
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Контрольные карты для альтернативных данных ⇐ ПредыдущаяСтр 6 из 6
Альтернативные данные представляют собой наблюдения, фиксирующие наличие или отсутствие некоторых характеристик (или признаков) у каждой единицы рассматриваемой подгруппы. На основе этих данных производится подсчет числа единиц, обладающих или не обладающих данным признаком, или число таких событий в единице продукции, группе или области. Альтернативные данные в общем случае могут быть получены быстро и дешево, для сбора их не требуется специального обучения. В таблице 10 приведены формулы контрольных границ для контрольных карт, использующих альтернативные данные.
Табл. 10. Формулы контрольных границ карт Шухарта для альтернативных данных
В случае контрольных карт для количественных данных принято ведение пары контрольных карт: для управления средним и управления рассеянием, так как исходное распределение предполагается нормальным и зависит от этих двух параметров. При использовании контрольных карт для альтернативных данных достаточно одной карты, так как предполагаемое распределение имеет только один независимый параметр - средний уровень. Расчеты для этих карт одинаковы, за исключением случаев непостоянства объема подгрупп. Когда объем подгрупп постоянен, для каждой подгруппы могут быть выбраны одни и те же контрольные границы. Если число контролируемых единиц в каждой подгруппе различно, должны быть рассчитаны контрольные границы отдельно для каждого объема подгруппы. Таким образом, Когда объем подгруппы изменяется от выборки к выборке, для каждой подгруппы рассчитывают свои контрольные границы, при этом чем меньше объем подгруппы, тем шире полоса между этими границами, и наоборот. Если объем подгрупп меняется несущественно, то можно ограничиться одним набором контрольных границ, основанным на среднем объеме подгруппы. Для практических целей достаточно, если объемы подгрупп находятся в пределах ±25% целевого объема подгруппы. Альтернативная процедура для ситуаций, в которых объем подгруппы меняется существенно, - использование нормированных переменных. Например, вместо значений
в зависимости от того, установлено или нет стандартное значение для центральная линия равна 0,
Обычно Примеры построения контрольных карт для количественных и альтернативных данных В начале построения контрольных карт выделим основные предварительные замечания перед их введением: 1. Выбор показателей качества. Необходимо выбрать показатели качества для программы контроля. Основными являются показатели, влияющие на эксплуатационные характеристики продукции или услуги. Они также могут относиться к аспектам предлагаемой услуги, признакам используемых материалов, деталям или узлам изделия, равно как и к готовому продукту, доставляемому покупателю. Статистические методы управления должны быть введены в первую очередь там, где контрольные карты будут помогать в сборе информации о процессе во времени, что позволит корректировать процесс и производить лучшую продукцию или услугу. Показатели качества продукции или услуги должны быть выбраны таким образом, чтобы оказывать решающее влияние на их качество и обеспечить стабильность процессов. 2. Анализ процесса производства. Детальный анализ процесса производства проводят для того, чтобы определить: а) вид и локализацию причин, которые могут возникнуть нерегулярно; б) влияние вводимых норм; в) методы и место контроля; г) все другие существенные факторы, которые могут влиять на процесс производства. Анализ следует также проводить для определения стабильности производственных процессов, точности производственного и контрольного оборудования, качества производимой продукции или услуги и характера связи между типами и причинами несоответствий. Условия выполнения производственных операций и обеспечения качества должны быть отрегулированы одновременно с корректировкой производственного процесса и оборудования, а также с разработкой планов статистического управления процессами. Это поможет определить оптимальные места для размещения контроля, быстро выявить любую нерегулярность в ходе производственного процесса и обеспечить надлежащие корректирующие действия. 3. Выбор рациональных подгрупп. В основе контрольных карт лежит идея Шухарта о разделении наблюдений на так называемые «рациональные» подгруппы, внутри которых могут возникнуть вариации, обусловленные только случайными причинами, в то время как различия между ними могут быть обусловлены особыми причинами, которые контрольные карты и должны обнаружить. Для этого необходимы определенные технические знания и знакомство с условиями производства и получения данных. При отнесении каждой подгруппы к определенному интервалу времени или источнику неслучайные причины, нарушающие ход процесса, можно более точно проводить и скорректировать, если это необходимо. Записи данных контроля и испытаний, представленные в том порядке, в котором проводились наблюдения, дают основание для выбора подгрупп во времени. Это всегда полезно в производстве, где важно постоянно поддерживать во времени систему причинно-следственных связей. Следует помнить, что анализ сильно упрощается, если при планировании сбора данных обращать внимание на то, чтобы данные от каждой подгруппы можно было рассматривать именно как отдельную рациональную подгруппу. Необходимо, насколько это возможно, объем подгрупп 4. Частота и объем подгрупп. Нет общих правил для выбора частоты отбора подгрупп и их объемов. Частота может зависеть от стоимости процедур взятия и анализа выборки, а объем подгрупп - от ряда практических соображений. Например, большие подгруппы, берущиеся с меньшей частотой, могут обнаружить малый сдвиг среднего процесса более точно, но малые подгруппы, берущиеся чаще, обнаруживают большие сдвиги быстрее. Часто объем подгруппы берется из 4 или 5 единиц, а частота отбора обычно выше в начале работы, чем при достижении состояния статистической управляемости. Обычно 20-25 подгрупп объема 4 или 5 рассматриваются как приемлемые для получения предварительных оценок. Частота выборок, стабильность и возможности процесса должны рассматриваться совместно, так как для оценки 5. Предварительный сбор данных. После решения о выборе характеристики (показателя) качества, которую следует контролировать, частоты и объема подгрупп должны быть собраны и проанализированы некоторые первоначальные данные контроля или измерений, чтобы определить предварительные параметры контрольных карт: центральную линию и контрольные границы. Предварительные данные могут быть собраны последовательно, пока не будет получено 20-25 подгрупп при непрерывном ходе производственного процесса. При их сборе важно позаботиться, чтобы процесс не подвергался особым внешним влияниям, таким как изменения в подаче материалов, операциях, режимах станков и т.п. Другими словами, процесс должен быть достаточно стабилен в период сбора предварительных данных. Последовательность построения КОНТРОЛЬНАЯ КАРТА
Рис. 12. Общая форма контрольной карты
Если предварительные данные невозможно разбить на подгруппы в соответствии с намеченным планом, то необходимо разбить весь набор значений, полученных в результате наблюдений, на последовательные подгруппы. Подгруппы должны иметь одинаковую структуру и объем. Единицы каждой подгруппы должны объединяться на основе предположительно одного важного общего фактора, например, все они произведены в коротком интервале времени или все единицы из одного или нескольких одних и тех же источников или мест. Разные подгруппы должны представлять возможные или подозреваемые различия в процессе, из которого они сформированы, например разные интервалы времени или источники. Далее для каждой подгруппы вычисляют среднее (
Примеры контрольных карт для количественных данных Менеджер по качеству импортера чая на основании подобных процессов предъявляет требования к процессу упаковки такие, чтобы средний вес упаковки был 100, 6 г и предполагаемое стандартное отклонение процесса равно 1, 4 г - получено на основе аналогичных упаковочных процессов. Поскольку стандартные значения даны (
центральная линия:
центральная линия:
(т.к. Для контроля следует взять 25 выборок объема 5. Значения их средних и размахов приведены в таблице 10. На рисунке 13 они нанесены вместе с контрольными границами.
Табл.10. Процесс упаковки чая
Рис. 13.Карты средних и размахов по данным таблицы 10 Карты, изображенные на рисунке 13, показывают, что процесс не находится в статистически управляемом состоянии на требуемом уровне, так как есть последовательность из 20 точек, лежащих ниже центральной линии на В таблице 11 приведены результаты измерений внешнего радиуса втулки. Каждые полчаса делалось четыре измерения, всего взято 20 выборок. Средние и размахи подгрупп также приведены в таблице 11. Установлены предельно допустимые значения внешнего радиуса: 0, 219 и 0, 125 дм. Цель - определение показателей процесса и управление им по настройке и разбросу так, чтобы он соответствовал установленным требованиям.
Табл. 11. Производственные данные для внешнего радиуса втулки
где Первый шаг: построение
центральная линия:
Значения множителей
Центральная линия:
Значение множителя
Рис. 14. Карты средних и размахов по данным таблицы 11 В этой точке процесса следует произвести соответствующее корректирующее действие, чтобы устранить особые причины и предотвратить их повторение. Работа с картами продолжается после установления пересмотренных контрольных границ без исключенных точек, которые вышли за старые границы, т.е. значений для выборок № 18, 19 и 20. Значения пересмотренное значение пересмотренное значение пересмотренная центральная линия:
пересмотренная центральная линия:
Рис. 15. Пересмотренные Для стабильного процесса с пересмотренными контрольными границами можно оценить возможности. Вычисляем индекс возможностей:
где значение постоянной
Таким образом,
Поскольку Контрольные карты для индивидуальных значений Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1084; Нарушение авторского права страницы
 -е контрольные границы
-е контрольные границы
















 -карты могут быть применены при постоянном объеме подгруппы, а
-карты могут быть применены при постоянном объеме подгруппы, а  -карты - в любой ситуации.
-карты - в любой ситуации. или
или 
 ,
,  .
. - и
- и  -карт. Если все выборочные точки ложатся внутри пробных контрольных границ без выбросов, указывающих на наличие особых причин, то о процессе можно сделать заключение, что он управляем. В этом случае средняя доля несоответствующих
-карт. Если все выборочные точки ложатся внутри пробных контрольных границ без выбросов, указывающих на наличие особых причин, то о процессе можно сделать заключение, что он управляем. В этом случае средняя доля несоответствующих  поддерживать постоянным, чтобы избежать ошибок в пересчетах и интерпретации. Однако принципы, на которых основаны карты Шухарта, применимы и в случаях переменного
поддерживать постоянным, чтобы избежать ошибок в пересчетах и интерпретации. Однако принципы, на которых основаны карты Шухарта, применимы и в случаях переменного  , и количество источников вариаций увеличивается с ростом временного интервала между выборочными единицами внутри подгруппы. Поэтому увеличение времени между выборочными единицами в подгруппе увеличивает
, и количество источников вариаций увеличивается с ростом временного интервала между выборочными единицами внутри подгруппы. Поэтому увеличение времени между выборочными единицами в подгруппе увеличивает  ) и средний размах (
) и средний размах (  , а на
, а на  и
и  , где
, где  ,
,  и
и  зависят от числа
зависят от числа  на
на  = 100, 6;
= 100, 6;  = 1, 4), контрольную карту средних и карту размахов можно построить с использованием формул, приведенных в таблице 6 и коэффициентов
= 1, 4), контрольную карту средних и карту размахов можно построить с использованием формул, приведенных в таблице 6 и коэффициентов  ,
,  ,
,  и
и  , приведенных в таблице 7 для
, приведенных в таблице 7 для  = 100, 6 + (1, 342 * 1, 4) = 102, 5 г
= 100, 6 + (1, 342 * 1, 4) = 102, 5 г = 100, 6 - (1, 342 * 1, 4) = 98, 7 г
= 100, 6 - (1, 342 * 1, 4) = 98, 7 г = 2, 326 * 1, 4 = 3, 3 г
= 2, 326 * 1, 4 = 3, 3 г = 4, 918 * 1, 4 = 6, 9 г
= 4, 918 * 1, 4 = 6, 9 г = 0 * 1, 4 = 0
= 0 * 1, 4 = 0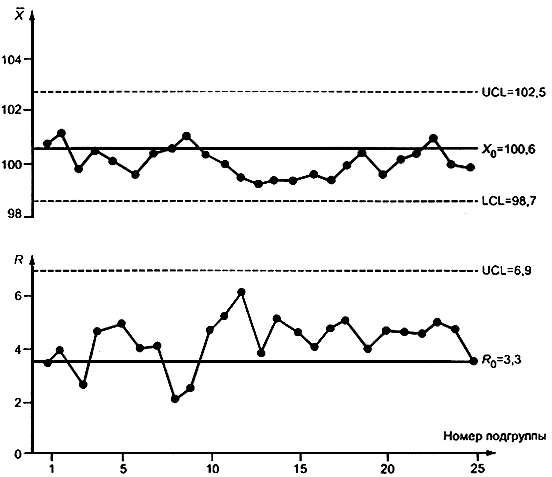
 = 0, 1924,
= 0, 1924,  = 0, 0287,
= 0, 0287,  - число подгрупп,
- число подгрупп,  = 2, 282 * 0, 0287 = 0, 0655;
= 2, 282 * 0, 0287 = 0, 0655;  = 0 * 0, 0287 = 0 (т.к.
= 0 * 0, 0287 = 0 (т.к.  = 0, 1924 + (0, 729 * 0, 0287) = 0, 2133;
= 0, 1924 + (0, 729 * 0, 0287) = 0, 2133;  = 0, 1924 - (0, 729 * 0, 0287) = 0, 1715.
= 0, 1924 - (0, 729 * 0, 0287) = 0, 1715.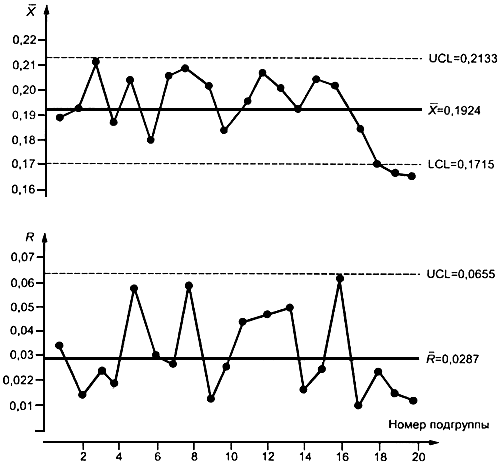
 = 0, 1968,
= 0, 1968,  = 0, 0310,
= 0, 0310,  = 0, 1968 + (0, 729 * 0, 0310) = 0, 2194;
= 0, 1968 + (0, 729 * 0, 0310) = 0, 2194;  = 0, 1966 - (0, 729 * 0, 0310) = 0, 1742.
= 0, 1966 - (0, 729 * 0, 0310) = 0, 1742. = 2, 282 * 0, 0310 = 0, 0707;
= 2, 282 * 0, 0310 = 0, 0707; 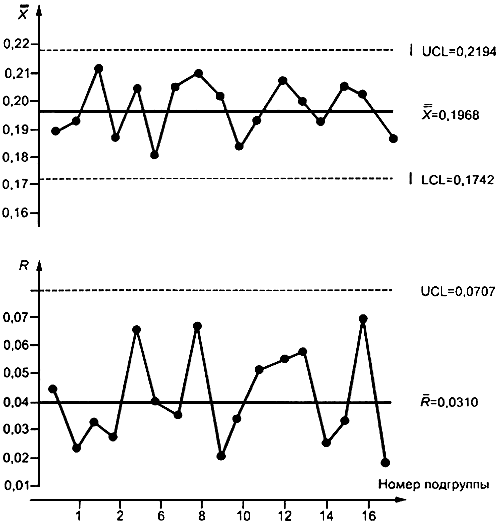
 ,
,  оценивается как
оценивается как  = 0, 0310/2, 059 = 0, 0151;
= 0, 0310/2, 059 = 0, 0151; 
 больше 1, возможности процесса можно считать приемлемыми. Однако при тщательном изучении можно увидеть, что процесс не настроен правильно относительно допуска и поэтому около 11, 8% единиц будут выходить за установленное верхнее предельно допустимое значение
больше 1, возможности процесса можно считать приемлемыми. Однако при тщательном изучении можно увидеть, что процесс не настроен правильно относительно допуска и поэтому около 11, 8% единиц будут выходить за установленное верхнее предельно допустимое значение  . Поэтому, прежде чем установить постоянные параметры контрольных карт, надо попытаться правильно настроить процесс, поддерживая его при этом в статистически управляемом состоянии.
. Поэтому, прежде чем установить постоянные параметры контрольных карт, надо попытаться правильно настроить процесс, поддерживая его при этом в статистически управляемом состоянии. и скользящих размахов
и скользящих размахов