла достигается за счёт давления дуги и поверхностного натяжения. Перенос капель металла электрода на основной металл возможен только при наличии короткой дуги, требующей от сварщика хороших навыков. Во избежание попадания расплавленных капель на руку необходимо перемещать электрод по направлению к себе, как это показано на рис. 5.8-б. Недостатками ручной сварки по сравнению с рассматриваемой далее автоматической сваркой являются низкая производительность, неоднородность качества шва по длине и необходимость высокой квалификации сварщика.
Для автоматической дуговой сварки используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Подача и перемещение электродной проволоки в направлении образуемого шва, а также процессы зажигания дуги и заварки кратера в конце шва полностью автоматизированы. В процессе автоматической сварки под флюсом (рис. 5.9) дуга 1 горит между проволокой 2 и основным металлом 3, при этом как дуга, так и сварочная ванна жидкого металла 4 со всех сторон плотно закрыты слоем флюса 5 толщиной 30…50 мм. Часть флюса расплавляется, в результате чего вокруг дуги образуется газовая полость, а на поверхности расплавленного металла – жидкая шлаковая ванна 6. Для сварки под флюсом характерно глубокое проплавление основного металла. Вследствие весьма быстрого движения электрода вдоль заготовки и одновременного отталкивания мощной дугой расплавленный металл оказывается сдвинутым назад, т.е. в сторону, противоположную перемещению дуги. По мере поступательного движения электрода металлическая и шлаковая ванны застывают с образованием сварного шва 7, покрытого твёрдой шлаковой коркой 8. Проволока автоматически перемещается вдоль шва с помощью механизма перемещения и с нужной скоростью подаётся в дугу с помощью механизма подачи 9. Ток к ней подводится через токопровод 10. Основные преимущества автоматической сварки под флюсом по сравнению с ручной состоят в повышении производительности процесса в 5–20 раз, улучшении качества, повышении стабильности сварных соединений и уменьшении себестоимости 1 м сварного шва. Автоматическая сварка позволяет сваривать за один проход без разделки кромок металл толщиной порядка 20 мм, что даёт существенную экономию наплавляемого металла по сравнению со сваркой в разделку. Флюс надёжно защищает сварочную ванну, обеспечивает её интенсивное раскисление и легирование вследствие увеличения объёма жидкого шлака, а также сравнительно медленное охлаждение шва под толстым слоем флюса и твёрдой шлаковой коркой, что обуславливает получение более высоких механических свойств наплавленного металла. Автоматическую сварку под флюсом применяют в серийном и массовом производстве для выполнения длинных прямолинейных и кольцевых швов на металле толщиной до 100 мм. Её используют при производстве сварных прямошовных и спиралешовных труб, котлов, резервуаров, корпусов судов, мостовых балок и других изделий. Но автоматическую сварку под флюсом экономически невыгодно применять для получения коротких швов сложной траектории. Она также неприменима для получения вертикальных швов вследствие вытекания расплавленных металла и шлака. Неровности свариваемых кромок и колебания зазора при ручной сварке компенсируются сварщиком путём ускорения или замедления процесса сварки. При автоматической сварке это сделать невозможно, шов при этом получается с протёками или чрезмерным усилением и другими дефектами. Поэтому автоматическая сварка требует значительно более тщательной подготовки свариваемых кромок и сборки, чем ручная. Разновидностью дуговой сварки под флюсом является полуавтоматическая сварка, при которой подача электрода со скоростью vп (рис. 5.9) осуществляется автоматически, а перемещение его по направлению сварки – вручную. Этот способ применяют для получения коротких и криволинейных швов. Производительность полуавтоматической сварки примерно в 4 раза выше, чем ручной.
Ещё одной разновидностью дуговой сварки является сварка в защитных газах, в качестве которых обычно используют аргон или более дешёвый углекислый газ. Такую сварку выполняют как неплавящимся, так и плавящимся электродом, причём как ручным, так и автоматическим или полуавтоматическим способом. Если не применять защиту флюсом или шлаком, то расплавленный металл сварочной ванны взаимодействует с кислородом и азотом воздуха, теряя при этом механические свойства по всем показателям прочности и пластичности. Поэтому в данном способе применяют защиту путём создания специальной газовой атмосферы вокруг дуги и зоны сварки. Для этого электрод помещают в сопло, которое под давлением подаёт защитный газ в зону дуги (рис. 5.10). Дуговую сварку в защитных газах выполняют в любых пространственных положениях (например, вертикальном или потолочном, не допускающих использование флюса) и применяют как для соединения достаточно толстого металла, так и для сварки листового металла толщиной 0, 2…1, 5 мм. Этот вид сварки используют для соединения неповоротных стыков труб газо- и нефтепроводов, элементов ядерных установок, узлов летательных аппаратов, зубьев и ковшей экскаваторов. Дуговую сварку в защитных газах применяют даже под водой. По сравнению с ручной дуговой сваркой сварка в защитных газах обладает более высокой степенью защиты расплавленного металла от воздействия воздуха и более высокой производительностью.
Плазменная сварка
Плазменная струя, применяемая для сварки, представляет собой направленный поток ионизированного газа, имеющего температуру 20000–30000°С. Плазму получают в плазменных горелках (плазмотронах), пропуская газ через столб горящей дуги, сжатой в узком канале сопла горелки. Сжатие столба дуги приводит к повышению в нём плотности энергии и температуры. Газ, проходящий через столб дуги, ионизируется и выходит из сопла в виде высокотемпературной плазменной струи. В зависимости от процесса обработки и вида обрабатываемого материала в качестве плазмообразующих газов применяют азот, аргон, водород, гелий, воздух или их смеси. Применяют два основных вида плазменной сварки, в одном из которых в качестве источника нагрева заготовки используют плазменную струю, выделенную из столба косвенной дуги, а в другом – плазменную дугу, т.е. дугу прямого действия, совмещённую с плазменной струёй. При сварке плазменной струёй (рис. 5.11-а) дуга 1 горит между неплавящимся вольфрамовым электродом 2, изолированным от корпуса горелки керамической прокладкой 3, и интенсивно охлаждаемым водой соплом 4, к которому подключён положительный полюс источника тока (т.е. тут фактически реализуется схема косвенной дуги, представленная ранее на рис. 5.5-в). Внутрь горелки подаётся газ, который, пройдя через столб дуги, ионизируется, раскаляется и выходит из сопла в виде ярко светящейся плазменной струи 5, которая представляет собой независящий от заготовки источник теплоты, позволяющий в широких пределах изменять степень нагрева и глубину проплавления основного материала 6. Через вспомогательное сопло 7, концентрически охватывающее основное сопло 4, в зону сварки дополнительно подаётся защитный газ.
Сварку плазменной струёй применяют для сварки или резки тонких металлических листов и неэлектропроводных материалов, а также для напыления тугоплавких материалов на поверхность заготовки. При сварке плазменной дугой (рис. 5.11-б) устройство горелки принципиально не отличается от рассмотренного. Но при такой сварке дуга горит уже не между электродом и соплом, а между электродом и заготовкой, к которой в этом случае и подключён положительный полюс источника тока. Лишь в самом начале процесса для облегчения зажигания дуги возбуждается маломощная вспомогательная дуга между электродом и соплом, к которому кратковременно подводится ток, выключаемый сразу же после того, как возникшая плазменная струя коснётся заготовки и зажжётся основная дуга. Плазменная дуга, обладающая большей тепловой мощность по сравнению с плазменной струёй, имеет и более широкое применение при обработке материалов. Помимо сварки, в частности, тугоплавких металлов её применяют для их наплавки на поверхность заготовки, а также для резки материалов, особенно тех, резка которых другими способами затруднена. По сравнению со сваркой в защитных газах неплавящимся электродом плазменная дуга обладает рядом преимуществ. Во-первых, она является более концентрированным источником теплоты и вследствие этого обладает большей проплавляющей способностью. Плазменной дугой можно сваривать металл толщиной 10 мм без разделки кромок и применения присадочного металла. При этом снижается тепловое влияние дуги на основной металл и уменьшаются сварочные деформации. Во-вторых, плазменная дуга обладает более высокой стабильностью горения, что обеспечивает повышенное качество сварных швов. Это позволяет выполнять так называемую микроплазменную сварку металла толщиной 0, 025…0, 8 мм. В-третьих, увеличивая ток и расход газа, можно получить проникающую плазменную дугу, имеющую резко повышенные тепловую мощность, скорость истечения и давление плазмы. Такая дуга обеспечивает эффективный процесс резки, поскольку не только даёт сквозное проплавление, но и выдувает расплавленный металл из зоны воздействия. Недостатком плазменной сварки является недолговечность горелок вследствие частого выхода из строя сопел и электродов.
Электрошлаковая сварка
В отличие от обычной сварки под флюсом, при которой плавление металла производится дугой, при электрошлаковой сварке основной и присадочный электродный металлы расплавляются теплотой, выделяющейся без дуги при прохождении электрического тока через шлаковую ванну. Перед электрошлаковой сваркой (рис. 5.12-а) свариваемые кромки заготовок 1 и 2 устанавливают в вертикальное положение и снизу к заготовкам приваривают вводную планку 3, а сверху – выводные планки 4. Эти планки нужны для принятия на себя дефектов, которые образуются в начале и конце сварки: в начале шва имеет место непровар кромок, а в конце шва сосредотачиваются усадочная раковина и неметаллические включения. Кроме того, вводная планка 3 образует начальное дно сварочной ванны. Поскольку при электрошлаковой сварке жидкая ванна, включающая расплавленные шлак и металл, весьма глубока и сравнительно велика по объёму, то она может вытекать в боковые зазоры между заготовками. Для предотвращения этого и получения сварочной полости, полностью замкнутой снизу и со всех четырёх боковых сторон, оба зазора между кромками плотно закрывают специальными медными ползунами 5 (рис. 5.12-б). Эти ползуны имеют внутренние полости, охлаждаемые водой, и по мере образования шва могут передвигаться вверх для бокового перекрытия нового пространства сварочной ванны. В начале электрошлаковой сварки на вводную планку насыпается флюс, затем к ней с помощью направляющего мундштука 6 (рис. 5.12-в) подводится электродная сварочная проволока 7 и зажигается дуга, которая расплавляет флюс, в результате чего образуется жидкая шлаковая ванна 8. Жидкий шлак является электропроводящим электролитом, который шунтирует зону дуги, в результате чего она гаснет, а проходящий ток продолжает нагревать ванну до высокой температуры порядка 2000°С, превосходящей температуру плавления основного и присадочного металлов. В результате металл электродной проволоки и кромок заготовок оплавляется, проходя через шлак, раскисляется и легируется, и стекает на дно, образуя сварочную ванну 9. При достаточно длинном зазоре мундштук с электродом совершает поперечные колебания для обеспечения равномерного разогрева шлаковой ванны по всей длине. По мере заполнения свариваемого зазора металлом мундштук и боковые ползуны передвигаются вверх, оставляя после себя затвердевший сварной шов 10. После окончания сварки вводную и выводные планки удаляют газовой резкой.
Благодаря относительно малой скорости затвердевания в процессе электрошлаковой сварки происходит более полное удаление газовых пузырей, шлака и других примесей, чем при сварке под флюсом. Шлаковая ванна – это более распределённый источник теплоты, чем электрическая дуга. В результате основной металл расплавляется одновременно по всему периметру шлаковой ванны, что позволяет вести сварку металла большой толщины за один проход. Поскольку сварной шов в основном формируется из присадочного металла, то при сварке заготовок большой толщины (более 150 мм) процесс ведут не одним, а сразу двумя или тремя электродами, а в сварочную ванну иногда дополнительно вводят металлическую крупу или рублёную проволоку. Электрошлаковая сварка легко автоматизируется и при этом имеет ряд преимуществ по сравнению с автоматической сваркой под флюсом: 1) повышенную производительность, обусловленную непрерывностью процесса сварки за счёт выполнения шва за один проход при любой толщине металла, а также увеличения сварочного тока в 1, 5–2 раза; 2) лучшую макроструктуру шва в результате отсутствия многослойности и получения однородного по строению однопроходного шва; 3) снижение затрат на выполнения 1 м сварного шва вследствие повышения производительности, отсутствия необходимости предварительной разделки кромок заготовок, снижения расхода флюса и электроэнергии. К недостаткам электрошлаковой сварки следует отнести образование крупного зерна в шве и околошовной зоне вследствие замедленного нагрева и охлаждения. Из-за этого после сварки для измельчения зерна в металле сварного соединения необходима дополнительная термическая обработка (отжиг или нормализация). Электрошлаковую сварку широко применяют в тяжёлом машиностроении при изготовлении ковано-сварных и лито-сварных конструкций, таких как станины и детали мощных прессов и станков, коленчатые валы судовых дизелей, роторы и валы гидротурбин, котлы высокого давления и т.п. Толщина свариваемого металла составляет 50…2000 мм.
Лучевые способы сварки
К лучевым способам относятся электронно-лучевая и лазерная сварки. Электронный луч представляет собой сжатый поток электронов, перемещающийся с большой скоростью от катода к аноду в сильном электрическом поле. В месте соударения электронов со свариваемыми заготовками почти 99% кинетической энергии переходит в тепловую, что сопровождается повышением температуры до 5000…6000°С. Кромки заготовок расплавляются, и после кристаллизации образуется сварной шов. В вакуумной камере 1 (рис. 5.13-а) заготовка 2 устанавливается на опору, способную перемещать её как в продольном, так и в поперечном направлениях, поскольку процесс сварки автоматизирован, а наблюдение за ним ведётся с помощью телевизионных систем или через специальные иллюминаторы. В случае необходимости корректировки используется дистанционное управление. Над заготовкой расположена электронная пушка, состоящая из питаемого постоянным током источника электронов (катода) и устройств, служащих для изменения интенсивности и фокусировки электронного луча. В верхней части электронной пушки расположен вольфрамовый катод 3, который при нагреве до 2000°С проявляет способность испускать электроны, формируемые в пучок расположенным на выходе катода электродом 4. Под действием высокой разности потенциалов между катодом 3 и анодом 5, составляющей порядка 100 кВ, происходит резкое ускорение электронов, фокусируемых затем в луч магнитной линзой 6 и направляемых на заготовку 2 с помощью специальной отклоняющей магнитной системы 7. Фокусировкой достигается высокая удельная мощность луча порядка 0, 5× 105 кВт/м2.
При перемещении заготовки под неподвижным лучом образуется сварной шов. Иногда с помощью отклоняющей магнитной системы перемещают сам луч вдоль неподвижных свариваемых кромок. Отклоняющую систему используют также для колебаний электронного луча поперёк и вдоль шва, что позволяет вести сварку с присадочным материалом и регулировать тепловое воздействие на металл. При дуговой сварке, создающей менее концентрированный источник нагрева, расплавление металла происходит за счёт распространения теплоты от поверхности в глубину, и в результате получается весьма широкий шов трапецеидальной формы (рис. 5.13-б) с обычным отношением h/b=0, 5…1. В современных установках для электронно-лучевой сварки, сверления, резки или фрезерования электронный луч фокусируется на площади диаметром 0, 01…1, 2 мм, а теплота выделяется непосредственно в самом металле, в результате чего получается так называемое кинжальное проплавление, образующее шов, у которого отношение h/b может достигать 20. При необходимости, высокая концентрация теплоты в пятне нагрева позволяет испарять такие материалы, как алмаз, рубин, сапфир, стекло, образуя в них отверстия. Незначительная ширина шва и нагретой зоны основного материала приводит к резкому сокращению пространства структурных изменений, сильному снижению деформаций и низкому уровню напряжений сварного соединения. Кроме того, за счёт вакуума в камере обеспечивается зеркально чистая поверхность шва и дегазация расплавленного металла, в результате которой в полученном шве содержится меньше газов и неметаллических включений, чем в основном металле. Электронно-лучевую сварку применяют для соединения заготовок из всех материалов, в частности, тугоплавких и очень часто разнородных, например, металла и керамики, обладающих значительной разницей температур плавления и других теплофизических свойств. Минимальная толщина свариваемых заготовок составляет 0, 02 мм, а максимальная – до 100 мм. Лазерная сварка отличается от электронно-лучевой тем, что вместо электронного луча использует остро сфокусированный световой пучок. В установках для лазерной сварки взамен электронной пушки применяется лазер, луч которого, действуя на площадь диаметром в сотые доли миллиметра, позволяет нагревать практически все материалы до расплавления и даже до кипения. Сварку можно вести как с присадочными материалами, так и без них. В непрерывном режиме можно вести шовную сварку, а в импульсном – точечную, получая соединение в виде совокупности отдельных сваренных точек. Тонкие заготовки можно сваривать с массивными в нахлёстку со сквозным проплавлением тонкой и несквозным массивной заготовки. Достоинствами лазерной сварки являются возможность вести процесс на очень больших скоростях – до 500 м/ч (для сравнения: средняя скорость ручной дуговой сварки составляет 5 м/ч), узкий кинжальный и даже ниточный шов, чрезвычайно малая зона разогрева с практическим отсутствием деформации полученного изделия. Высокое качество сварного шва, полученного с помощью лазерного излучения, часто позволяет исключить его последующую обработку. По сравнению с электронно-лучевой сваркой лазерная не требует специальных вакуумных камер, может вестись не только автоматически, но и вручную, что позволяет расширить номенклатуру типоразмеров получаемых изделий и осуществлять процесс в любой требуемой атмосфере. Но с другой стороны, электронное излучение обладает большей проникающей способностью, что позволяет сваривать изделия значительно большей толщины. Комплексное сравнение этих способов по технологическим и экономическим характеристикам показывает, что при сварке металлов толщиной до 5 мм несомненное преимущество имеет лазерная сварка, а при толщине более 10 мм экономически выгоднее использовать электронно-лучевую сварку. Лазерную сварку материалов малой толщины широко применяют в электронной и радиотехнической промышленности для сварки проводов, пружин, элементов микросхем, герметизации корпусов различных приборов. В других отраслях промышленности лазерную сварку применяют для заваривания аэрозольных баллонов и консервных банок, герметизации лекарственных ампул, сварки сотовых конструкций и деталей турбин. Лазерную сварку с глубоким проплавлением широко используют в производстве крупногабаритных корпусных деталей типа двигателей и обшивки самолётов, автомобилей и судов. Лазером также можно производить не только сварку, но и резку материалов, пробивать отверстия в алмазах, рубинах, сапфирах и стекле. Лазерная резка отличается высокой точностью, хорошим качеством получаемой поверхности (Rz = 30…40 мкм) и может проводиться в любых пространственных положениях, что позволяет широко применять её с компьютерным управлением для получения заготовок сложной геометрической конфигурации. Более «мягкий» расфокусированный лазерный луч используется в качестве универсального источника нагрева при наплавке, напылении и термообработке.
Газовая сварка
Газовая сварка (иногда называемая автогенной сваркой) – это сварка плавлением, при которой свариваемые материалы нагреваются пламенем смеси газов, сжигаемых с помощью специальной горелки. Для получения высокотемпературного пламени обычно используют смесь технически чистого кислорода О2 с ацетиленом С2Н2. По сравнению с другими горючими газами ацетилен даёт при сгорании наибольшую теплоту (превышающую в 4 раза теплоту, выделяемую при сгорании чистого водорода) и наиболее высокую температуру пламени, достигающую 3200°С. Последнее изменение этой страницы: 2016-04-11; Просмотров: 938; Нарушение авторского права страницы Главная | Случайная страница | Обратная связь |
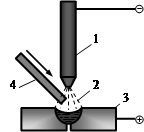













 Рис. 5.7.Сварка металлическим
покрытым электродом:
1 – дуга; 2 – электрод; 3 – основной металл; 4 – сварочная ванна; 5 – покрытие электрода; 6 – защитная газовая атмосфера; 7 – жидкая шлаковая ванна; 8 – сварной шов; 9 – шлаковая корка; vсв – скорость сварки; vп – сорость подачи сварочного металла
Рис. 5.7.Сварка металлическим
покрытым электродом:
1 – дуга; 2 – электрод; 3 – основной металл; 4 – сварочная ванна; 5 – покрытие электрода; 6 – защитная газовая атмосфера; 7 – жидкая шлаковая ванна; 8 – сварной шов; 9 – шлаковая корка; vсв – скорость сварки; vп – сорость подачи сварочного металла





 Рис. 5.10.Сварка в защитных газах
Рис. 5.10.Сварка в защитных газах


 Рис. 5.12.Электрошлаковая сварка:
а – свариваемые заготовки в исходном положении; б – образование сварочной полости с помощью боковых ползунов; в – процесс сварки (передняя заготовка условно не показана): 1 – задняя заготовка; 2 – передняя заготовка; 3 – вводная планка; 4 – выводные планки; 5 – водоохлаждаемый ползун; 6 – направляющий мундштук; 7 – электродная проволока; 8 – жидкая шлаковая ванна; 9 – сварочная ванна; 10 – затвердевший сварной шов
Рис. 5.12.Электрошлаковая сварка:
а – свариваемые заготовки в исходном положении; б – образование сварочной полости с помощью боковых ползунов; в – процесс сварки (передняя заготовка условно не показана): 1 – задняя заготовка; 2 – передняя заготовка; 3 – вводная планка; 4 – выводные планки; 5 – водоохлаждаемый ползун; 6 – направляющий мундштук; 7 – электродная проволока; 8 – жидкая шлаковая ванна; 9 – сварочная ванна; 10 – затвердевший сварной шов

