Контрольные карты для количественных данных
Количественные данные представляют собой наблюдения, полученные с помощью измерения и записи значений некоторой характеристики для каждой единицы, рассматриваемой в подгруппе, например длина в метрах, сопротивление в омах, шум в децибелах и т.д. Карты для количественных данных, и особенно простейшие из них (  - и - и  -карты), - это классические контрольные карты, применяемые для управления процессами. -карты), - это классические контрольные карты, применяемые для управления процессами.
Контрольные карты для количественных данных имеют следующие преимущества:
а) большинство процессов и их продукция на выходе имеют характеристики, которые могут быть измерены, так что применимость таких карт потенционально широка;
б) измеренное значение содержит больше информации, чем простое утверждение «да - нет»;
в) характеристики процесса могут быть проанализированы безотносительно установленных требований. Карты запускаются вместе с процессом и дают независимую картину того, на что процесс способен. После этого характеристики процесса можно сравнивать или нет с установленными требованиями;
г) хотя получение количественных данных дороже, чем альтернативных, объемы подгрупп для количественных данных почти всегда гораздо меньше и при этом намного эффективнее. Это позволяет в некоторых случаях снизить общую стоимость контроля и уменьшить временной разрыв между производством продукции и корректирующим воздействием.
Для контрольных карт, использующих количественные данные, предполагается нормальное (гауссово) распределение для вариаций внутри выборок, причем отклонения от этого предположения влияют на эффективность карт. Коэффициенты для вычисления контрольных границ выведены при условии нормальности. Поскольку контрольные границы используются только как эмпирические критерии при принятии решений, целесообразно пренебрегать малыми отклонениями от нормальности. Благодаря центральной предельной теореме выборочные средние имеют распределение, приближающееся к нормальному с ростом объема выборки, даже когда отдельные наблюдения не подчиняются нормальному закону. Это обосновывает возможность предположения о нормальности для -карт даже при объемах выборок, столь малых как 4 или 5 единиц, взятых для проведения контроля. Если используют отдельные наблюдения для изучения возможностей процесса, истинное распределение важно. Рекомендуется периодически перепроверять выполнение таких предположений, чтобы убедиться, что используемые данные принадлежат одной совокупности. Распределения размахов и стандартных отклонений отличаются от нормального, хотя предположение нормальности использовалось при оценке коэффициентов для вычисления контрольных границ. Такие границы, как правило, приемлемы для процедур принятия эмпирических решений.
Карты средних ( ) и размахов ( ) или выборочных стандартных отклонений (  ). ).
Карты для количественных данных отражают состояние процесса через разброс (изменчивость от единицы к единице) и через расположение центра (среднее процесса). Поэтому контрольные карты для количественных данных почти всегда применяют и анализируют парами - одна карта для расположения и одна - для разброса. Наиболее часто используют пару - и -карту. В таблицах 6 и 7 приведены формулы контрольных границ и коэффициенты для соответствующих карт.
Табл. 6. Формулы контрольных границ
для карт Шухарта с использованием
количественных данных
| Статистика
| Стандартные значения не заданы
| Стандартные значения заданы
| |
| Центральная линия
|  и и 
| Центральная линия
| и
| |
| 
|  или или 
|  или или 
| 
| |
| 
|  , , 
|  или или 
|  , , 
| |
| 
|  , , 
|  или или 
|  , , 
| Примечание - Заданы стандартные значения или , ,  или или  . .
| Табл. 7. Коэффициенты для вычисления
линий контрольных карт
| Число
наблюдений в подгруппе
n
| Коэффициенты для вычисления контрольных границ
| Коэффициенты для вычисления центральной линии
| | A1
| A2
| A3
| B3
| B4
| B5
| B6
| D1
| D2
| D3
| D4
| C4
| 1/C4
| d2
| 1/d2
| |
| 2, 121
| 1, 880
| 2, 659
| 0, 000
| 3, 267
| 0, 000
| 2, 606
| 0, 000
| 3, 686
| 0, 000
| 3, 267
| 0, 7979
| 1, 2533
| 1, 128
| 0, 8865
| |
| 1, 732
| 1, 023
| 1, 954
| 0, 000
| 2, 568
| 0, 000
| 2, 276
| 0, 000
| 4, 358
| 0, 000
| 2, 574
| 0, 8886
| 1, 1284
| 1, 693
| 0, 5907
| |
| 1, 500
| 0, 729
| 1, 628
| 0, 000
| 2, 266
| 0, 000
| 2, 088
| 0, 000
| 4, 696
| 0, 000
| 2, 282
| 0, 9213
| 1, 0854
| 2, 059
| 0, 4857
| |
| 1, 342
| 0, 577
| 1, 427
| 0, 000
| 2, 089
| 0, 000
| 1, 964
| 0, 000
| 4, 918
| 0, 000
| 2, 114
| 0, 9400
| 1, 0638
| 2, 326
| 0, 4299
| |
| 1, 225
| 0, 483
| 1, 287
| 0, 030
| 1, 970
| 0, 029
| 1, 874
| 0, 000
| 5, 078
| 0, 000
| 2, 004
| 0, 9515
| 1, 0510
| 2, 534
| 0, 3946
| |
| 1, 134
| 0, 419
| 1, 182
| 0, 118
| 1, 882
| 0, 113
| 1, 806
| 0, 204
| 5, 204
| 0, 076
| 1, 924
| 0, 9594
| 1, 0423
| 2, 704
| 0, 3698
| |
| 1, 061
| 0, 373
| 1, 099
| 0, 185
| 1, 815
| 0, 179
| 1, 751
| 0, 388
| 5, 306
| 0, 136
| 1, 864
| 0, 9650
| 1, 0363
| 2, 847
| 0, 3512
| |
| 1, 000
| 0, 337
| 1, 032
| 0, 239
| 1, 761
| 0, 232
| 1, 707
| 0, 547
| 5, 393
| 0, 184
| 1, 816
| 0, 9693
| 1, 0317
| 2, 970
| 0, 3367
| |
| 0, 949
| 0, 308
| 0, 975
| 0, 284
| 1, 716
| 0, 276
| 1, 669
| 0, 687
| 5, 469
| 0, 223
| 1, 777
| 0, 9727
| 1, 0281
| 3, 078
| 0, 3249
| |
| 0, 905
| 0, 285
| 0, 927
| 0, 321
| 1, 679
| 0, 313
| 1, 637
| 0, 811
| 5, 535
| 0, 256
| 1, 744
| 0, 9754
| 1, 0252
| 3, 173
| 0, 3152
| |
| 0, 866
| 0, 266
| 0, 886
| 0, 354
| 1, 646
| 0, 346
| 1, 610
| 0, 922
| 5, 594
| 0, 283
| 1, 717
| 0, 9776
| 1, 0229
| 3, 258
| 0, 3069
| |
| 0, 832
| 0, 249
| 0, 850
| 0, 382
| 1, 618
| 0, 374
| 1, 585
| 1, 025
| 5, 647
| 0, 307
| 1, 693
| 0, 9794
| 1, 0210
| 3, 336
| 0, 2998
| |
| 0, 802
| 0, 235
| 0, 817
| 0, 406
| 1, 594
| 0, 399
| 1, 563
| 1, 118
| 5, 696
| 0, 328
| 1, 672
| 0, 9810
| 1, 0194
| 3, 407
| 0, 2935
| |
| 0, 775
| 0, 223
| 0, 789
| 0, 428
| 1, 572
| 0, 421
| 1, 544
| 1, 203
| 5, 741
| 0, 347
| 1, 653
| 0, 9823
| 1, 0180
| 3, 472
| 0, 2880
| |
| 0, 750
| 0, 212
| 0, 763
| 0, 448
| 1, 552
| 0, 440
| 1, 526
| 1, 282
| 5, 782
| 0, 363
| 1, 637
| 0, 9835
| 1, 0168
| 3, 532
| 0, 2831
| |
| 0, 728
| 0, 203
| 0, 739
| 0, 466
| 1, 534
| 0, 458
| 1, 511
| 1, 356
| 5, 820
| 0, 378
| 1, 622
| 0, 9845
| 1, 0157
| 3, 588
| 0, 2784
| |
| 0, 707
| 0, 194
| 0, 718
| 0, 482
| 1, 518
| 0, 475
| 1, 496
| 1, 424
| 5, 856
| 0, 391
| 1, 608
| 0, 9854
| 1, 0148
| 3, 640
| 0, 2747
| |
| 0, 688
| 0, 187
| 0, 698
| 0, 497
| 1, 503
| 0, 490
| 1, 483
| 1, 487
| 5, 891
| 0, 403
| 1, 597
| 0, 9862
| 1, 0140
| 3, 689
| 0, 2711
| |
| 0, 671
| 0, 180
| 0, 680
| 0, 510
| 1, 490
| 0, 504
| 1, 470
| 1, 549
| 5, 921
| 0, 415
| 1, 585
| 0, 9869
| 1, 0133
| 3, 735
| 0, 2677
| |
| 0, 655
| 0, 173
| 0, 663
| 0, 523
| 1, 477
| 0, 516
| 1, 459
| 1, 605
| 5, 951
| 0, 425
| 1, 575
| 0, 9876
| 1, 0126
| 3, 778
| 0, 2647
| |
| 0, 640
| 0, 167
| 0, 647
| 0, 534
| 1, 466
| 0, 528
| 1, 448
| 1, 659
| 5, 979
| 0, 434
| 1, 566
| 0, 9882
| 1, 0119
| 3, 819
| 0, 2618
| |
| 0, 626
| 0, 162
| 0, 633
| 0, 545
| 1, 455
| 0, 539
| 1, 438
| 1, 710
| 6, 006
| 0, 443
| 1, 557
| 0, 9887
| 1, 0114
| 3, 858
| 0, 2592
| |
| 0, 612
| 0, 157
| 0, 619
| 0, 555
| 1, 445
| 0, 549
| 1, 429
| 1, 759
| 6, 031
| 0, 451
| 1, 548
| 0, 9892
| 1, 0109
| 3, 895
| 0, 2567
| |
| 0, 600
| 0, 153
| 0, 606
| 0, 565
| 1, 434
| 0, 559
| 1, 420
| 1, 806
| 6, 056
| 0, 459
| 1, 541
| 0, 9896
| 1, 0105
| 3, 931
| 0, 2544
| | Примечание - Источник ASTM, Philadelphia, PA, USA
|
Контрольные карты индивидуальных значений (  ). ).
В некоторых ситуациях для управления процессами невозможно либо непрактично иметь дело с рациональными подгруппами. Время или стоимость, требуемые для измерения при одиночном наблюдении, столь велики, что проведение повторных наблюдений даже не рассматривают. Это обычно происходит, когда измерения дорогостоящие (например, при разрушающем контроле) или выход продукции все время относительно однороден. В других ситуациях нельзя получить более одного значения, например показание прибора или значение характеристики партии исходных материалов, поэтому приходится управлять процессом на основе индивидуальных значений. При использовании карт индивидуальных значений рациональные подгруппы для обеспечения оценки изменчивости внутри партии не применяют и контрольные границы рассчитывают на основе меры вариации, полученной по скользящим размахам обычно двух наблюдений. Скользящий размах - это абсолютное значение разности измерений в последовательных парах, т.е. разность первого и второго измерений, затем второго и третьего и т.д. На основе скользящих размахов вычисляют средний скользящий размах , который используют для построения контрольных карт. Также по всем данным вычисляют общее среднее  . В таблице 8 приведены формулы расчета контрольных границ для карт индивидуальных значений. . В таблице 8 приведены формулы расчета контрольных границ для карт индивидуальных значений.
Табл. 8. Формулы контрольных границ
для карт индивидуальных значений
| Статистика
| Стандартные значения не заданы
| Стандартные значения заданы
| |
| Центральная линия
| и
| Центральная линия
| и
| | Индивидуальное значение
|
| ± 
| или
| ± 3
| | Скользящий размах
|
| ,
| или
| ,
| Примечания:
1. Заданы стандартные значения и или и .
2. обозначает среднее скользящего размаха из двух наблюдений (  = 2).
3. Значения коэффициентов = 2).
3. Значения коэффициентов  , ,  , ,  , ,  , ,  и косвенно и косвенно  можно получить из таблицы 7 при = 2. можно получить из таблицы 7 при = 2.
|
При использовании карт индивидуальных значений необходимо учитывать следующее:
а) карты индивидуальных значений не столь чувствительны к изменениям процесса, как - и -карты;
б) при интерпретации карт индивидуальных значений следует проявлять осторожность, если распределение процесса не является нормальным;
в) карты индивидуальных значений не оценивают повторяемость процесса от изделия к изделию, и поэтому в некоторых случаях лучше использовать обычные - и -карты с малыми объемами выборочных подгрупп (от 2 до 4), даже если это приведет к увеличению интервала между подгруппами.
Контрольные карты медиан (  ). ).
Карты медиан - альтернатива - и -картам для управления процессом с измеряемыми данными. Они обеспечивают аналогичные выводы и имеют определенные преимущества. Такие карты просты в применении и не требуют больших вычислений. Это может облегчить их внедрение в производство. Поскольку на карты наносят значения медиан наряду с индивидуальными значениями, карта медиан дает разброс результатов процесса и подробную картину вариаций. Контрольные границы для карт медиан вычисляют двумя способами: посредством расчета медиан от медиан подгрупп и медиан размахов или расчета средних от медиан подгрупп и средних размахов. Последний способ проще и удобнее.
Карта медиан. Центральная линия равна  (среднему от медиан подгрупп), (среднему от медиан подгрупп),
 , ,
 . .
Карту медиан строят таким же образом, как и - и -карты. Коэффициент  приведен в таблице 9. приведен в таблице 9.
Табл. 9. Значения коэффициента
|
|
|
|
|
|
|
|
|
|
| |
| 1, 88
| 1, 19
| 0, 80
| 0, 69
| 0, 55
| 0, 51
| 0, 43
| 0, 41
| 0, 36
|
Следует отметить, что карта медиан с границами 3  более медленно реагирует на выход процесса из состояния статистической управляемости, чем -карта. более медленно реагирует на выход процесса из состояния статистической управляемости, чем -карта.
Карта размахов. Центральная линия равна (среднему размахов для всех подгрупп),
 , ,
 . .
Значения постоянных и приведены в таблице 7.
Говоря о методах управления и интерпретации контрольных карт для количественных данных стоит помнить, что система карт Шухарта опирается на следующее условие: если изменчивость процесса от единицы к единице и среднее процесса остаются постоянными на данных уровнях (оцененные, соответственно, по и ), то размахи и средние отдельных подгрупп будут меняться только случайным образом и редко выходить за контрольные границы. Не допускаются очевидные тренды или структуры данных, кроме возникающих случайно с некоторой долей вероятности.
-карта показывает, где находится среднее процесса и какова его стабильность. Та же карта выявляет нежелательные вариации между подгруппами и вариации относительно их среднего. -карта выявляет любую нежелательную вариацию внутри подгрупп и служит индикатором изменчивости исследуемого процесса. Это мера состоятельности и однородности процесса. Если -карта показывает, что вариации внутри подгрупп не изменяются, то это значит, что процесс остается в статистически управляемом состоянии. Такое происходит только в том случае, если все выборки обрабатывались одинаково. Если -карта показывает, что процесс вышел из управляемого состояния или уровень на -карте возрастает, то это может означать, что либо отдельные подгруппы подверглись разной обработке, либо в процессе действует несколько различных систем причинно-следственных связей.
На -карты также могут повлиять условия, при которых процесс вышел из состояния статистической управляемости по - карте. Возможность интерпретировать размахи или средние подгрупп зависит от оценки изменчивости от единицы к единице, поэтому - карту необходимо анализировать первой.
Существует следующая процедура управления:
Ø Собирают и анализируют данные, вычисляют средние и размахи.
Ø Строят -карту. Сопоставляют нанесенные точки размахов с контрольными границами, выделяют точки вне границ, необычные структуры или тренды. Для каждого сигнала о наличии неслучайной причины в значениях размаха проводят анализ операций процесса, чтобы определить причину. Проводят корректирующие действия и действия по предотвращению повторения данной причины.
Ø Исключают все подгруппы, на которые повлияла неслучайная причина, затем пересчитывают и наносят на карту новые средний размах и контрольные границы. Необходимо получить подтверждение того, что все точки размахов при сравнении с новыми границами указывают на статистическую управляемость. Если требуется, повторяют последовательность действий «идентификация - корректировка - пересчет».
Ø Если некоторые подгруппы исключены из -карты из-за выявленных особых причин, их надо исключить и из -карты. Пересмотренные значения и надо использовать для пересчета пробных контрольных границ для средних  .Исключение подгрупп, представляющих причину выхода процесса из состояния статистической управляемости, представляет собой не «исключение плохих данных». Скорее, здесь исключаются точки, на которые повлияли известные неслучайные причины, и мы получаем лучшую оценку основного уровня изменчивости из-за случайных причин. Это дает наиболее подходящую основу для контрольных границ, применение которых позволяет наиболее эффективным образом обнаруживать будущие проявления неслучайных причин вариаций. .Исключение подгрупп, представляющих причину выхода процесса из состояния статистической управляемости, представляет собой не «исключение плохих данных». Скорее, здесь исключаются точки, на которые повлияли известные неслучайные причины, и мы получаем лучшую оценку основного уровня изменчивости из-за случайных причин. Это дает наиболее подходящую основу для контрольных границ, применение которых позволяет наиболее эффективным образом обнаруживать будущие проявления неслучайных причин вариаций.
Ø Когда размахи находятся в статистически управляемом состоянии, разброс процесса (отклонения внутри подгрупп) считается стабильным. В этом случае можно проанализировать средние, чтобы увидеть, меняется ли со временем среднее положение процесса.
Ø Теперь строят -карту и сравнивают точки с контрольными границами. Выделяют точки вне границ, необычные структуры точек или тренды. Также как и для -карты необходимо анализировать любое из состояний статистической неуправляемости и проводить корректирующие и превентивные меры. Надо исключить точки, которые характеризуют это состояние и для которых были найдены неслучайные причины. Повторно вычисляют и наносят на график новое среднее процесса ( ) и контрольные границы. Проверяют, чтобы, по сравнению с новыми границами, все точки демонстрировали статистически управляемое состояние, при необходимости возобновляя последовательные действия: «идентификация - корректировка - пересчет».
Ø Если исходные данные для установления эталонных значений контрольных границ располагаются устойчиво внутри пробных пределов, расширяют границы, чтобы охватить будущие данные. Исполнители (оператор или (и) мастер) должны пользоваться этими границами для последующего управления процессом, реагировать на сигналы о выходе процесса из управляемого состояния на любой из и карт и выполнять надлежащие действия.
Для интерпретации хода процесса по картам Шухарта существует набор из восьми дополнительных критериев, который схематически показан на рисунке 10.
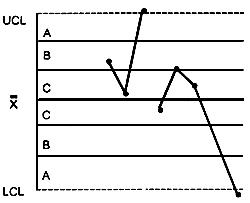
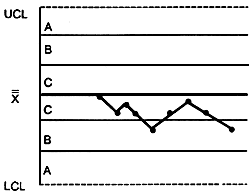
КРИТЕРИЙ 1 - Одна точка вне зоны А
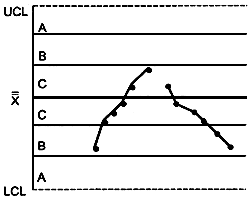
КРИТЕРИЙ 2 - Девять точек подряд в зоне С или по одну сторону от центральной линии
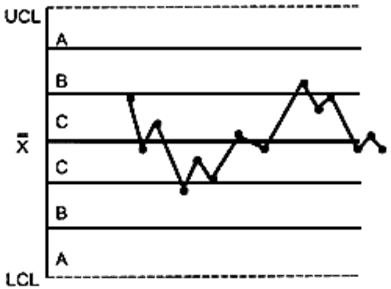
КРИТЕРИЙ 3 - Шесть возрастающих или убывающих точек подряд
КРИТЕРИЙ 4 - Четырнадцать попеременно возрастающих и убывающих точек
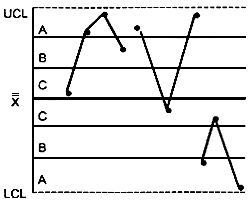
КРИТЕРИЙ 5 - Две из трех последовательных точек в зоне А или вне ее
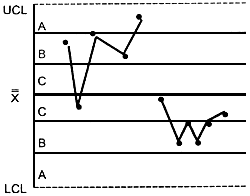
КРИТЕРИЙ 6 - Четыре из пяти последовательных точек в зоне B или вне ее
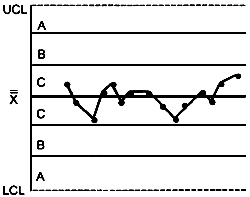
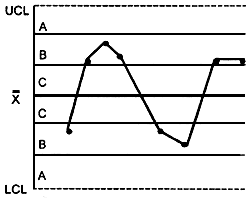
КРИТЕРИЙ 7 - Пятнадцать последовательных точек в зоне C выше и ниже центральной линии
КРИТЕРИЙ 8 - Восемь последовательных точек по обеим сторонам центральной линии и ни одной в зоне C
Рис. 10. Критерии для особых причин
Этот набор критериев можно принять за основу, но пользователи должны обращать внимание на любую необычную структуру точек, которая может указывать на проявление особых (неслучайных) причин. Поэтому эти критерии следует рассматривать только как примеры ситуаций, когда может быть установлено проявление неслучайных причин. Появление любого из случаев, описанных в этих критериях, - указание на присутствие особых причин, которые должны быть проанализированы и скорректированы. Верхняя и нижняя контрольные границы установлены на расстоянии 3 над и под центральной линией. Для применения этих критериев контрольная карта делится на шесть равных зон шириной . Эти зоны обозначаются A, B, C, C, B, A, причем зоны расположены симметрично центральной линии. Данные критерии применимы к  -картам и -картам индивидуальных значений. Предполагается нормальное распределение соответственно и индивидуальных значений. -картам и -картам индивидуальных значений. Предполагается нормальное распределение соответственно и индивидуальных значений.
Назначение системы управления процессом состоит в получении статистического сигнала о наличии особых (неслучайных) причин вариаций. Систематическое устранение особых причин избыточной изменчивости приводит процесс в состояние статистической управляемости. Если процесс находится в статистически управляемом состоянии, качество продукции предсказуемо, и процесс пригоден для удовлетворения требований, установленных в нормативных документах.
Возможности процесса определяются полной изменчивостью (разбросом процесса), обусловленной обычными причинами, то есть минимальной изменчивостью, которая остается после устранения всех неслучайных причин. Возможности процесса представляют показатели самого процесса в статистически управляемом состоянии. Процесс сначала приводят в такое состояние, а затем определяют его возможности. Таким образом, определение возможностей процесса начинается после того, как задачи управления по - и - -картам решены, т.е. особые причины выявлены, проанализированы, скорректированы и их повторение предотвращено. Текущие контрольные карты должны демонстрировать сохранение процесса в статистически управляемом состоянии, по крайней мере, для 25 подгрупп. Далее разброс данных на выходе процесса сравнивается с техническими требованиями для подтверждения того, что эти требования могут быть уверенно выполнены.
В общем случае возможности процесса определяют индексом возможностей процесса  ( (  ): ):
 , ,
где  - верхнее предельно допустимое значение контролируемого параметра; - верхнее предельно допустимое значение контролируемого параметра;
 - нижнее предельно допустимое значение контролируемого параметра; - нижнее предельно допустимое значение контролируемого параметра;
 - оценивают по средней изменчивости внутри подгрупп и выражают как - оценивают по средней изменчивости внутри подгрупп и выражают как  или или  . .
При меньше 1 возможности процесса неприемлемы, а при равном 1, процесс находится на грани требуемых возможностей. На практике в качестве минимально приемлемого значения берется = 1, 33, поскольку всегда есть некоторые вариации в выборках, и нет процессов, которые всегда находятся в статистически управляемом состоянии.
Следует отметить, что измеряет только отношение разброса процесса и допуска, а положение или центрирование процесса не учитывается. При высоких значениях все-таки возможен выход доли значений за установленные пределы. Поэтому важно также оценивать расстояние между средним процесса и ближайшим предельно допустимым значением. Дальнейшее обсуждение этого вопроса выходит за рамки данного стандарта.
В качестве руководства к действию можно использовать процедуру, схематически представленную на рисунке 11.
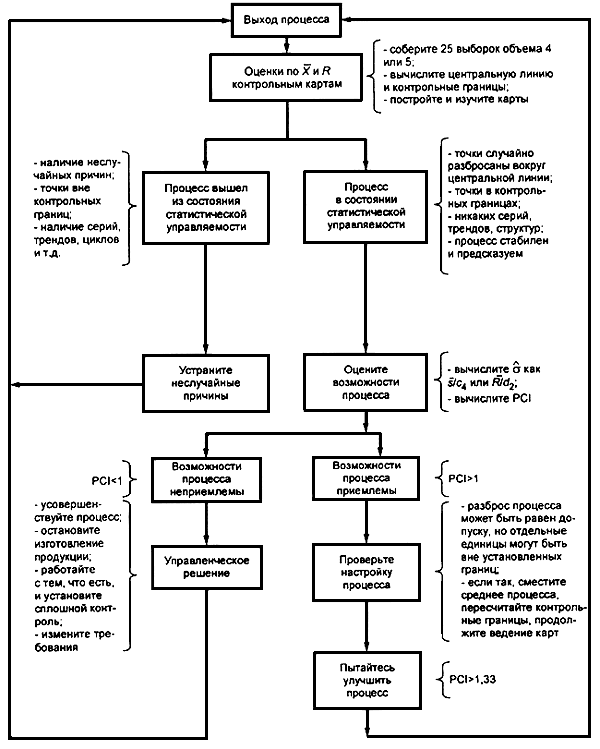
Рис. 11. Стратегия совершенствования процесса
Популярное:
|
