
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ОБРАБОТКА ЗАГОТОВОК НА ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫХ СТАНКАХ
Цель работы 1.1. Освоить основные операции, выполняемые на вертикально-сверлильных станках, а также используемые инструменты и приспособления. 1.2. Изучить устройство вертикально-сверлильного станка модели 2Н118. 1.3. Установить влияние вида обработки на величину шерохова-тости поверхности полученного отверстия.
Общие сведения
Сверление – распространенный метод получения отверстий в сплошном материале. На сверлильных станках обрабатывают сквозные и несквозные (глухие) отверстия в сплошном материале, а также предварительно полученные отверстия с целью увеличения их диаметра, повышения точности и уменьшения шероховатости поверхности. Кроме того, на станках этого типа производится нарезание резьбы машинными метчиками с использованием специальных патронов. Для осуществления операций по обработке отверстий инструмент одновременно получает вращательное главное движение и осевое перемещение – движение подачи.
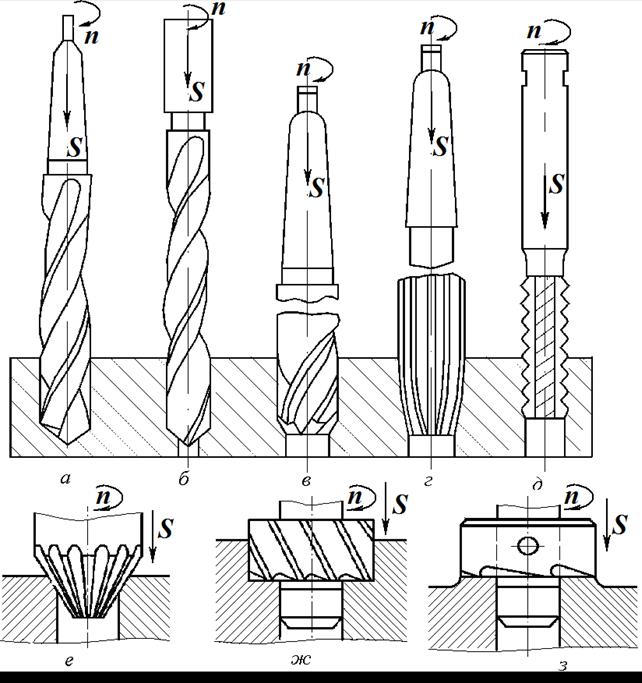
Основные операции, выполняемые на сверлильных станках На вертикально-сверлильных станках можно выполнять следую-щие операции: 1. Сверление – получение сквозных и глухих отверстий сверлом в сплошном материале (рис.2.1, а). 2. Рассверливание – обработка предварительно полученных отверстий сверлением, литьём или штамповкой с целью увеличения их диаметра (рис. 2.1, б). 3. Зенкерование позволяет увеличить диаметр отверстия, повысить точность и уменьшить шероховатость просверленных отверстий (рис. 2.1, в). В качестве инструмента используется зенкер, имеющий три винтовые канавки и режущую часть в виде неполного конуса.
Рис. 2.1. Схемы обработки заготовок на вертикально-сверлильных станках
4. Развертывание отверстий, которое обычно производится после зенкерования с целью дальнейшего повышения точности и уменьшения шероховатости отверстия (рис. 2.1, г). Инструментом является развёртка, которая имеет более 4-х канавок, а, следовательно, большее число режущих зубьев, что позволяет получить более высокое качество поверхности отверстия, чем сверление и зенкерование. 5. Нарезание резьбы в отверстиях осуществляется машинными метчиками (рис. 2.1, д) с использованием специального патрона. 6. Зенкование применяется для обработки конических и центровых отверстий с целью увеличения диаметра отверстия на определенную глубину или изменения формы отверстия. В качестве инструмента используются зенковки (рис. 2.1, е, ж). 7. Цекование (подрезка торцов) обеспечивает перпендику-лярность торца обрабатываемой детали относительно оси отверстия. Инструментом является цековка (рис. 2.1, з). Обрабатываемая заготовка крепится на столе сверлильного станка с помощью различных приспособлений. В качестве приспо-собления используются прижимные планки, машинные тиски, призмы, угольники. Если обработке подвергается большая партия деталей, их крепят в специальных приспособлениях (кондукторах).
2.2. Устройство вертикально – сверлильного станка 2Н118 [3] На полой плите А (рис. 2.2), являющейся резервуаром для смазывающе - охлаждающей жидкости, установлена колонна Г. На вертикальных направляющих колонны сверху базируется сверлиль-ная головка (шпиндельный узел) Д, а снизу - стол В. В верхней части сверлильной головки располагается коробка скоростей, а под ней – коробка подач. Сверху сверлильной головки смонтирован электро-двигатель Е, передающий вращательное движение шпинделю 1 и поступательное движение через соответствующие передачи гильзе 2. Нижний конец шпинделя имеет коническое отверстие (конус Морзе) для закрепления режущего инструмента. В зависимости от габаритов заготовки стол и сверлильная головка станка могут перемещаться по направляющим колонны вверх и вниз. Сверлильная головка переме-щается вручную и может фиксироваться в нужном положении специальным зажимом.Сбоку плиты А с левой стороны станка смонтирован электродвигатель с насосом И, служащий для подачи смазывающе-охлаждающей жидкости через трубопровод 11 в зону обработки детали, закреплённой на столе станка. Там же расположен электродвигатель Б, связанный червячной передачей с ходовым винтом 9 для механического перемещения стола в вертикальном направлении.
Управление станком
Пусковая и защитная аппаратура электрической схемы размеще-на в станине под крышкой 8. Включение электродвигателя Б станка с червячной передачей и ходовым винтом 9 для механического подъёма или опускания стола с обрабатываемой заготовкой осуще-ствляется переключателем 7, расположенным с правой стороны на крышке 8 станины. Включение и отключение электродвигателя Е
Рис. 2.2. Общий вид вертикально-сверлильного станка 2НI18
осуществляется нажатием соответствующих кнопок на пусковом щитке Ж. Переключение скоростей вращения шпинделя осуще-ствляется рукояткой 5, расположенной по лицевой стороне свер-лильной головки. Эта рукоятка имеет три положения по окружности и три вдоль оси. Вокруг оси вращения рукоятки размещена таблица с указанием чисел оборотов шпинделя. Для установления требуемого числа оборотов шпинделя рукоятку 5 поворачивают по окружности и перемещают ее вдоль оси поворота до совпадения указателя с над-писью соответствующего числа оборотов. На станке можно работать с ручной и механической подачей шпинделя на заданную глубину, а при нарезании резьбы с автоматическим реверсированием шпинделя также на заданной глубине. Для отсчета обработки на заданную глу-бину служит лимб 6. Ручное перемещение шпинделя осуществляется вращением штурвала 3, а для механической подачи необходимо нажать кнопку 10. Для переключения подач служит рукоятка 4, которая имеет три положения по окружности и два по оси. Эта рукоятка расположена под рукояткой переключения чисел оборотов шпинделя 5. Требуемая величина подачи устанавливается по таблице, размещенной под рукояткой 4, аналогично переключению чисел оборотов шпинделя. Поворот рукояток 4 и 5 допускается только после полной остановки вращения шпинделя нажатием кнопки «Стоп» щитка Ж. После настройки на заданное значения оборотов шпинделя и подачи станок включается нажатием кнопок «Вправо» или «Влево».
2.4. Кинематическая схема вертикально-сверлильного станка 2Н118 [3] Кинематическая схема станка включает цепь главного движения и цепь подачи. Цепь главного движения служит для передачи шпинделю вращения с необходимым числом оборотов. Движение от электродвигателя М через эластичную муфту М1 (рис. 2.3) и зубчатые колеса Z1 и Z2 передается на вал II. С вала II на вал III коробки скоростей передаётся крутящий момент зацеплениями колёс тройного блока z3/z5, z4/z7 и z8/z24. При этом вал III получает три различных чисел оборота. На валу IV на скользящей шпонке находится два двойных блока. Верхний блок с зубчатыми колёсами 6, 9 получает вращение от зубчатых колёс 5 и 23 вала III, в результате чего вал IV имеет шесть различных чисел оборотов. Второй блок с зубчатыми колесами 11, 25 поочередно входит в зацепление с колесами 10, 12, жестко сидящими на валу V. Таким образом, валу V сообщается 12 различных чисел оборотов. Уравнение кинематической цепи главного движения имеет следующий вид:
n
Рис. 2.3. Кинематическая схема вертикально-сверлильного станка 2НI18 Цепь подач. В коробку подач входят валы VI, VII, VIII, IX и Х. Для осуществления механической подачи движение снимается с зу-бчатого колеса 13, жестко сидящего на валу V и передается на колесо 14, тоже жестко сидящее на валу VI, а с колеса 15 вала VI свободно сидящему зубчатому колесу 16 вала VП. Зубчатые колеса 15, 16, двойной блок 26-27 и колесо 17 находятся в постоянном зацеплении, причем колесо 16 и двойной блок 26-27 свободно вращаются соот-ветственно на валах VП и VIII. Вращение с вала V на вал VII переда-ется зацеплениями зубчатых колес Уравнение кинематической цепи подач имеет вид:
где m и z36 - модуль и число зубьев реечной шестерни.
Популярное:
|
Последнее изменение этой страницы: 2016-05-03; Просмотров: 2432; Нарушение авторского права страницы









 ,
,

 - число оборотов вала электродвигателя в мин.;
- число оборотов вала электродвигателя в мин.; 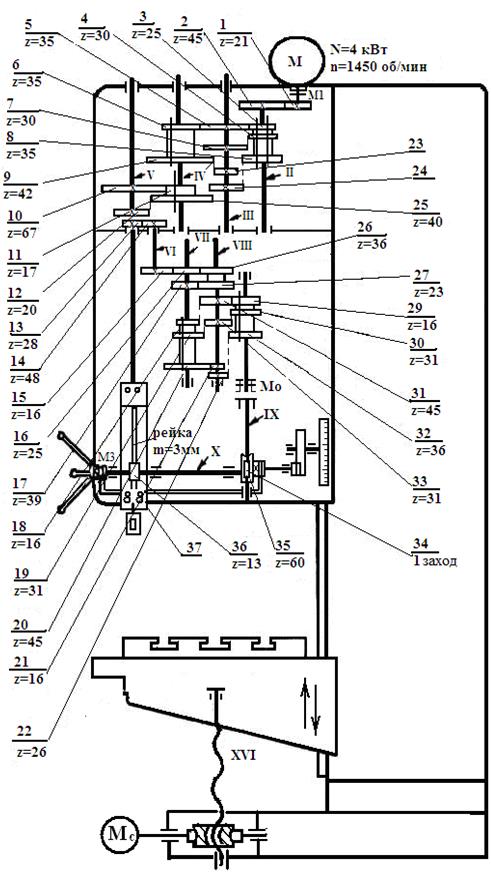
 ·
·  ·
·  ·
·  . Движе-ние с вала VII на вал VIII осуществляется с помощью тройного блока, зубчатые колеса которого 18, 19, 20 двигаясь на скользящей шпонке поочередно, могут войти в зацепление с зубчатыми колесами 31, 33 и 21 жестко сидящими на валу VIII. Дальнейшая передача на вал IX осуществляется с помощью зубчатых колес 31, 33 и 22, которые входят в зацепление с зубчатыми колесами 29, 30, 32 тройного блока, расположенного на валу IX на скользящей шпонке. Следовательно, вал IX имеет 9 различных скоростей вращения. Дальнейшее движение передается на червячную передачу
. Движе-ние с вала VII на вал VIII осуществляется с помощью тройного блока, зубчатые колеса которого 18, 19, 20 двигаясь на скользящей шпонке поочередно, могут войти в зацепление с зубчатыми колесами 31, 33 и 21 жестко сидящими на валу VIII. Дальнейшая передача на вал IX осуществляется с помощью зубчатых колес 31, 33 и 22, которые входят в зацепление с зубчатыми колесами 29, 30, 32 тройного блока, расположенного на валу IX на скользящей шпонке. Следовательно, вал IX имеет 9 различных скоростей вращения. Дальнейшее движение передается на червячную передачу  . Червячное колесо Z35 жестко сидит на валу Х вместе с реечным колесом Z36, от которого движение вертикальной подачи передается гильзе 37 c расположенной на ней рейкой.
. Червячное колесо Z35 жестко сидит на валу Х вместе с реечным колесом Z36, от которого движение вертикальной подачи передается гильзе 37 c расположенной на ней рейкой.




 ·
·





