
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ОБРАБОТКА ЗАГОТОВОК НА ТОКАРНО – ВИНТОРЕЗНЫХ СТАНКАХСтр 1 из 4Следующая ⇒
Предисловие Современное развитие металлообрабатывающей промышлен-ности характеризуется высокими требованиями к точности размеров и формы поверхностей деталей машин. Такие требования удовлетво-ряются при использовании обработки резанием. Метод позволяет обрабатывать поверхности деталей из конструкционных материалов с требуемой геометрической формой, высокой точностью размеров, низкой шероховатостью за счет механического удаления с поверхно-стей заготовки режущим инструментом технологического припуска в виде стружки. Кроме того, он обладает малой энергоемкостью и высокой производительностью. Вследствие этого обработка резанием является основным, наиболее используемым в промышленности процессом окончательной размерной обработки деталей. В предла-гаемом сборнике лабораторных работ представлены наиболее широко используемые при изготовлении деталей способы обработки на токарном, сверлильном и фрезерном станках. В первой работе изучается устройство токарно-винторезного станка 1М61, его кинематическая схема и основные токарные операции. По индивидуальному заданию каждый студент производит наладку станка для обработки заготовки согласно выбранной технологии. Во второй работе студенты знакомятся с работами, выполняемыми на вертикально-сверлильных станках, а также с используемыми инструментами и приспособлениями. В практической части работы студенты изучают влияние вида обработки на величину шероховатости поверхности полученного отверстия. При выполнении третьей работы студенты изучают устройство горизонтально-фрезерного станка 6М82 и делительной головки УДГД – 200, а в практической части работы производят наладку станка и делительной головки для обработки канавки зубьев зубчатого колеса. До занятий студенты, в рамках самостоятельной работы, предусмотренных учебным планом, готовятся к выполнению лабораторных работ путём изучения теоретической её части, особо обращая внимание на контрольные вопросы, приведённые в конце описания. Кроме того, студенты к занятиям должны явиться с подготовленными отчётами. Требования к составлению отчёта приведены в конце описания работ. Для облегчения составления отчёта преподаватель заранее обеспечивает студентов электронными версиями описания лабораторных работ путём их переноса с кафедрального компьютера на электрононосители студентов. Наличие таких электронных версий позволяет студентам легко и быстро перекопировать иллюстрационный и теоретический материал в свой отчёт по работе, а остальное время студент может эффектив-но использовать для подготовки к ответу на контрольные вопросы. Перед выполнением лабораторных работ у студентов прове-ряется наличие составленного предварительного отчёта по работе, а также теоретическая подготовленность студентов методом их устного опроса по контрольным вопросам, приведённым в конце описания работ или по специальным тестам. Студенты, не имеющие составленного индивидуального отчёта, и не готовые к ответу на контрольные вопросы к выполнению лабораторных работ не допускаются. Таким студентам предлагается перейти в другую аудиторию и заниматься изучением описания лабораторной работы и составлением отчёта. Им также будет предложено отработать эту, не выполненную по расписанию, работу в другое время или вместе со студентами другой группы или в конце семестра. Во время занятий студент выполняет практическую часть работы, вносит в отчёт её результаты, пишет выводы и защищает преподавателю работу. Приём преподавателем лабораторных работ должен осуществляться в часы, отведённые по расписанию. Работа считается выполненной только после её защиты у преподавателя. Практическую часть работы на станках выполняет учебный мастер. Перед началом выполнения лабораторной работы студенты должны изучить правила мер безопасности при работе на металлорежущих станках.
ПРИ ВЫПОЛНЕНИИ РАБОТ НА СТАНКАХ ЗАПРЕЩАЕТСЯ: - управлять станком вдвоем или более двух человек; - касаться движущихся частей станка; - проверять размеры обрабатываемой детали без остановки станка; - облокачиваться на станок; - снимать и открывать ограждения во время работы станка. - оставлять патронный ключ в гнезде патрона, после закрепле-ния заготовки; - работать без защитных очков и ограждений; - убирать стружку руками во время работы без специального крючка.
ЛАБОРАТОРНАЯ РАБОТА №1 ОБРАБОТКА ЗАГОТОВОК НА ТОКАРНО – ВИНТОРЕЗНЫХ СТАНКАХ Цель работы 1.1. Освоить основные операции, выполняемые на токарно- винторезных станках и изучить типы резцов. 1.2. Изучить устройство и назначение основных узлов токарно-винторезного станка IM6I. 1.3. Получить навыки наладки станка на выполнение техноло-гических операций токарной обработки. 2. Теоретическая часть Оборудование, инструмент, материалы 3.1. Токарно-винторезный станок модели IM6I. 3.2. Стенд с набором токарных резцов. 3.3. Штангенциркуль, патронный ключ, гаечные ключи. 3.4. Заготовка (пруток). 3.5. Резцы, закреплённые на станке: проходной, отрезной. 3.6. Свёрла диаметрами 10 и 18 мм. 3.7. Набор эталонов шероховатости поверхности [2] Содержание отчета
Отчет по работе должен содержать: - название и цель выполнения работы; - краткое описание и назначение токарно-винторезного станка и его узлов;- описание токарных резцов, используемых в работе; - расчеты по определению диапазона частот вращения шпинделя продольной и поперечной подач по уравнениям кинематической цепи; - эскиз обработанной детали. - последовательность обработки детали привести в табл. 1.1 с эскизами всех выполняемых переходов при обработке детали с указанием типа используемого инструмента. Наладку станка на определённые режимы резания выполняет учебный мастер. Обрабатываемую поверхность на эскизе перехода выделить другим цветом или утолщённой линией.
Таблица 1.1 Пример оформления переходов
6. Контрольные вопросы 6.1. Какие движения совершают заготовка и инструмент при выполнении работ на токарных станках?6.2. Какие типы токарных резцов Вам известны? 6.3. Как называются основные операции токарной обработки? 6.4. Из каких основных узлов состоит токарно - винторезный станок? Покажите их на станке.6.5. Какое назначение имеют задняя бабка, гитара сменных шестерён, механизм фартука, суппорт, шпиндель? 6.6. В какой части станка расположены коробка скоростей и коробки подач? Для чего они служат? 6.7. Для чего предназначены ходовой вал и ходовой винт, реечный механизм? 6.8. Какими способами можно обрабатывать конические поверхности на станке? Расскажите о них, поясняя наладку станка при каждом способе.6.9. Какими инструментами обрабатываются отверстия в сплошном материале или имеющиеся отверстия на токарных станках? 6.10. По кинематической схеме станка показать цепи главного движения, продольной и поперечной подач, цепь нарезания резьбы. 6.11. Какие передаточные отношения имеются между валами II и III цепи главного движения? 6.12. Как осуществить ручную продольную и поперечную подачи на станке? 6.13. Какой механизм служит для переключения продольной механической подачи в поперечную? Показать его на кинематической схеме. 6.14. Какие передачи входят в механизм перебора станка? 6.15. Сколько ступеней вращения шпинделя имеет станок? 6.16. Сколько блоков зубчатых колёс имеет цепь главного движения станка и на каких валах они располагаются? Их назначение. 6.17. Имеется ли червячная передача на станке и для чего она применяется? 6.18. При каких видах обработки используется поперечная подача? 6.19. Какое движение называется главным движением, движе-ием подачи на токарных станках? 6.20. Как настраивается станок на нарезание резьбы заданного шага? 6.21. Как закрепляются длинные заготовки на токарно-винторез-ных станках? 6.22. Можно ли одновременно включать продольную и попереч-ную подачу станка при обработке и что этому может помешать? 6.23. Покажите на кинематической схеме станка звено увеличе-ния шага нарезаемой резьбы. 6.24. Переключением каких передач кинематики станка осу-ществляется реверсирование подачи? 6.25. Сколько резцов одновременно можно закрепить на резце-держателе станка? ЛАБОРАТОРНАЯ РАБОТА № 2 Цель работы 1.1. Освоить основные операции, выполняемые на вертикально-сверлильных станках, а также используемые инструменты и приспособления. 1.2. Изучить устройство вертикально-сверлильного станка модели 2Н118. 1.3. Установить влияние вида обработки на величину шерохова-тости поверхности полученного отверстия.
Общие сведения
Сверление – распространенный метод получения отверстий в сплошном материале. На сверлильных станках обрабатывают сквозные и несквозные (глухие) отверстия в сплошном материале, а также предварительно полученные отверстия с целью увеличения их диаметра, повышения точности и уменьшения шероховатости поверхности. Кроме того, на станках этого типа производится нарезание резьбы машинными метчиками с использованием специальных патронов. Для осуществления операций по обработке отверстий инструмент одновременно получает вращательное главное движение и осевое перемещение – движение подачи.
Управление станком
Пусковая и защитная аппаратура электрической схемы размеще-на в станине под крышкой 8. Включение электродвигателя Б станка с червячной передачей и ходовым винтом 9 для механического подъёма или опускания стола с обрабатываемой заготовкой осуще-ствляется переключателем 7, расположенным с правой стороны на крышке 8 станины. Включение и отключение электродвигателя Е
Рис. 2.2. Общий вид вертикально-сверлильного станка 2НI18
осуществляется нажатием соответствующих кнопок на пусковом щитке Ж. Переключение скоростей вращения шпинделя осуще-ствляется рукояткой 5, расположенной по лицевой стороне свер-лильной головки. Эта рукоятка имеет три положения по окружности и три вдоль оси. Вокруг оси вращения рукоятки размещена таблица с указанием чисел оборотов шпинделя. Для установления требуемого числа оборотов шпинделя рукоятку 5 поворачивают по окружности и перемещают ее вдоль оси поворота до совпадения указателя с над-писью соответствующего числа оборотов. На станке можно работать с ручной и механической подачей шпинделя на заданную глубину, а при нарезании резьбы с автоматическим реверсированием шпинделя также на заданной глубине. Для отсчета обработки на заданную глу-бину служит лимб 6. Ручное перемещение шпинделя осуществляется вращением штурвала 3, а для механической подачи необходимо нажать кнопку 10. Для переключения подач служит рукоятка 4, которая имеет три положения по окружности и два по оси. Эта рукоятка расположена под рукояткой переключения чисел оборотов шпинделя 5. Требуемая величина подачи устанавливается по таблице, размещенной под рукояткой 4, аналогично переключению чисел оборотов шпинделя. Поворот рукояток 4 и 5 допускается только после полной остановки вращения шпинделя нажатием кнопки «Стоп» щитка Ж. После настройки на заданное значения оборотов шпинделя и подачи станок включается нажатием кнопок «Вправо» или «Влево».
2.4. Кинематическая схема вертикально-сверлильного станка 2Н118 [3] Кинематическая схема станка включает цепь главного движения и цепь подачи. Цепь главного движения служит для передачи шпинделю вращения с необходимым числом оборотов. Движение от электродвигателя М через эластичную муфту М1 (рис. 2.3) и зубчатые колеса Z1 и Z2 передается на вал II. С вала II на вал III коробки скоростей передаётся крутящий момент зацеплениями колёс тройного блока z3/z5, z4/z7 и z8/z24. При этом вал III получает три различных чисел оборота. На валу IV на скользящей шпонке находится два двойных блока. Верхний блок с зубчатыми колёсами 6, 9 получает вращение от зубчатых колёс 5 и 23 вала III, в результате чего вал IV имеет шесть различных чисел оборотов. Второй блок с зубчатыми колесами 11, 25 поочередно входит в зацепление с колесами 10, 12, жестко сидящими на валу V. Таким образом, валу V сообщается 12 различных чисел оборотов. Уравнение кинематической цепи главного движения имеет следующий вид:
n
Рис. 2.3. Кинематическая схема вертикально-сверлильного станка 2НI18 Цепь подач. В коробку подач входят валы VI, VII, VIII, IX и Х. Для осуществления механической подачи движение снимается с зу-бчатого колеса 13, жестко сидящего на валу V и передается на колесо 14, тоже жестко сидящее на валу VI, а с колеса 15 вала VI свободно сидящему зубчатому колесу 16 вала VП. Зубчатые колеса 15, 16, двойной блок 26-27 и колесо 17 находятся в постоянном зацеплении, причем колесо 16 и двойной блок 26-27 свободно вращаются соот-ветственно на валах VП и VIII. Вращение с вала V на вал VII переда-ется зацеплениями зубчатых колес Уравнение кинематической цепи подач имеет вид:
где m и z36 - модуль и число зубьев реечной шестерни.
Содержание отчета
Отчет по работе должен содержать: 5.1. Название и цель работы. 5.2. Уравнение кинематического баланса цепи главного движе-ния и цепи подач. 5.3. Описание последовательность выполнения работы 5.4. Выбранные режимы резания для каждой операции. 5.5. Выводы о влиянии вида обработки на величину шерохо-ватости, обработанной поверхности. 6. Контрольные вопросы 6.1. Перечислить основные операции, выполняемые на верти-кально –сверлильных станках и применяемые инструменты. 6.2. Назвать основные узлы и органы управления станка, объяснить их назначение. 6.3. Показать на схеме кинематические цепи главного движения и движения подачи. 6.4. Объяснить варианты передачи движения от электродвига-теля к шпинделю, составить уравнения кинематического баланса (в общем виде и для конкретного случая, например, для наименьшей или наибольшей подачи, наибольших или наименьших чисел оборотов шпинделя станка). 6.5. Объяснить, почему после сверления не удаётся получить поверхность отверстия с высоким квалитетом точности и низкой шероховатостью. 6.6. Почему развёртывание является окончательным видом обработки отверстий малого диаметра? 6.7. Сколько режущих кромок имеет сверло? Покажите их на сверле и объясните их назначение. 6.7. Чем конструктивно отличается сверло от зенкера? 6.8.Чем конструктивно отличается зенкер от развёртки? 6.9. Чем конструктивно отличается сверло от развёртки? 6.10. Для чего применяются переходные втулки Морзе при обработке отверстий на сверлильных станках? 6.11. Можно ли выполнять развёртывание отверстия сразу после сверления, минуя операцию зенкерования? ЛАБОРАТОРНАЯ РАБОТА №3 Цель работы 1.1. Изучить устройство горизонтально - фрезерного станка 6М82, типы фрез и их назначение. 1.2. Изучить назначение и устройство делительной головки УДГД - 200. 1.3. Научиться производить деление заготовок на различное число частей с использованием делительной головки УДГД - 200. 1.4. Получить навыки наладки и настройки станка 6М82 и дели-тельной головки на обработку зубчатого колеса. Общие сведения
Фрезерование является одним из высокопроизводительных и распространённых методов обработки поверхностей заготовок многолезвийным режущим инструментом – фрезой. При фрезеро-вании инструмент совершает главное вращательное движение, а заготовка – поступательное движение подачи. В зависимости от направления вращения фрезы и направления подачи заготовки различают два метода фрезерования: попутное (рис. 3.1, а), когда направление вращения фрезы совпадает с направлением движения подачи и встречное (рис. 3.1, б), когда направление вращения фрезы противоположно направлению движения подачи. Попутное фрезерование рекомендуется при чистовой обработке, когда отсутствует корка на обрабатываемой заготовке. При этом способе обработки улучшаются условия резания, так как зуб фрезы сразу снимает максимальную толщину срезаемого слоя, которая при выходе снижается до нуля. В этом случае кроме лучших условий врезания фрезы процесс резания протекает более спокойно, и обработанная поверхность получается более чистой по сравнению со встречным фрезерованием. Кроме того, уменьшается износ зубьев фрезы и облегчается крепление заготовки, так как при обработке фреза стремится прижать обрабатываемую деталь к столу. Встречное фрезерование обычно применяют при черновой обработке заготовок с литейной коркой, с окалиной и т. д., так как зубья фрезы срезают с заготовки стружку снизу, не касаясь твёрдой дефектной поверхности. Недостатком этого способа обработки является высокая шероховатость обработанной поверхности и повышенный износ зубьев фрезы из-за проскальзывания зуба фрезы по наклёпанной поверхности, образованной предыдущим зубом. Кроме того, требуется надёжное крепление заготовки к столу фрезерного станка, так как при обработке фреза стремится оторвать её от стола. А б Рис. 3.1. Схемы фрезерования: а – попутное; б –встречное Управление станком 6М82 Для управления станком предусмотрены переключатели (см. рис. 3.3): 4 - переключатель вращения шпинделя «влево- вправо»; 5 – переключатель насоса охлаждения; 6 - переключатель ввода «вклю-чено - выключено». Механизм переключения скоростей Л выполнен в виде самостоятельного узла и смонтирован на левой стенке станины. Снаружи механизма расположены лимб 8 с обозначением чисел оборотов шпинделя, стрелка - указатель и кнопочная станция управления Л. Кнопочная станция имеет пять кнопок: а - «пуск шпинделя», б - «стоп шпинделя», в - «толчок шпинделя», г -«быстро стол», д - «включатель местного освещения». Для удобства управления станком дублирующие кнопки а, б, г также находятся с правой стороны стола (кнопки 15, 16, 17). Ниже лимба находится рукоятка 7. Для переключения скоростей необходимо выполнить следующие операции: а) рукоятка 7 опускается вниз и отводится влево до отказа; б) лимб 8 с помощью стрелки указателя устанавливается на требуемое число оборотов шпинделя; в) нажимается кнопка «толчок шпинделя»; г) рукоятка 7 возвращается в первоначальное фиксированное положение. Механизм переключения коробки подач Б (см. рис. 3.3), смонтированный слева консоли В, имеет лимб, на котором указаны величины продольных и поперечных подач стола (вертикальные подачи в 3 раза меньше) и грибок для переключения. Для переключения подачи необходимо выполнить следующие операции: а) нажимается кнопка на грибке 14 и грибок отводится на себя до отказа; б) грибок с лимбом поворачивается и устанавливается на требуемую подачу. Значения подачи указаны цифрами вокруг лимба; в) грибок досылается вперёд и становится в первоначальное положение; г) отпускается кнопка грибка и проверяется, зафиксирован ли грибок.
Рис. 3.3. Общий вид горизонтально-фрезерного станка 6М82
Для гарантии переключения в момент отвода грибка на себя автоматически включается на короткое время двигатель подач. Ручное перемещение органов станка осуществляется рукоятками и моховиком: 3 – для продольного перемещения стола, 13 – для верти-кального перемещения консоли, 12 – для поперечного перемещения стола, 9 – ручка для перемещения хобота. Механические подачи стола включаются рукоятками: 10 – для продольной подачи, 1 – для поперечной и 2 – для вертикальной подач. Быстрое перемещение стола осуществляется после включения механической подачи при нажатии на кнопку «быстро стол». 2.4. Устройство делительной головки УДГД – 200 [5]
Универсальная делительная головка УДГД – 200 (рис. 3.4) состоит из поворотной шпиндельной головки 15, в которую входят шпиндель 17, лобовой делительный диск непосредственного деления
2, с нанесёнными на его поверхность делениями – лимбом, рукоятка с фиксатором 16, двух стяжных дуг 13 с болтами 12. Поворотная шпиндельная головка со шпинделем может поворачиваться вверх от линии центров и крепиться в требуемом положении болтами стяжных дуг. Угол поворота отсчитывается по лимбу 3. Шпиндель имеет сквозное отверстие с конусом Морзе на заднем конце и с наружной резьбой – не переднем. В задний конец шпинделя вставляется оправка 11, а на передний – наворачивается 3-х кулачковый патрон 1 для закрепления заготовки. На торцевой поверхности лобового делительного диска непосредственного деления 2 имеются 24 равномерно расположенных отверстия. После поворота шпинделя с диском на требуемый угол фиксатор 16 вводят в одно из отверстий диска, тем самым, предотвращая дальнейший поворот шпинделя с заготовкой. Для надёжности производят дополнительное закрепление шпинделя стопором 9. В передней части делительной головки располагается основной двухсторонний делительный диск 4. Он имеет с каждой стороны ряды окружностей с различными числами отверстий: на одной стороне 16, 17, 19, 21, 23, 29, 30, 31, а на другой – 33, 37, 39, 41, 43, 47, 49, 54. Перед диском 4 располагается сектор, состоящий из двух линеек 5 и планка, на одном конце которой располагается рукоятка 7, а на другом – фиксатор 6. Фиксатор может настраиваться на любую окружность с отверстиями, перемещаясь по пазу планки в радиальном направлении и входить в любое из этих отверстий. Диск 4 может устанавливаться неподвижно относительно корпуса зажи-мом 10. 2.5. Способы деления заготовки [5]
Делительная головка УДГД - 200 позволяет осуществлять периодический поворот (деление) заготовки тремя способами: непосредственным, простым, дифференциальным, а также непрерыв-ное вращение заготовки в случае фрезерования косозубых колес или спиральных канавок. Непосредственное деление. Для осуществленияделения необходимо расцепить червячную передачу z1/z2, иначе не удастся провернуть шпиндель. Для этого освобождаем болты 12 стяжных дуг 13 и поворотом рукоятки 14 расцепляем червячную передачу (см. рис. 3.4). Шестерни гитары «х» также должны быть расцеплены. После этого поворачиваем шпиндель с заготовкой на необходимый угол и вводим фиксатор 16 в одно из отверстий диска 2. Этот способ допускает деление окружности на части кратные 24, т. е. на 2, 3, 4, 6, 8, 12 и 24 части. Пример 1. Допустим необходимо разделить заготовку на 8 частей. При этом необходимый поворот заготовки составляет 24/8=3 промежутка. Это означает, что для того, чтобы повернуть заготовку со шпинделем на 1/8 часть необходимо разомкнуть фиксатор 3 от лобового делительного диска 2, повернуть обхватив руками патрон шпиндель 1 с заготовкой, одновременно отсчитывая три промежутка по лимбу делительного диска непосредственного деления 2 и в четвёртое отверстие ввести фиксатор 3 (рис. 3.5). Простое деление. Для его осуществления необходимо, чтобы фиксатор 3 и шестерни гитары «х» были расцеплены, червячная пара была в зацеплении, а диск 10 был неподвижен за счёт закрепления к корпусу защелкой 13. При простом делении поворот шпинделя с заготовкой осуществляется при вращении рукоятки 11 (при разомкнутом фиксаторе 12) через цилиндрическую z6/z7 и червячную z5/z4 передачи (см. рис. 3.5). Если заготовку необходимо разделить на Z частей, то для поворота шпинделя на одно деление необходимо рукоятку повернуть на число оборотов n, определяемое по формуле:
где число N – характеристика делительной головки, равное числу зубьев червячного колеса z0. Она показывает сколько оборотов рукоятке необходимо совершить для одного оборота шпинделя; Z–число частей, на которое нужно разделить заготовку.
Количество оборотов найденное по формуле (1), заменяется простой дробью n=C/B таким образом, чтобы знаменатель дроби В был равен количеству отверстий одного из рядов окружностей делительного диска. На этот ряд отверстий перемещается фиксатор, а затем, отсчитывая количество промежутков между отверстиями, равное числителю дроби С, он устанавливается с помощью рукоятки в нужное отверстие этого ряда. Пример 2. Требуется разделить заготовку на Z=28 частей. Находим число оборотов рукоятки для поворота шпинделя на одно деление
На делительном диске имеется ряд с числом отверстий 21, поэтому умножаем числитель и знаменатель дроби на 3, получаем число Для поворота рукоятки на 9/21 при последующих делениях можно пользоваться раздвижным сектором, состоящим из двух линеек 5 (см. рис. 3.4). Сектор устанавливается так, чтобы по ряду 21 между линейками было число промежутков 9 или отверстий 10, т. е. на одно больше числа в числителе. После выполнения операций деления сектор поворачивается до упора одной линейкой в фиксатор, тогда другая линейка покажет место остановки фиксатора при последующем делении. Дифференциальный способ деления применяется в том случае, когда число отверстий на делительном диске не обеспечивает простое деление на какое – то число Z. В этом случае подбирается фиктивное число Zx близкое к заданному числу деления Z, но на которое можно разделить простым способом. Число оборотов рукоятки n для поворота шпинделя на 1/Z часть оборота определяется так же, как и при простом делении по формуле
При этом получается погрешность в делении заготовки, так как деление осуществляется не на заданное число Z, а на принятое Zx. Для устранения возникшей погрешности используется гитара сменных шестерён «x» с зубчатыми колёсами а, б, с, е, д. Для её сборки на оправку 11 устанавливается колесо а, а на оправку 10 (см. рис. 3.4) – колесо д. Колёса б, с, е устанавливают на приклад гитары 14 (см. рис. 3.5). Возникшая погрешность компенсируется поворотом делительного диска через гитару «x» и зубчатые колеса 8 и 9 (см. рис. 3.5) при вращении рукоятки, а шпиндель при этом повернется на 1/Z часть оборота. Передаточное отношение гитары «x» определяется по формуле:
Полученную дробь k/l необходимо преобразовать таким образом, чтобы получить четыре зубчатых колеса a, b, c, d гитары сменных шестерён, которые содержались бы в наборе делительной головки. В набор делительной головки входят шестерни с числами зубьев: 25, 30, 35, 40, 50, 55, 60, 65, 70, 75, 80, 85, 90, 100. Для определения числа зубьев зубчатых колес a, b, c, d гитары «х» можно пользоваться способом разделения на простые сомножители. При этом передаточное отношение, представленное в виде простой дроби А/В, заменяется сомножителями. Сокращая сомножители или вводя новые, получают в числителе и знаменателе четыре числа a/b, c/d, соответствующие числам зубьев зубчатых колёс, имеющимся в наборе делительной головки. При подборе зубчатых колес необходимо обеспечивать условия сцепляемости, которые для двухпарной гитары выражаются следую-щим образом (см. рис. 3.5): a+b > c+15; с+d > b+15. Если принятое число Zx> Z, то диск вращается в ту же сторону, что и рукоятка. При Zx< Z вращение диска должно осуществляться в обратную сторону. В этом случае для достижения вращения рукоятки и делительного диска в обратном направлении необходимо ввести в зацепление зубчатых колёс гитары «х» промежуточное зубчатое колесо «е». Тогда передаточное отношение гитары примет вид:
При введении дополнительного колеса «e» в зацепление гитары второе условие сцепляемости не проверяется. После деления заготовки одним из способов шпиндель головки должен быть закреплен с помощью стопора 9 (рис. 3.4). Пример 3. Требуется разделить заготовку на 103 части. Принимаем приближенное число Zx, близкое к Z и удовлетворяющее условию простого деления, т. е. Zx=100. Находим число оборотов рукоятки для поворота шпинделя на одно деление
Определяем передаточное отношение гитары «х»
Дробь получилась отрицательной, поэтому в гитару необходимо ввести промежуточное зубчатое колесо «e»:
Таким образом, для поворота заготовки на 1/103 часть нужно рукоятку с фиксатором повернуть на 12 промежутков по ряду окружности с числом отверстий, равным 30. Для компенсации ошибки, которая получается при делении на 103 части вместо 100 частей, необходимо настроить гитару сменных зубчатых колёс с числами зубьев a = 80, b = 100, c = 90, d = 60. Промежуточная шестерня e = 25 выбирается из того же набора, но должна отличаться по значению от других шестерён гитары.
2.6. Фрезерование с использованием делительных головок [5]
Делительные головки применяют для периодического поворота обрабатываемой заготовки на любые равные и неравные части окружности, что позволяет фрезеровать зубчатые колеса с прямыми зубьями, шестигранники, шлицевые валики и т. п. Они используются также для передачи непрерывного вращательного движения заготовке, согласованного с подачей стола. При этом на наружных поверхностях заготовок обрабатываются винтовые канавки или винтовые поверхности. Если шпиндель делительной головки повернуть относительно стола в вертикальной плоскости, то можно обрабатывать конические зубчатые колеса и конические развёртки. На рис. 3.6 показана схема обработки зубчатого колеса с использованием делительной головки. Заготовка 1 закреплена на оправке в центрах 4 шпинделя делительной головки 2 и задней бабки 3. Прорезание впадины колеса проводят дисковой модульной фрезой, которая совершает главное вращательное движение резания, а стол совершает движение подачи. После обработки очередной впадины между зубьями стол возвращают в исходное положение, а заготовку с помощью делительной головки поворачивают на угол, соответствующий шагу зубьев зубчатого колеса. Рис. 3.6. Обработка заготовок с помощью делительной головки
Поворот заготовки со шпинделем совершают рукояткой 5, положение которой фиксируется в одном из концентрически расположенных отверстий диска 6, введением в него пружинного фиксатора. Содержание отчета
5.1. Название и цель работы. 5.2. Рисунки типов фрез, общего вида станка и делительной головки с их описанием. 5.3. Формулы деления заготовки различными способами. 5.4.Результаты расчёта с использованием дифференциального деления. 5.5. Выводы.
6. Контрольные вопросы
6.1. Какие методы фрезерования Вы знаете и в каких случаях они применяются? 6.2. Какие типы фрез представлены на стенде (или на рис. 3.1) и для выполнения каких фрезерных операций они предназначены? Список литературы 1. Токарно-винторезный станок IM6I. Руководство по эксплуа-тации. – М.: Станкоимпорт СССР, 1996. - 49 с. 2. ЕСКД. Шероховатость поверхности. Обозначение шерохо-ватости. ГОСТ 2309 – 73. – М.: Издательство стандартов, 1980. – 12 с. Популярное:
|
Последнее изменение этой страницы: 2016-05-03; Просмотров: 2103; Нарушение авторского права страницы










 ,
,

 - число оборотов вала электродвигателя в мин.;
- число оборотов вала электродвигателя в мин.; 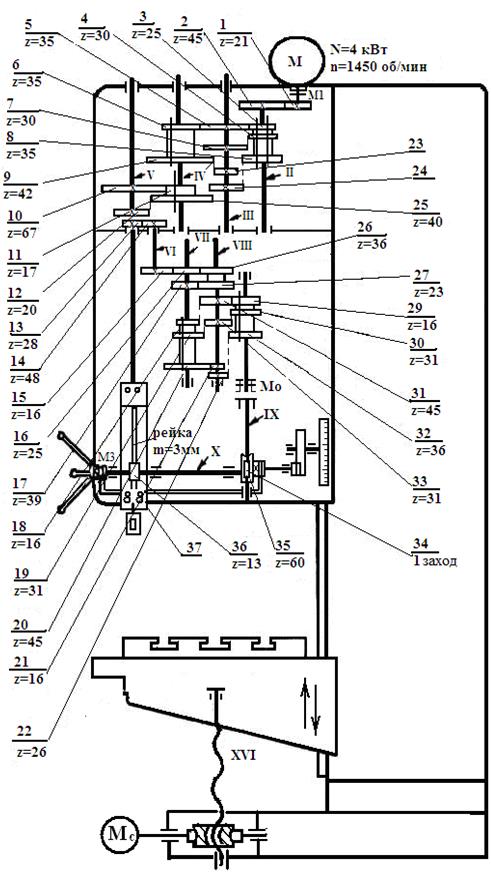
 ·
·  ·
·  ·
·  . Движе-ние с вала VII на вал VIII осуществляется с помощью тройного блока, зубчатые колеса которого 18, 19, 20 двигаясь на скользящей шпонке поочередно, могут войти в зацепление с зубчатыми колесами 31, 33 и 21 жестко сидящими на валу VIII. Дальнейшая передача на вал IX осуществляется с помощью зубчатых колес 31, 33 и 22, которые входят в зацепление с зубчатыми колесами 29, 30, 32 тройного блока, расположенного на валу IX на скользящей шпонке. Следовательно, вал IX имеет 9 различных скоростей вращения. Дальнейшее движение передается на червячную передачу
. Движе-ние с вала VII на вал VIII осуществляется с помощью тройного блока, зубчатые колеса которого 18, 19, 20 двигаясь на скользящей шпонке поочередно, могут войти в зацепление с зубчатыми колесами 31, 33 и 21 жестко сидящими на валу VIII. Дальнейшая передача на вал IX осуществляется с помощью зубчатых колес 31, 33 и 22, которые входят в зацепление с зубчатыми колесами 29, 30, 32 тройного блока, расположенного на валу IX на скользящей шпонке. Следовательно, вал IX имеет 9 различных скоростей вращения. Дальнейшее движение передается на червячную передачу  . Червячное колесо Z35 жестко сидит на валу Х вместе с реечным колесом Z36, от которого движение вертикальной подачи передается гильзе 37 c расположенной на ней рейкой.
. Червячное колесо Z35 жестко сидит на валу Х вместе с реечным колесом Z36, от которого движение вертикальной подачи передается гильзе 37 c расположенной на ней рейкой.




 ·
·










 , (1)
, (1)

 .
. . Следовательно, для поворота заготовки на 1/28 часть необходимо рукоятке сообщить один полный оборот и по ряду окружности с числом отверстий 21 отсчитать 9 промежутков, довернуть рукоятку и затем в десятое отверстие ввести фиксатор 12.
. Следовательно, для поворота заготовки на 1/28 часть необходимо рукоятке сообщить один полный оборот и по ряду окружности с числом отверстий 21 отсчитать 9 промежутков, довернуть рукоятку и затем в десятое отверстие ввести фиксатор 12. . (2)
. (2) (3)
(3) .
. .
.

