|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Разработка технологических процессов и проектирование изделийСтр 1 из 5Следующая ⇒
Титульный лист
СОДЕРЖАНИЕ 1.Разработка технологических процессов и проектирование изделий. 2 1.1 Технико-экономическое обоснование технологического процесса. 2 1.2 Оформление конструкторской, технологической и технической документации. 3 1.3 Разработка и оформление графических и проектных работ с использованием информационно компьютерных технологий. 6 2 Контроль качества сварных работ.. 6 1.1 Способы выявления дефектов сварных соедениний. 7 1.2 Причины появления дефектов. 14 Выбор аппаратуры для контроля качества. 25 Методы ультразвуковой дефектоскопии. 26 Сущность процесса ультразвуковой дефектоскопии. 28 Технология проведения ультразвукового контроля. 30 Характеристики EPOCH XT.. 33 1.3Методы предупреждение, выявление и устранение дефектов сварных соединений. 33 Преддипломная практика. 37 1 Контроль качества сварочных работ.. 37 1.1 Оформление документации по контролю качества сварки. 37 2 Организация и планирование сварочного производства. 38 2.1 Осуществление текущего и перспективного планирование работ.. 38 2.2 Выполнение технологических расчетов на основе нормативов технологических режимов, трудовых и материальных затрат.. 43 2.3 Применение методов и приемов организации труда, эксплуатации оборудование, оснастки, средств механизации. 46 2.4 Организация ремонта сварочного оборудование по системе Предупредительно-планового ремонта 47 2.5 Обеспечение профилактики и безопасности условий труда на участке сварочных работ 52
Разработка технологических процессов и проектирование изделий Технико-экономическое обоснование технологического процесса В технологическом процессе изготовление конструкции на ВСЗ, металл проходит несколько стадий обработки перед его использование в конструкции: 1. Линия очистки металла (очистка от ржавчины, краски, грязи и других факторов влияющих на последующие качество конструкции). 2. Раскройка листа металла. 3. Вырезка деталей необходимой формы на плазматроне. 4. Гибка деталей необходимой формы 5. Маркировка деталей и отправка для сборки узлов и секций. После получения деталей, перед сборкой металл еще раз проверяют на отсутствие краски, ржавчины и других факторов влияющих на последующие качество конструкции и если таковы обнаруживают то их устраняют. После этого металл располагают в цеху для сборки. Сначала деталь собирают на прихватки и сваривают ее. После этого деталь проверяют визуально-измерительным контролем на дефекты сварного шва и околошовной зоны. Если дефекты обнаруживают, то их устраняют. После этого стыковые швы проверяют неразрушающим методом контроля (ультразвуком) и дают заключение. Если в сварном шве есть, дефект то его устраняют. После этого готовая деталь отправляется в цех сборки конструкции ( 9 цех). Оформление конструкторской, технологической и технической документации На оснований чертежа 21900М.362152.212016СБ и спецификации 21900М.362152.212016СП я произведу расчет по допускаемым напряжением. При данной методике материал рассматривается, как некое упругое тело, деформации которого прямо пропорциональны напряжениям. В конструкции используется стали марки PCB и PCD ГОСТ-5521-93 Механические свойства Контроль качества сварных работ На Выборгском судостроительном заводе контроль качества играет важную роль т.к их продукция, связана с жизнью и безопасностью. На ВСЗ применяют следующие виды неразрушающего контроля: визуально измерительный контроль, ультразвуковой контроль, радиационный метод, методом течеисканием. Главная задача контроля качества это выявление дефектов св. соединений способных вызвать преждевременное разрушение, объяснить причины их появления, и предложить способы предупреждение и их устранение. Причины появления дефектов В процессе образования сварного соединения в металле шва и околошовной зоны могут возникнуть дефекты, которые в зависимости от причин, их вызывающих, делятся на две группы: первая — дефекты, связанные с особенностями технологических и тепловых процессов, протекающих непосредственно при нагреве, кристаллизации и остывании сварного соединения. Вторая— дефекты формирования шва, их происхождение связано с нарушением режима сварки, неправильной подготовкой под сварку, неисправностью сварочной аппаратуры и другими причинами общего характера. По способам обнаружения дефекты делятся на внешние и внутренние- К внешним относятся дефекты, расположенные на поверхности сварного соединения и обнаруживаемые невооруженным глазом или с помощью лупы. Внутренними называются дефекты, не выходящие на поверхность сварного соединения и наблюдаемые с помощью специальной аппаратуры. Дефекты технологических и тепловых процессов сварки. К дефектам указанной группы относятся кристаллизационные трещины, поры, холодные трещины, неметаллические включения, несплавление. Кристаллизационными (горячими) трещинами называются микро- или макроскопические, имеющие характер надреза, несплошности, зарождающиеся в интервале температур кристаллизации металла. Трещины могут развиваться при остывании металла в твердом состоянии. По отношению к оси шва трещины делятся на продольные и поперечные. Продольные трещины могут располагаться по оси шва в месте стыка столбчатых кристаллитов или между соседними кристаллитами. Поперечные трещины располагаются между соседними кристаллитами. Кристаллизационные трещины являются одним из основных видов брака при сварке. Наличие трещин в сварном соединении не допускается, так как они могут послужить причиной разрушения изделия.
В отличие от кристаллизационных (горячих) холодные трещины образуются в сварных соединениях при невысоких температурах (ниже 200 °С)- Особенностью холодных трещин является замедленный характер их развития. Холодные трещины в основном зарождаются по истечении некоторого времени после сварки и затем медленно, на протяжении нескольких часов и даже суток, распространяются по глубине и длине. Холодные трещины — это типичный дефект сварных соединений из средне- и высоколегированных сталей. Холодные трещины в металле шва появляются, главным образом, в том случае, когда по содержанию углерода и легирующих элементов металл шва близок к составу основного металла. Эти трещины имеют такой же вид, как и кристаллизационные. Холодные трещины залегают в металле шва и в околошовной зоне. Несплошности (пустоты) между кристаллитами по оси шва или по его сечению называются порами. Поры могут выходить или не выходить на поверхность сварного шва, они располагаются цепочкой или группами. Поры являются недопустимым дефектом для сварных швов изделий, работающих под давлением или вакуумом, предназначенных для хранения и транспортирования жидких и газообразных продуктов. По сравнению с трещинами поры менее опасны, однако их наличие нежелательно. Поры являются причинами усталостных разрушений в угловых, стыковых и в поперечных швах (по отношению к действующей нагрузке) с высокими растягивающими остаточными напряжениями. Поэтому в сварных швах трубопроводов высокого давления не допускаются одиночная пора, сплошная цепочка или сетка пор (независимо от длины и площади) размером более 5% толщины стенки трубы при ее толщине до 20 мм и свыше 1 мм при большей толщине и наличии двух и более пор на 100 мм сварного шва- В нахлесточных соединениях поры практически не влияют на их выносливость. Отрицательное влияние на прочность сварки соединений оказывают также шлаковые включения. Неметаллическими включениями называют посторонние частицы, оставшиеся в металле шва (частный случай — шлаковые включения). Неметаллические включения образуются в результате реакций, протекающих в жидком металле, и попадания частичек покрытия электродов и других материалов, соприкасающихся с жидким металлом. Неметаллические включения нежелательны, так как приводят к снижению ударной вязкости металла шва, прочностных характеристик и деформационной способности. При дуговой сварке образуется зона несплавления в том случае, если к моменту заполнения углубления, появившегося в основном металле под сварочной дугой, жидкая пленка, покрывающая поверхность, успела закристаллизоваться, а запас теплоты, накопленный в сварочной ванне, недостаточен для повторного расплавления основного металла. Для предупреждения образования зоны несплавления на практике с увеличением скорости сварки необходимо соответственно повышать коэффициент формы шва. Дефекты формирования шва. Из-за неправильного выбора режима сварки, отклонений параметров режима от заданных, неправильной подготовки изделия под сварку, неисправности аппаратуры в сварном соединении могут возникнуть дефекты — непровары, подрезы, наплывы и прожоги.
Непровар представляет собой отсутствие расплавления основного металла и соединения свариваемых элементов по их толщине. Такой вид непровара называется непроваром в корне шва или по сечению. Бывает непровар по кромкам разделки или между слоями шва, когда нет соединения между металлами основным и шва и между отдельными слоями при многослойной сварке. Непровар в корне шва образуется из-за уменьшения сварочного тока, увеличения напряжения на дуге или скорости сварки, уменьшения скорости сварки (расплавленный металл сварочной ванны затекает вперед ня холодный основной металл и не сплавляется с ним), неточного направления электрода по оси разделки, неправильного возобновления процесса сварки после смены электрода
Подрезом называется местное уменьшение толщины основного металла у границы шва. Наиболее часто подрезы образуются в угловых соединениях и при сварке многослойных швов. Реже — при сварке однослойных стыковых швов. В большинстве случаев подрез появляется при значительно повышенном напряжении на дуге или из-за плохо выполненной сварки. Образование подрезов при сварке стыковых швов без разделки связано с плохим растеканием части металла шва, усиливающим шов. Подрез вызывает уменьшение сечения основного металла и приводит к резкой концентрации напряжений, когда он расположен перпендикулярно к направлению главных напряжений, действующих на сварное соединение. Если глубина подреза превышает 1 — 2 мм (в зависимости от толщины основного металла), то дефектный участок заваривают. При меньшей глубине подрез следует зачистить механическим способом.
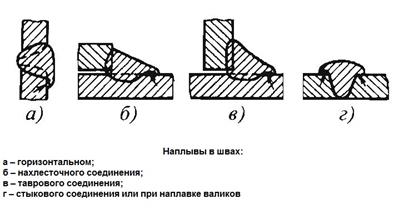
Степень влияния подрезов на усталостную прочность зависит от глубины подреза, величины остаточной напряженности и вида сварного соединения. Суммарное влияние подреза и увеличения растягивающих остаточных напряжений может привести к снижению предела выносливости вдвое. Натекание расплавленного металла на поверхность основного металла без сплавления с ним называется наплывом. Наплывы в основном наблюдаются при сварке стыковых и тавровых соединений. Для предотвращения появления наплывов необходимо увеличить напряжение на дуге (увеличение ширины шва) или уменьшить количество наплавляемого металла.
В конце процесса сварки при обрыве дуги образуется углубление, называемое кратером. Кратер ослабляет шов и является источником появления трещин. Если сварка ведется без выводных планок, то кратер следут тщательно заваривать и обрывать дугу уже на заваренном участке шва. Не следует выводить кратер на основной металл, так как это приводит к образованию подрезов. Влияние дефектов на прочность сварных соединений. Влияние дефектов на механические свойства сварных соединений определяется величиной и формой дефектов, частотой их повторения, материалом конструкции, условиями эксплуатации и характером нагрузки. Поэтому наличие дефектов в сварных соединениях еще не означает потерю их работоспособности. Но дефекты могут существенно снижать работоспособность конструкций и при определенных условиях привести к их разрушению. Следовательно, для определения надежности сварных конструкций и установления требований, предъявляемых к качеству сварных соединений, необходимо располагать сведениями о влиянии наиболее вероятных дефектов на прочность соединений. Наибольшую опасность для конструкций представляют внутренние дефекты, так как их надо обнаружить, не разрушая сварного соединения. В конструкциях, работающих при статических и динамических нагрузках, одни и те же дефекты неодинаково влияют на сварные соединения. При статической нагрузке основное влияние на прочность конструкций, работающих при температурах до —60 °С, оказывает относительная величина дефекта при условии, что материал сварного соединения имеет большой запас пластичности. При более низких температурах прочность характеризуется интенсивностью напряжений в зоне дефекта. При динамических нагрузках прочность сварных соединений определяется их сопротивлением усталостным напряжениям. Подрезы’, поры, шлаковые включения и непровары снижают долговечность конструкций, являясь причинами образования концентрации напряжений. Трещины любой величины, как правило, не допускаются в сварных соединениях, так как способствуют концентрации внутренних напряжений, легко распространяясь при этом в глубь металла. Эксплуатация сварных конструкций показывает, что сварочные напряжения и деформации в основном не снижают несущей способности конструкций. Но в некоторых случаях изменение размеров и формы сварной конструкции снижает ее работоспособность, портит внешний вид и даже может привести к разрушению. Существует общая закономерность снижения прочности сварных конструкций под действием ударной нагрузки при наличии подрезов, пор, шлаковых включений и непроваров. Виды, количество и размеры допускаемых внутренних дефектов зависят от назначения конструкции. Работоспособность сварных соединений и сварных конструкций в целом во многом определяется качеством сварных швов. Вопросы надежности работы сварных конструкций в настоящее время приобретают все большее значение из-за их эксплуатации при высоких -и низких температурах, в агрессивных средах, при больших рабочих напряжениях. При обработке материалов, в том числе и при сварке, практически всегда образуются различные дефекты. Вид дефектов и механизм их появления зависят от особенностей технологического процесса. При сварке плавлением образование дефектов определяется характером взаимодействия жидкого и твердого металлов, а также металлов с газами и шлаком. Жидкий металл растворяет определенное количество газов из воздуха и газообразных продуктов разложения электродного покрытия. Основными газами, влияющими на свойства металла и чаще всего присутствующими в металле, являются кислород, водород и азот. Водород физически растворяется в расплавленном металле, а кислород и азот с большим количеством металлов вступают в химическое взаимодействие. В процессе охлаждения вследствие снижения растворимости газов в металле происходит их выделение. В сварных соединениях встречается несколько групп дефектов. В зависимости от места нахождения и вида дефекты делятся на наружные и внутренние. К наружным дефектам относятся дефекты формы шва (неравномерные ширина и высота шва, бугры, седловины, разная высота катетов) и подрезы, прожоги, поджоги, наплывы, незаверенный кратер и вышедшие на поверхность газовые поры, трещины. К внутренним дефектам относятся трещины, непровары, поры, шлаковые включения, слипания. Процесс формирования шва и образования дефектов формы шва прежде всего связан с режимом сварки и пространственным положением сварного соединения. Основными элементами режима, влияющими на процесс формирования шва, являются величина, род и полярность тока, напряжение дуги и скорость сварки. Влияние подрезов на усталостную прочность зависит от глубины подреза, величины остаточных напряжений и вида сварного соединения. Так, у трубопроводов для горючих, токсичных и сжиженных газов не допускаются подрезы в местах перехода сварного шва к основному металлу глубиной более 0, 1 толщины стенки грубы, но не более 1 мм. На одном стыке допускается подрез общей протяженностью не более 30 % длины шва. Сварные стыки трубопроводов, работающих при условном давлении от 10 до 100 МПа и температуре от —50 до 510 °С, бракуют при наличии подрезов в местах перехода от шва к основному металлу длиной более 20 % протяженности шва при наружном диаметре до 159 мм и длиной более 100 мм при наружном диаметре свыше 159 мм. Кроме того, сварные стыки трубопроводов бракуют при подрезах глубиной более 5 % при толщине стенки до 10 мм и глубиной более 1 мм при толщине стенки более 10 мм. Суммарное влияние подреза и увеличения растягивающих остаточных напряжений может привести к снижению предела выносливости вдвое. При повышении погонной энергии сварочной дуги увеличивается объем расплавленного металла. Если увеличение погонной энергии произошло за счет повышения силы сварочного тока, заметно возрастет и давление дуги. Поэтому при повышении погонной энергии возможно, что силы давления дуги и гидростатического давления станут больше сил поверхностного натяжения, что приведет к вытеканию металла и образованию прожогов. Причинами прожогов являются также неравномерная скорость сварки, увеличенный зазор. Прожоги появляются при сварке металла небольшой толщины, первого слоя в многослойных швах и при сварке вертикальных швов снизу вверх. Особенно часто прожоги возникают при сварке металла небольшой толщины, когда ширина сварочной ванны достигает значительных размеров и иногда превышает толщину металла. При сварке на весу можно избежать прожогов за счет уменьшения давления дуги и объема сварочной ванны, используя для этого импульсно-дуговую сварку. Существуют дефекты, называемые поджогами металла. Они возникают в процессе возбуждения дуги рядом с разделкой кромок. Этот дефект обязательно надо удалять, так как он является источником концентрации напряжений. В конце сварки при внезапном обрыве дуги образуется углубление, называемое кратером. Размеры кратера зависят от силы сварочного тока. Если сварку ведут без выводных планок, кратер следует тщательно заваривать и обрывать дугу на уже заваренном участке шва. Незаделанные кратеры оказывают неблагоприятное влияние на прочность сварного соединения, так как являются концентраторами напряжений. Не следует выводить кратер на основной металл, так как это приводит к оввавабразованию подрезов. При наличии в металле шва кратера в случае приложения вибрационной нагрузки снижение прочности сварных соединений из малоуглеродистой стали достигает 25%, а из низколегированной — 50%. Чрезмерная сила тока при длинной дуге и большой скорости сварки, увеличенный наклон сварного шва, неправильное манипулирование электродом, неудобное пространственное положение шва, выполнение вертикальных швов снизу вверх и недостаточный опыт сварщика могут привести к наплывам расплавленного металла на нерасплавленный основной металл. Наплывы могут быть местными или иметь значительную длину. Неравномерная ширина швов, неравномерность усиления по длине шва, местные бугры и седловины образуются из-за недостаточной квалификации сварщика, неправильных движений электрода, зависящих от зрительно-двигательной координации сварщика, а также в результате отклонений от заданных размеров зазора кромок при сборке. Рассмотренные дефекты формы шва снижают прочность сварных соединений и косвенно указывают на возможность возникновения внутренних дефектов. При некоторых условиях может произойти перенасыщение расплавленного металла газами, т. е. металл сварочной ванны будет находиться в нестабильном состоянии. Переход в стабильное состояние произойдет только в том случае, если находящийся в металле газ выделится из него в атмосферу или образует в нем газообразные пузыри. В сварочной ванне всегда имеются поверхности раздела между различными фазами — расплавленного металла со шлаком, неметаллическими включениями и твердым металлом. Однако известно, что наличие межфазных границ способствует образованию новой фазы. Пузырьки газа, появившиеся в сварочной ванне, вследствие разности плотностей металла и газа будут стремиться выйти на поверхность. Процесс удаления газового пузырька из сварочной ванны можно разделить на два этапа — перемещение пузырька к границе металл—газ или металл—шлак и переход газового пузырька через межфазную границу. На поднимающийся пузырек помимо сил поверхностного натяжения, которые стремятся придать ему сферическую форму, действуют также силы трения и давление жидкости, стремящиеся деформировать пузырек. В итоге форма пузырька будет определяться соотношением действующих на него сил, величина которых, очевидно, зависит от размера всплывающего пузырька. Газовые пузырьки могут быть удалены из металла, пока он находится в расплавленном состоянии. Однако если они образуются в период кристаллизации металла сварочной ванны, то такие пузырьки останутся в металле в виде пор. Опасность возникновения пор увеличивается и вследствие скачкообразного уменьшения растворимости водорода и азота в металле при его затвердевании. Характеристики EPOCH XT
• Разрешение измерений амплитуды 0, 25% полной высоты дисплея • Измерения амплитуды от 0% до 110% полной высоты дисплея. • Режимы измерений по стробу: Пик, Кромка (Фронт) и НОВЫЙ режим по Первому Пику, для измерения толщин • Частота измерений в диапазоне от 10 Гц до 1000 Гц с шагом в 10 Гц • Удобный дизайн подставки, которая может быть сложена или снята Вес: 2, 1 кг с Литий-Ионной батареей Размеры: 277 мм x 150 мм x 51 мм (по стороне), 71 мм (по дисплею) Преддипломная практика Оформление документации по контролю качества сварки На Выборгском судостроительном заводе есть лаборатория неразрушающего контроля. В данной лаборатории использую два основных метода неразрушающего контроля: ультразвуковой и радиографический. Для проведения контроля сначала пишешься заявка.
После проведения контроля дефектоскопист дает ответ. Вместе с ответом дается и чертеж на котором указано место дефекта.
После заключения при необходимости дефекты устраняются. 2 Организация и планирование сварочного производства
2.1 Осуществление текущего и перспективного планирование работ Текущее планирование охватывает годовой период и включает совокупность всех планов по различным видам деятельности предприятия. Основой составления планов по конкретным направлениям деятельности предприятия являются задачи, которые определяются в натуральных или денежных количественных показателях. Прежде всего, при планировании ориентируются на узкие места, где ограничена маневренность действий (производство, сбыт, финансы, рабочая сила). После завершения разработки планов по отдельным направлениям проводится анализ, и выявляются несоответствия. Так как планы взаимозависимы, возникает необходимость соответствующей корректировки. Показатели рынка служат исходными данными для планирования деятельности предприятия. Узловым в системе планов является планирование сбыта, прибыли и финансов. Разработка текущего плана должна начинаться с подразделений. Задачи, стоящие перед ними (определяемые потребностями реализации стратегических целей), требуют разработок плана действий и наличия ресурсов, достаточных для их решения. В итоге планы по подразделениям разрабатываются в виде бюджетов или смет. После разработки бюджетов подразделений проводится их анализ и выявление несоответствий. В случае, когда общая потребность в ресурсах превосходит возможности предприятия, а бюджеты составлены корректно, приходится пересматривать текущие задачи; если же некорректно составлены бюджеты, высшее руководство должно пересмотреть бюджеты. В текущем годовом плане предприятия конкретизируются прогнозы, долгосрочные, перспективные мероприятия и показатели. Исходными данными для разработки этого плана служат: · данные маркетинговых и стратегических исследований, а также разрабатываемые цели развития; · выявленный и формируемый спрос на продукцию или услуги; · уточненные технико-экономические нормы и нормативы использования производственных мощностей, затрат трудовых и материальных ресурсов; · мероприятия по созданию, освоению и внедрению новой техники и технологии; · изобретения, патенты, рационализаторские предложения, информация о конкурентах Задания годового плана распределяются по кварталам и в соответствующих показателях доводятся до производственных подразделений. При разработке текущего плана выполняют комплекс организационных и планово-расчетных работ: 1. Детально анализируются производственно-хозяйственная деятельность и ход выполнения перспективных и долгосрочных планов за прошедшие годы, что позволяет определить достигнутый организационный уровень производства; 2. Сопоставляются качество и ассортимент выпускаемой продукции с качеством и ассортиментом продукции других конкурирующих предприятий, что позволяет разработать мероприятия по улучшению качества продукции или услуг; 3. Разрабатываются мероприятия и программы по росту эффективности производства (внедрение прогрессивной технологии, механизации и автоматизация производства, специализация и кооперирование, совершенствование системы управления, планирования и организации производства); 4. Осуществляется сбор предложений работников предприятия по улучшению качества продукции и всей работы коллектива, организации труда, производства и повышению его эффективности; 5. Уточняются действующие и разрабатываются новые прогрессивные технико-экономические нормы и нормативы использования оборудования, затрат рабочего времени, нормы расхода материалов, топлива, энергии и других производственных ресурсов По содержанию перспективное планирование предприятия в новых условиях обычно включает долгосрочный прогноз на 5 - 15 лет (обоснованное вероятностное предположение об изменениях в структуре и запросах рынка, технике и технологии производства и их социально-экономических последствиях), план развития на 3 - 5 лет с разбивкой по годам и целевые программы решения важнейших проблем. Перспективное (средне-, долгосрочное) планирование, находясь в тесной взаимозависимости с текущим планово-расчетным обоснованием деятельности предприятий сферы услуг, реализуемое в течение 2 - 5 лет и более на основе результатов текущего планирования, своим функциональным предназначением, тем не менее, отличается от текущего планирования, так как направлено на планово-расчетное обоснование динамики изменения (роста) экономического результата и эффективности использования всех видов имеющихся ресурсов предприятия. К примеру, рассмотрим перспективное планирование развития производственной мощности государственного судостроительного предприятия, которое складывается из следующих направлений: Направление экономической работы, где следует: 1. изучить рынок судостроительной й продукции; 2. изучить перспективы технической политики предприятия; 3. провести анализ основных факторов, влияющих на производственную мощность; 4. Направления развития производственной мощности, где следует по-возможности пересмотреть: 5. изменение профиля работ; 6. передислокацию производственных подразделений; 7. изменение структуры внешних связей; 8. изменение поставок материалов. Так же существуют и предпосылки планирования развития производственной мощности, к которым следует отнести: Изменения в структуре работ. · Новые виды техники. · Новые виды материалов. · Новые технологии и т.д. Перспективное планирование на предприятии включает следующие этапы: 1. Прогноз развития предприятия на основе маркетинговых исследований и оценки ее конкурентоспособности. 2. Выявление основных проблем, сдерживающих улучшение рыночных позиций, обоснование вариантов их разрешения, оценка возможных последствий того или иного выбора. 3. Разработка долгосрочного плана, устанавливающего цели развития и соответствующие нормативные показатели. 4. Целевые программы по стратегическим зона хозяйствования. Рассматривая зарубежные предприятия, можно увидеть, что перспективное планирование ведется снизу вверх или сверху вниз. Где в первом случае руководство предприятия выдвигает стратегические идеи и разрабатывает общий прогноз развития, а небольшой плановый отдел устанавливает единую форму плановых документов, методику расчетов и экономических обоснований, а также координирует работу структурных единиц. Такой порядок распространен в крупных акционерных компаниях. Во втором же случае плановый отдел сообщает цехам и производствам исходную информацию для разработки планов и устанавливает задания по важнейшим показателям (объем реализации, лимит расходов, прибыль). Планирование и прогнозирование всегда ориентируется на данные прошлого, но стремится определить и контролировать развитие предприятия в перспективе. Поэтому надежность прогнозирования зависит от точности полученной и обработанной информации - фактических показателей прошлого. Анализируя деятельность предприятия, составляя прогноз его функционирования, аналитик не всегда располагает информацией, достаточной для прогнозирования, а иной раз высшее руководство фирмы попросту не понимает сложных методов количественного прогнозирования, что, в любом случае, требует применения качественных методов прогнозирования. Наиболее остро проблема внедрения эффективного механизма планирования стоит перед промышленными предприятиями. В промышленности цикл оборота капитала является наиболее " представительным" по сравнению со всеми другими отраслями экономики: здесь присутствуют и стадии снабжения (закупка материальных ресурсов), и стадии производства, и стадии хранения и сбыта произведенной продукции, а также расчетов с контрагентами как по закупаемым сырью и материалам, так и по реализованной продукции. Этим промышленные предприятия отличаются, например, от банковской сферы и торговли, где производственный процесс отсутствует. Титульный лист
СОДЕРЖАНИЕ 1.Разработка технологических процессов и проектирование изделий. 2 1.1 Технико-экономическое обоснование технологического процесса. 2 1.2 Оформление конструкторской, технологической и технической документации. 3 1.3 Разработка и оформление графических и проектных работ с использованием информационно компьютерных технологий. 6 2 Контроль качества сварных работ.. 6 1.1 Способы выявления дефектов сварных соедениний. 7 1.2 Причины появления дефектов. 14 Выбор аппаратуры для контроля качества. 25 Методы ультразвуковой дефектоскопии. 26 Сущность процесса ультразвуковой дефектоскопии. 28 Технология проведения ультразвукового контроля. 30 Характеристики EPOCH XT.. 33 1.3Методы предупреждение, выявление и устранение дефектов сварных соединений. 33 Преддипломная практика. 37 1 Контроль качества сварочных работ.. 37 1.1 Оформление документации по контролю качества сварки. 37 2 Организация и планирование сварочного производства. 38 2.1 Осуществление текущего и перспективного планирование работ.. 38 2.2 Выполнение технологических расчетов на основе нормативов технологических режимов, трудовых и материальных затрат.. 43 2.3 Применение методов и приемов организации труда, эксплуатации оборудование, оснастки, средств механизации. 46 2.4 Организация ремонта сварочного оборудование по системе Предупредительно-планового ремонта 47 2.5 Обеспечение профилактики и безопасности условий труда на участке сварочных работ 52
Разработка технологических процессов и проектирование изделий Популярное:
|
Последнее изменение этой страницы: 2016-05-29; Просмотров: 2228; Нарушение авторского права страницы