|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
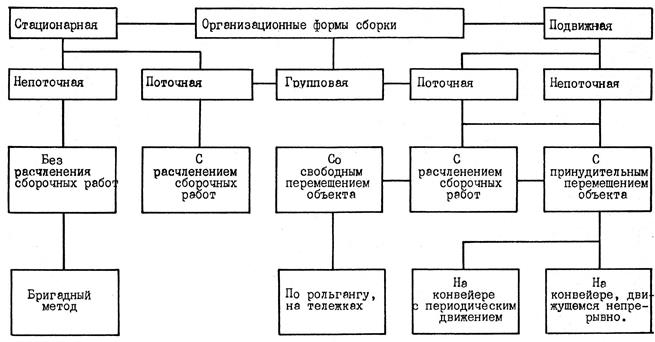
Организационные формы сборки
В зависимости от условий, типа и организации производства сборка имеет различные организационные формы, представленные на рис. 66. По способу перемещения собираемого изделия сборка подразделяется на стационарную и подвижную, а по организации производства - на непоточную, групповую и поточную. Непоточная стационарная сборка характеризуется тем, что весь процесс сборки изделия и его сборочных единиц выполняется не одной сборочной позиции: станке, стенде, рабочем месте, столе, на полу цеха. На эту позицию поступают все детали, сборочные единицы и комплектующие изделия. Как правило, вся сборка изделия осуществляется одной бригадой рабочих-сборщиков от начала и до конца. Метод имеет следующие преимущества: 1. При сборке крупных изделий сохраняется неизменное положение базовой детали, которая является основой для сборки. Это позволяет повысить точность собираемого изделия. 2. Возможно использование универсальных инструментов, приспособлений и транспортных средств, что снижает стоимость сборки. Вместе с тем метод имеет и ряд недостатков: 1. Цикл сборки имеет большую продолжительность, поскольку все операции сборки осуществляются последовательно. 2. Необходимость наличия больших площадей и необходимого количества стендов для сборки. 3. Необходимость наличия высококвалифицированных рабочих, способных выполнять любые сборочные операции. Непоточная стационарная сборка используется в условиях экспериментальных и ремонтных предприятий, а также в единичном и мелкосерийном производстве тяжёлого машиностроения. Непоточная стационарная сборка с расчленением сборочных работ состоит из общей и узловой сборки, которые осуществляются одновременно разными бригадами сборщиков. В результате этого время сборки значительно сокращается.
Рис. 66. Организационные формы сборки.
Необходимое количество стендов для такого вида сборки определяется по формуле:
где: Т0 - расчетная трудоёмкость всех переходов сборки одного объекта; ТС - расчетная трудоёмкость переходов, выполнение которых совмещено с выполнением сборки других объектов во времени; Т - расчетный такт сборки. Метод непоточной стационарной сборки с расчленением сборочных работ имеет следующие преимущества: 1. Сокращается время общего цикла сборки. 2. Сокращается трудоёмкость выполнения отдельных сборочных операций за счёт специализации рабочих мест, их оборудования приспособлениями и механическими устройствами, улучшения организации труда и специализации сборщиков на выполнении одних и тех же операций. 3. Отсутствует необходимость наличия большого числа сборщиков высокой квалификации. 4. Более рационально используются производственные помещения. 5. Снижается количество производственных участков, оборудованных мощным подъёмно-транспортным оборудованием. 6. Себестоимость сборки значительно снижается. Для того, чтобы метод можно было реализовать, конструкция изделия должна предусматривать возможность расчленения его на технологические сборочные единицы, которые могут быть собраны независимо друг от друга. Метод используется при серийном производстве средних по размеру машин. Непоточная подвижная сборка характеризуется последовательным перемещением собираемого изделия от одной позиции к другой. Перемещение собираемого объекта от одной рабочей позиции к другой может быть свободным или принудительным. Технологический процесс сборки при этом разбивается на отдельные операции, выполняемые одним рабочим или малым числом рабочих. Расчетное количество сборочных позиций, которое последовательно проходит собираемое изделие определяется по формуле:
где: tn- расчетное время перемещения собираемого изделия с одной сборочной позиции на другую; � 1 - количество параллельных потоков, необходимых для выполнения производственной программы. Для определения и используется формула:
где: Топmax - продолжительность наиболее длительной сборочной операции. Непоточная подвижная сборка используется в условиях серийного производства. Поточная сборка характеризуется тем, что отдельные операции процесса выполняются за одинаковый промежуток времени - такт, или за время, кратное такту. В этом случае на наиболее продолжительных операциях работают сразу несколько рабочих-сборщиков. Для того, чтобы разные операции выполнялись за одинаковый промежуток времени, одни из них механизируют, снижают число переходов (при необходимости ускорения их выполнения) или, наоборот, вводят дополнительные переходы (в случае, если трудоёмкость операции меньше установленного такта). Поточная сборка может быть со свободным или с принудительным ритмом. В первом случае рабочий передает изделие на следующую операцию после того, как выполнит работу сам. Во втором случае время передачи изделия определяется скоростью движения конвейера или по специальному световому или звуковому сигналу. Виды конвейеров, которые используются при сборке, представлены на рис. 67. Общее время поточной сборки определяется по формуле:
где: Т - такт сборки; nn - число рабочих мест на поточной линии. Главным условием, при котором, возможна организация поточной сборки является обеспечение взаимозаменяемости собираемых узлов и отдельных деталей, которые входят в поточную сборку. Если при сборке нужна пригонка, то она должна осуществляться отдельно и заранее за пределами потока, а на сборку подаются подогнанные, полностью проверенные детали и узлы. Конструкция изделия, собираемого методом поточной сборки, должна быть отработана на технологичность. При поточной сборке большую сложность вызывает промежуточный контроль собираемого изделия, поскольку он должен осуществляться без установленного ритма сборки, что не всегда возможно. Поточная сборка используется в крупносерийном и массовом производствах при больших объемах выпуска изделий. Поточная стационарная сборка применяется при изготовлении крупных и неудобных для транспортировки изделий, например, самолётов, ракет, турбин и т.д., когда все собираемые объекты остаются на рабочих позициях в течение всего процесса сборки. Через периоды времени, равные такту, бригады рабочих-сборщиков одновременно переходят от одних собираемых объектов к другим и выполняют каждая закрепленную за ней операцию. Поточная стационарная сборка имеет следующие преимущества: - высокая производительность труда; - эффективное использование цеховых площадей; - равномерный выпуск продукции. Метод используется при серийном выпуске крупных изделий (самолетов, тяжёлых автомобилей типа " Белаз", тяжелых станков, турбин, судов и т.д.). Подвижная поточная сборка используется при массовом производстве малых и средних по размерам изделий, которые периодически или непрерывно перемещаются. В ряде случаев возможно совмещение времени, затрачиваемого на транспортирование со временем сборки.
Популярное:
|
Последнее изменение этой страницы: 2016-05-29; Просмотров: 882; Нарушение авторского права страницы