
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Измерение линейных и угловых размеровСтр 1 из 5Следующая ⇒
ВВЕДЕНИЕ
Лабораторные работы по дисциплинам «Метрология, стандартизация, сертификация» и «Нормирование точности» разработаны в соответствии с гостами. Цель – научить студентов пользоваться измерительными приборами, устройствами и инструментами при контроле точности и качества деталей машин и приборов. Содержание лабораторных работ соответствует тематике курса лекций и связано с дисциплинами: «Инженерная графика», «Детали машин», «Технология машиностроения». При проведении работ необходимо пользоваться справочниками и ГОСТами, указанными в библиографическом списке, чертежами деталей машин. По каждой лабораторной работе выполняется отчет в соответствии с СТП 71.4-84.
Лабораторная работа №1 Абсолютные измерения. Измерение линейных и угловых размеров
Цель работы: научиться определять линейные и угловые размеры деталей машин с помощью штангенинструмента, микрометрического инструмента и угломеров.
Общие сведения В теории измерений принято пять типов шкал: наименования, порядка, интервалов, отношений и абсолютная. Классификация видов и методов измерений приведена на рис. 1.
Рис. 1
Абсолютное измерение – это измерение, основанное на прямых измерениях одной или нескольких основных величин и(или) использовании значений физических констант. Метод измерений – прием или совокупность приемов сравнения измеряемой физической величины с ее единицей в соответствии с реализованным принципом измерений. Метод совпадений, где разность между сравниваемыми величинами измеряют, используя совпадение отметок шкал или периодических сигналов. Абсолютные измерения основаны на непосредственном определении значения измеряемой величины по отсчетному устройству измерительного прибора. Метод абсолютных измерений широко применяется в металлообрабатывающей промышленности для измерения линейных и угловых размеров. При выборе средства измерения нужно иметь в виду, что погрешность измерения должна составлять не более 20…35% от допуска на размер. Наиболее распространены измерения с помощью штангенинструмента, микрометрического инструмента и нониусных угломеров. К штангенинструменту относятся: штангенциркули, штанген-глубиномеры, штангенрейсмусы. По ГОСТ 166-80 штангенциркули делят: на двусторонние с глубиномером ШЦ-I (рис. 2); односторонние с покрытием из твердого сплава; с глубиномером – ШЦ-I; двусторонние – ШЦ-II; односторонние – ШЦ-III (рис. 3). Пределы измерений и точность отсчета по нониусу штангенциркулей должны соответствовать указанным в табл. 1. Таблица 1
Штангенциркули
Штангенциркуль с обычной шкалой (рис. 2, 3, 4)
Рис. 2: 1 – штанга; 2 – рамка; 3 – зажимающий винт; 4 – нониус; 5 – глубиномер
Рис. 3: 1 – штанга; 2 – рамка; 3 – зажимающий винт; 4 – нониус; 5 – рамка микрометрической подачи
Рис. 4 Более точные результаты дают инструменты с круглой шкалой (цена деления 0, 02 мм – рис. 5) и электронные цифровые (цена деления 0, 01 мм – рис. 6).
Порядок выполнения работы 1. Изучить методические указания. 2. Изучить конструкцию и методику измерений с помощью штангенциркулей, микрометров и угломеров. 3. Зарисовать эскиз детали в соответствии с заданием (чертежом). 4. Измерить линейные и угловые размеры детали, проставить на чертеже с указанием номера средства измерения. 5. Оформить отчет по работе, который должен содержать: · название и цель работы; · перечень инструментов и приборов, использованных в работе, с указанием точности и пределов измерения, результаты измерений; · эскиз детали в соответствии с заданием; · вывод по работе.
Контрольные вопросы
1. Назовите типы шкал? (на СРС по учебной литературе) 2. Какие существуют виды измерений? 3. Каковы методы измерений? 4. Конструкция штангенциркулей и методика измерений. 5. Конструкция микрометра и методика измерений. 6. Конструкция угломера и методика измерений. 7. Определение точности и пределов измерения штангенинструмента, микрометрического инструмента и угломеров.
Лабораторная работа № 2 Относительные измерения. Общие сведения Относительное измерение – это измерение отношения величины к одноименной величине, играющей роль единицы, или изменения величины по отношению к одноименной величине, принимаемой за исходную. Прямые измерения – это измерения, проводимые прямым методом, при котором искомое значение величины получают непосредственно. Косвенные измерения – это измерения, проводимые косвенным методом, при котором искомое значение физической величины определяется на основании результатов прямых измерений других физических величин, функционально связанных с искомой величиной. Относительные измерения, как правило, дают более высокую точность и производительность, чем абсолютные, и применяются при контроле точных размеров деталей, отклонений формы и расположения поверхностей.
Рис. 1. Скоба рычажная: 1 – скоба; 2 – подвижная пятка; 3 – микрометрический винт; 4 – стопор; 5 – микрометрическая гайка; 6 – отсчетное устройство; 7 – указатель пределов допуска; 8 – кнопка отжима подвижной пятки Наиболее широкое распространение получили относительные измерения с помощью скоб рычажных, рычажных микрометров, индикаторов и индикаторных нутромеров.
Скобы рычажные применяются для измерения размеров с точностью до 0, 001 мм (рис. 1). Перед началом измерений устанавливают скобу рычажную на исходный размер по эталону. В качестве эталона может использоваться блок плоскопараллельных концевых мер (рис. 2). Перемещением микрометрического винта поверхность подвижной пятки вводят в соприкосновение с эталоном, при этом стрелка отсчетного устройства должна совпадать с нулевым штрихом шкалы отсчетного устройства. После установки на «0» стопором 4 фиксируют положение стрелки. При измерении деталей определяются отклонения от исходного размера. При нажатии на кнопку подвижная пятка отходит от микрометрического винта на расстояние больше измеряемого. Измеряемая деталь помещается между подвижной пяткой и микрометрическим винтом, и кнопка 8 опускается. При этом подвижная пятка и микрометрический винт соприкасаются с поверхностью детали. Положение стрелки отсчетного устройства показывает величину отклонения размера детали от исходного размера в сторону увеличения (+) или в сторону уменьшения (–). Величина размера определяется по формуле: A = Aн ± n∙ i, где A – измеренный действительный размер; n – число делений шкалы отсчетного устройства от нулевого деления до стрелки; i – цена деления отсчетного устройства.
Рис. 3. Выставление скобы рычажной на необходимый размер с помощью концевых мер: а – сборка концевых мер; б – притирка концевых мер; в – выставление скобы на «0»
Набор концевых мер (рис. 2) начинают собирать с последней цифры собираемого размера. Рекомендуется подбирать не более трех мер для уменьшения погрешности измерения. При точных измерениях проводится расчет погрешности измерения. Взятые из набора концевые меры плотно прижимаются друг к другу (рис. 3, а). Затем их необходимо притереть до надежного слипания (рис. 3, б). После этого полученный набор зажимают в скобе рычажной, поворачивая микрометрическую гайку, до выхода стрелки индикатора на «0» (рис. 3, в).
Рис. 4. Произведение замера: 1 – фиксирование стопора; 2 – отжим подвижной пятки; 3 – извлечение концевых мер; 4 – отклонение размера обмеряемой детали После выставления скобы на «0» микрометрический винт фиксируется стопором, и набор концевых мер высвобождается нажатием кнопки отжима подвижной пятки 1, 2 (рис. 4). Вынув концевые меры из скобы 3 (рис. 4), помещаем обмеряемую деталь между зажимами, удерживая при этом кнопку отжима. Затем, отпустив кнопку, фиксируем отклонение стрелки от «0» по шкале индикатора 4 (рис. 4).
Пример 1 Необходимо измерить вал с полем допуска В том случае, если диапазон средства измерения позволяет контролировать отклонения только в одну сторону от «0», то его можно настроить на целый размер.
Пример 2 Контролируем вал с полем допуска Среди различных типов индикаторов наибольшее распространение получили индикаторы часового типа (рис. 5) с ценой деления 0, 01 мм, пределами измерения 0...5; 0...10 мм, индикаторы многооборотные с ценой деления 0, 001 и 0, 002 мм, пределами измерений 0...1; 0...2 мм, а сейчас и цифровые (рис. 6). Также используются головки рычажно-зубчатые с ценой деления 1 и 2 мкм, головки измерительные пружинные (ИГП) с ценой деления: 0, 1; 0, 2; 0, 5; 1; 2; 5; 10 мкм. Они используются для измерений отклонений формы и расположения поверхностей, а также линейных размеров наружных поверхностей. Перед началом измерений наружных поверхностей индикатор закрепляют в штативе и устанавливают на исходный размер с помощью эталона. Исходный размер индикаторного нутромера устанавливается обычно с помощью микрометра или калибра. При этом стрелка индикатора совмещается с нулевым штрихом циферблата поворотом циферблата или при помощи винта установки на нуль. Отклонение стрелок индикатора от нулевого значения при измерениях показывает величину отклонения измеряемого размера от исходного. Величина измеренного размера определяется по формуле: A = Aн + n1∙ i1 + n2∙ i2, где A – измеренный размер; Aн – размер по эталону; n1 – число делений шкалы основного циферблата от нулевого значения до стрелки; i1 – цена деления основной шкалы; n2 – число делений шкалы дополнительного циферблата от нулевого деления до стрелки; i2 – цена деления дополнительного циферблата.
При измерении отклонений формы или расположения поверхностей индикатор (головка) устанавливается на «0». Затем проводится замер. За величину отклонения принимается сумма отклонений стрелки в обе стороны от «0». Пример: требуется замерить величину радиального биения вала (рис. 7). Для этого вал необходимо закрепить в приспособлении «центра». Схема замера на рис. 8. Порядок замера: · установить индикатор на «0»; · сделать полный оборот вала; · считать показания прибора.
Рис. 7. Контроль радиального биения
Рис. 8. Схема замера биения
Поясним, почему учитывается полный размах колебания стрелки (рис. 9). Поперечное сечение вала имеет неправильную форму (отклонение от округлости), и физическая ось вала может не совпадать с осью центрированных отверстий, по которым закрепляется вал в приспособление (несоосность). Индикатор устанавливается на «0» в произвольной точке (радиус до оси крепления R0). При повороте вала ножка индикатора будет то подниматься (Ri > R0), то опускаться (Ri < R0). Стрелка будет отклоняться сначала в +, потом в –. Величина радиального биения
Рис. 9. Принцип измерения радиального биения: 1 – физическая ось вала; 2 – ось крепления и замера
Пример: требуется замерить величину суммарного отклонения плоскостности и параллельности (рис. 10).
Рис. 12. Принцип измерения отклонения плоскостности и параллельности
Деталь устанавливается на лекальную плиту, индикатор устанавливается на «0». Делается проводка по поверхности детали. При замере суммарного отклонения плоскостности и параллельности учитывается полный размах колебания стрелки индикатора. На рис. 13 отображено то, как примерно выглядит замер радиального биения и отклонения плоскостности и параллельности. Индикатор закрепляется в держателе. При замере радиального биения вал крепится в центрах, а для контроля отклонения плоскостности и параллельности деталь кладут на лекальную плиту.
Рис. 13. Приближенный вид замеров: а – радиального биения; б – отклонения плоскостности и параллельности
Рычажные индикаторы так же широко используются, как и индикаторы часового типа. Их конструкция заметно отличается (рис. 14). Отличия в конструкции рычажного индикатора значительно расширяют его возможности. Он позволяет получить доступ к поверхности под любым углом (рис. 15). Поэтому появляется возможность измерить отклонения труднодоступных поверхностей, таких как внутренние поверхности полых цилиндров малого диаметра и т.п. Этим рычажный индикатор выгодно отличается от обычного индикатора часового типа, хотя при возможности перпендикулярного замера его вполне достаточно.
Рис. 14. Конструкция рычажного индикатора
Рис. 15. Пример замера с помощью рычажного индикатора
Для измерения внутренних размеров (диаметров точных отверстий и т.п.) применяется индикаторные нутромеры (рис. 16).
Рис. 16. Нутромер индикаторный: 1 – индикатор; 2 – ручка; 3 – стебель; 4 – измерительный наконечник; 5 – приводная игла; 6 – направляющий цилиндр; 7 – измерительный щуп
Для такого рода замеров применяют также микрометрические нутромеры (рис. 17), шкала которых выглядит аналогично микрометрической. Принцип построения измерительной головки у них отличается от принципа индикаторных нутромеров.
Рис. 17. Нутромер микрометрический (внешний вид и принцип действия)
Индикаторные нутромеры могут быть не только механическими, но и цифровыми (рис. 18).
Рис. 18. Нутромер индикаторный цифровой (внешний вид и пример замера)
Для каждого интервала значений нутромер имеет сменную измерительную головку и установочное кольцо (рис. 19). Установочное кольцо является эталоном, по которому, измерив отклонение размера детали от эталонного, узнают в свою очередь ее размер как сумму значения эталона и отклонения.
Рис. 19. Набор измерительных головок и установочных колец Существуют внутренние микрометры для измерения больших диаметров (рис. 20).
Рис. 20. Внутренний микрометр и сменный удлинитель
Таким образом, существует множество разновидностей средств измерения внутренних диаметров, различающихся как способом замера, так и видами обмеряемых деталей (рис. 21).
Рис. 21. Средства измерения внутренних диаметров Оборудование и инструмент В работе используются: · скоба рычажная, · индикатор часового типа, · индикаторный нутромер, · штативы, · лекальная плита, · детали машин. Порядок выполнения работы 1. Изучить методические указания. 2. Изучить устройство измерительных приборов. 3. Настроить измерительные приборы на размеры в соответствии с заданием. 4. Измерить отклонения и определить действительные размеры деталей. 5. Зарисовать эскизы деталей в соответствии с заданием. 6. Оформить отчет по работе, который должен содержать: · схемы замеров с помощью индикатора часового типа; · схемы замеров с помощью скобы рычажной, индикаторного нутромера; · эскизы деталей в соответствии с заданием, результаты измерений; · вывод по работе.
Контрольные вопросы и задания 1. Что называется относительным видом измерения? 2. Провести измерения с помощью рычажного микрометра или скобы рычажной. 3. Провести измерения с помощью индикатора часового типа. 4. Провести измерения с помощью индикаторного нутромера.
Лабораторная работа № 3 Общие сведения 3.1. Поверка средств измерения На практике наиболее распространены следующие MX СИ: Диапазон измерений – область измеряемой величины, для которой нормированы допускаемые погрешности. Предел измерения – наибольшее или наименьшее значение диапазона измерений (с которого удобно производить отсчеты). Цена деления шкалы – разность значений величин, соответствующих двум соседним отметкам шкалы. Чувствительность – отношение изменения сигнала Δ Y на выходе СИ к вызвавшему это изменение изменению ∆ Х сигнала на входе S = Δ Y/Δ Х. Порог чувствительности – наименьшее значение измеряемой величины, вызывающее заметное изменение показаний прибора. Величину, обратную чувствительности, называют постоянной прибора «С» = 1/ S. Как правило, выходным сигналом СИ является отсчет в единицах величины. В этом случае постоянная прибора С равна цене деления. Вариация (гистерезис) – разность между показаниями СИ в данной точке диапазона измерения при возрастании и убывании измерений величины и неизменных внешних условиях: Н = │ ХВ – ХY│. Градуировочная характеристика – зависимость между выходным и входным сигналом СИ, полученная экспериментально. Основная MX СИ – погрешность СИ – разность между показаниями СИ и истинными значениями физической величины (ФВ). Основная погрешность – это погрешность СИ при нормальных условиях эксплуатации. Как правило, нормальными условиями эксплуатации являются: температура 293 ± 5 К или 20 ± 5 °С, относительная влажность воздуха 65 ± 15% при 20 °С, напряжение в сети питания 220В ± 10% с частотой 50 Гц ± 1%, атмосферное давление от 97, 4 до 104 кПа, отсутствие электрических и магнитных полей (наводок). Дополнительная погрешность СИ – погрешность СИ, вызванная отличием условий эксплуатации от нормальных условий. Существует 3 способа нормирования основной погрешности СИ: - нормирование пределов допускаемой абсолютной (±Δ ) или приведенной (±γ )погрешностей, постоянных во всем диапазоне измерения; - нормирование пределов допускаемой абсолютной (±Δ ) или относительной (±σ ) погрешностей в функции измеряемой величины; - нормирование постоянных пределов допускаемой основной погрешности, различных для всего диапазона измерений одного или нескольких участков. Систематическая погрешность СИ – это составляющая общей погрешности, которая остается постоянной или закономерно изменяется при многократных измерениях одной и той же величины. Случайная погрешность СИ – это составляющая, изменяющаяся при повторных измерениях одной и той же величины случайным образом. Абсолютная погрешность – разность между показателем СИ (х) и действительным значением xдизмеряемой величины ∆ = │ х – хд│, может быть задана двумя способами: 1) либо одним числом: ∆ = ±а; 2) либо в виде линейной зависимости: ∆ = ± вх; ∆ = ±(а ± вх) (рис. 1).
Рис. 1 Относительная погрешность δ – отношение абсолютной погрешности к действительному хдзначению, выраженное в %:
Эта формула показывает, что при увеличении хдδ стремится к нулю, и наоборот. поэтому в метрологии существует запрет измерений на таких участках. Приведенная погрешность измерений – отношение ∆ к нормируемому значению XN (в %):
Нормируемое значение XN выбирают в зависимости от вида и характера шкалы прибора. Различают равномерные и неравномерные шкалы. При равномерной шкале, если «0» на краю или вне рабочей части шкалы, ХN = Xк, где Хк – конечное значение; если «0» внутри шкалы – сумме конечных значений шкалы. При неравномерной шкале – длине шкалы. Для установления пригодности СИ к применению выполняется «поверка» СИ. Поверка – операция, проводимая уполномоченным органом, заключающаяся в установлении пригодности СИ к применению на основании экспериментально определенных метрологических характеристик и контроля их соответствия предъявляемым требованиям. По результатам поверки выдается свидетельство о поверке, наносится клеймо и т.п.
Поверка проводится методом: - непосредственного сравнения измеряемых величин и величин, воспроизводимых более точными (образцовыми) мерами или средствами измерений; - непосредственного сличения показаний поверяемого прибора и эталона высшего разряда при одновременном измерении одной и той же величины. Разность этих показаний равняется абсолютной погрешности поверяемого СИ. Если при поверке вводят поправку на показания «образцовых» приборов (эталонов более высокого порядка), то соотношение погрешностей эталонного и поверяемого СИ составляет 1: 3; если поправки не вводят – 1: 5.
3.2. Обработка данных измерений
При изготовлении деталей и их измерениях действует большое число факторов, вызывающих как систематические, так и случайные погрешности изготовления и измерения. Характеристики точности изготовления и измерений приближенно определяют статистическими методами по результатам опыта. Для определения точности измерений контроль размеров производят в одной точке несколько раз (не менее трех), не меняя условий замера (выполняется условие «равноточных измерений»). При оценке точности изготовления геометрической формы детали измеряют в нескольких точках. Расположение точек должно быть равномерным по длине контролируемого участка детали. При этом за результаты измерений (отклонений) принимаются предельные значения отклонений действительных размеров от номинальных значений При определении точности изготовления партии деталей измеряют каждую деталь 1 – 2 раза, причем расположение точки замера должно быть одинаковым (например, у торца валика). В результате изготовления (измерения) распределение случайных величин подчиняется определенному закону. При нормальном законе распределения его параметрами являются математическое ожидание М(х) = А и среднее квадратичное отклонение s. Эти параметры приближенно можно оценить по данным измерений (эмпирическому распределению случайных величин):
S – уточненному среднему квадратичному отклонению (характеризует отклонение единичных наблюдений от
при n > 100 пользуются средним квадратичным отклонением
Точность оценки результатов измерений, изготовления деталей определяется размерами доверительных интервалов. Доверительный интервал – это интервал вида
где t0 – коэффициент Стьюдента, определяемый по табл. 1;
Чем больше n, тем выше точность оценки параметров теоретического распределения:
При n > 100 доверительная вероятность того, что
Таблица 1
Задание к п. 3.1 Определить MX и выполнить поверку для микрометрического средства измерения. Порядок выполнения работы
3.1. Поверка микрометра гладкого (МК) 3.1.1. Определение погрешности эталона. Для поверки МК используется эталон более высокого разряда. Для выбора эталона определяется величина его погрешности. Если поправка на точность эталона не вводится, то соотношение погрешностей эталона СИэ и поверяемого МК составляет 1: 5. Для микрометров 1 класса точности Δ СИ ± 0, 004; Δ ИЗМ ± 0, 007. Для эталона погрешность должна составлять Δ СИ = Δ ИЗМ ≈ ± 0, 0005 (± 0, 5 мкм). С такой погрешностью изготавливаются концевые меры 3 класса точности. 3.1.2. Из набора концевых мер выбрать 1 меру (т.к. при большем количестве следует произвести суммирование погрешностей концевых мер по правилу:
3.1.3. Произвести замер, данные занести в таблицу. 3.1.4. Определить абсолютную ошибку СИ как разность между показаниями СИ(х) и эталона (хд), данные занести в таблицу: Δ = х – хД. Примечание: в таблице указать знак погрешности
3.1.5. Сделать вывод о пригодности СИ к эксплуатации. 3.1.6. Сделать вывод: каким методом поверки пользовались при аттестации МК. Задание к п. 3.2
3.2. Изучить методические указания. 3.3. Измерить деталь микрометром. Провести не меньше 5 замеров в одной точке. 3.4. Определить среднее значение измерения 3.5. Определить отклонение результатов замеров от среднего значения и занести в таблицу.
3.6. Проверить результаты измерений на отсутствие грубых ошибок. При их наличии измерение считать грубым и отбросить. 3.7. Определить среднее квадратичное отклонение по формуле:
3.8. Определить случайную составляющую погрешности измерения для Р = 0, 95 по формуле:
3.9. Исключить систематическую погрешность, 3.10. Записать полученный результат в виде: Контрольные вопросы 1. MX средств измерений. 2. Основная и дополнительные ошибки СИ. 3. Систематическая и случайная ошибки СИ. 4. Как может быть задана абсолютная погрешность СИ. 5. Относительная, приведенная погрешность СИ. 6. Поверка СИ. 7. Методы поверки СИ. 8. Соотношение погрешность поверяемого СИ и эталонного СИэ. 9. Что показывают измерения деталей: · в одной точке; · по всей длине детали; · в партии. 10. Какими методами исключается систематическая составляющая погрешности измерения? 11. Какой статистический параметр характеризует случайную составляющую погрешности измерений? 12. От чего зависит точность и воспроизводимость результатов измерений? 13. Что такое доверительный интервал и доверительная вероятность? 14. Как определяется случайная составляющая погрешности измерения? 15. Как записывается результат измерения? 16. Как учитываются систематические погрешности измерения, перешедшие в разряд случайных?
Лабораторная работа № 4 Поверхностей деталей машин Цель работы: научиться нормировать и измерять шероховатость поверхностей деталей машин.
Общие сведения
Шероховатость поверхности возникает вследствие воздействия инструмента на поверхность детали при обработке. Шероховатостью поверхности называется совокупность неровностей поверхности с относительно малыми шагами. Шероховатость измеряют на базовой длине относительно базовой линии. Обычно за базовую линию принимают среднюю линию профиля шероховатости. Средняя линия проводится так, что в пределах базовой линии среднее квадратичное отклонение профиля до этой линии минимально (рис. 1). Числовые значения базовой длины выбирают из ряда: 0, 01; 0, 03; 0, 08; 0, 25; 0, 80; 2, 5; 8; 25 мм. Для точной оценки шероховатости измерения следует повторять несколько раз в разных местах поверхности и за результат принимать среднее арифметическое всех результатов измерения.
Рис. 1. Профилограмма шероховатости
Согласно ГОСТ 2789-73 шероховатость поверхности можно оценивать одним или несколькими параметрами:
где Rа – среднее арифметическое отклонение профиля; n – число выбранных точек на базовой длине; уi – расстояние между точками профиля и средней линией; l – базовая длина; хi – координата по оси х. Высота неровностей по десяти точкам Rz – сумма средних абсолютных значений высоты пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
где урi – высота i наибольшего выступа профиля; уvi – глубина i наибольшей впадины профиля в пределах базовой длины. Наибольшая высота неровностей профиля Rmax – расстояние между линией выступов и линией впадин профиля в пределах базовой длины: где Rp – максимальная высота выступов; Rv – максимальная глубина впадин. Средний шаг неровностей Sm: где n – число шагов в пределах базовой длины; Smi – шаг неровностей, равный длине отрезка средней линии, пересекающий профиль в трех соседних точках и ограниченный двумя крайними точками. Средний шаг местных выступов профиля S: где Si – шаг неровностей профиля по вершинам.
Популярное:
|
Последнее изменение этой страницы: 2016-05-29; Просмотров: 2751; Нарушение авторского права страницы





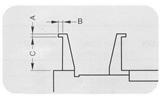


 Рис. 2. Плоскопараллельные
концевые меры
Рис. 2. Плоскопараллельные
концевые меры
 14-0, 1. Середина поля допуска составляет 13, 95. Деталь будет считаться годной, если отклонения будут находиться в пределах ±0, 05.
14-0, 1. Середина поля допуска составляет 13, 95. Деталь будет считаться годной, если отклонения будут находиться в пределах ±0, 05.










 определяется как разность между Rmaxи Rmin до оси замера.
определяется как разность между Rmaxи Rmin до оси замера.















 .
. .
. – среднему арифметическому значению;
– среднему арифметическому значению;  (i = 1, 2, … n),
(i = 1, 2, … n), 
 .
. , в который с доверительной вероятностью Р попадает теоретическое значение М(х) = А.
, в который с доверительной вероятностью Р попадает теоретическое значение М(х) = А. ,
,  – среднее квадратичное отклонение, характеризующее отклонение
– среднее квадратичное отклонение, характеризующее отклонение  ;
;  .
. составляет Р = 0, 9973.
составляет Р = 0, 9973.
 .
. , мм
, мм
 , мм2
, мм2
 .
. (∆ изм.с. = D, см. в п. 3.1).
(∆ изм.с. = D, см. в п. 3.1). ; Р = 0, 95.
; Р = 0, 95.
 или
или  ,
,  ,
,  ,
,  ,
,  ,
,