
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
АЛ для обработки корпусных деталей
АЛ, предназначенные для обработки корпусных деталей, изготовляемых в условиях крупносерийного и массового производства с большим объёмом фрезерных, сверлильно-расточных и резьбонарезных работ, компонуют из агрегатных станков. Использование многошпиндельной инструментальной оснастки позволяет на одной позиции обработать до 60…80 отверстий, что даст возможность повысить производительность обработки по сравнению с обработкой корпусов в в неавтоматизированном производстве. Однотипность технологических операций и, следовательно, конструктивных решений станков, предназначенных для выполнения этих операций, привела к широкой унификации узлов агрегатных станков и транспортных устройств. Агрегатные станки предназначены для обработки конкретных изделий, их собирают из специальных и нормализованных узлов, составляющих до 70…80 % общего числа узлов в станке. Важнейшие узлы агрегатных станков разработаны в виде гаммы стандартных типоразмеров, из которых при проектировании выбирают наиболее подходящие по своим характеристикам и служебному назначению. При компоновке АЛ используют унифицированные узлы. Основное преимущество агрегатных станков заключается в сокращении сроков и затрат на конструирование и изготовление АЛ. Основными унифицированными единицами агрегатных станков являются силовые узлы, многопозиционные устройства, базовые корпусные детали, шпиндельные узлы и зажимные приспособления.
АЛ для обработки деталей типа тел вращения Детали типа тел вращения, предназначенные для обработки на АЛ, в соответствии со способами базирования, транспортирования, а так же использования основного технологического оборудования делят на две основные группы: детали типа валов длинной, значительно превышающей диаметр, и детали типа дисков (колец) диаметром, большим длины (ширины). Технологические процессы обработки этих двух основных групп обычно объединяют в типовые схемы и уточняют в зависимости от конфигурации изделий и требований точности обработки. Для токарной обработки, например, валов широко используют токарно-копировальные автоматы, в то время как для изготовления изделий типа колец и дисков наибольшее применение нашли горизонтальные и вертикальные многошпиндельные токарные автоматы. Многошпиндельные токарные автоматы обладают широкими технологическими возможностями при обработке разнообразных деталей, обеспечивая высокую степень концентрации обработки. По примеру работы их подразделяют на автоматы параллельного и последовательного действия. Первые на всех шпинделях реализуют одинаковые операции и за один цикл работы обрабатывают столько сравнительно несложных деталей, сколько шпинделей имеет автомат.
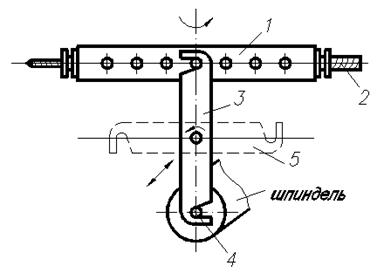
периодическим поворотом шпиндельного блока 1 последовательно подводяться к рабочим позициям и одновременно обрабатываются в соответствии с технологическим процессом. Автомат оснащают поперечными суппортами 2, которые получают подачу Sпоп от индивидуальных кулачков, и продольным суппортом 3 имеющим продольную подачу Sпр от своего кулачка. Шпинделем 4 автомата получают вращение от приводного вала через общее центральное зубчатое колесо, вследствие чего они имеют одинаковую частоту вращения.
Роторные станки и АЛ Технологические системы из роторных и роторно-конвейерных машин проектируются обычно для производства промышленной продукции, ранее освоенной и имеющей хорошо отработанный установившийся технологический процесс. На базе роторных линий возможна комплексная автоматизация производственных процессов, включающих обработку деталей инструментом, сборку, расфасовку, контроль, комплектацию упаковку, маркировку и т.д. В роторных станках рис. 51 относительно неподвижных барабанных кулачков 1 вращается в транспортном движении карусель 2, несущая заготовки 3 и обрабатывающие их инструментальные блоки 4. Инструментальные блоки получают осевую подачу от барабанных кулачков. В роторах токарной и сверлильной групп заготовки получают ещё вращение. Роторные линии рис. 52 состоят из роторных станков 1 и транспортных роторов 2. Транспортная трасса в роторных линиях единая обычно с постоянной скоростью Vтр на всем протяжении. Скорость транспортирования определяется по заданной производительности Q шт/мин, Vтр = Q· h, где h – длина дуги окружности между осями позиций в м. Обработка ведётся на дуге α ˚ между загрузочным и разгрузочным транспортными роторами. Для увеличения загрузки роторные линии можно делать двух-трёх поточными. Роторы являются агрегатной конструкции, т.е. состоят в основном из нормализованных узлов и деталей. На рис. 48 а показан блок роторов для сверления отверстия в дне стакана. Стакан 5, поданный транспортным ротором захватывается за внутреннюю поверхность зажимными губками 6 при движении их вверх от нижнего барабанного кулачка и прижимается к фиксатору 4. Вращения на шпиндель 3 блока ротора передаётся от центрального зубчатого колеса через колесо 2. Подача выполняется от верхнего барабанного кулачка (не показан) через головку 1. На рис. 48 б блок ротора контроля длины втулки 5. Ролик корпуса 2 электроконтактной головки опирается на поверхность “а”, конечное положение которой всегда постоянно, а ролик мерительного рычага 1 упирается на торец “б”, конечное положение которого зависит от измеряемой длины l. Предельные допустимые размеры l определяются по замыканию контактов правым концом мерительного рычага 1. Мерильный шток 3 и ползун 4 связаны между собой компенсирующей пружиной, чтобы усилие воспринималось корпусом 2, электроконтактной головки, а не её мерительным рычагом 1. В конструкциях некоторых роторных линий используют рефлекторную способность (рис. 53). В этом случае, если на предыдущих операциях или в начале данной операции автоматическим контролером выявлен брак заготовки, то импульс сигнализирующий об этом браке, с соответствующим сдвигом на несколько циклов во времени с помощью электромагнита ЭМ переводит стрелку 2. В этом случае данный блок ротора отказывается от выполнения рабочего хода по кривой I барабанного кулачка и ролик 1 инструментального блока пройдёт по прямой II. Роторные линии состоят из роторных станов, загрузочных и транспортных роторов, находящихся в непрерывном движении. На каждой позиции роторного станка работа производится по одному циклу, но со сдвигом фаз цикла. Темп роторной линии и её производительность определяется количеством позиций роторных станков и скоростью вращения их роторов. Особенности: 1. Производительность роторной линии не зависит непосредственно от длительности операции, так как для увеличения производительности достаточно увеличить число позиций роторных станков. 2. Возможность обеспечить одинаковую производительность всех роторных станков при различных длительностях операций (за счёт изменения количества позиций). 3. При параллельной работе (со сдвигом фаз) и нескольких позициях каждого роторного станка мы имеем одну общую транспортную трассу, а не несколько (как у обычных АЛ). Это ведёт к интенсивности использования транспортных роторов и роторов-станков. Манипуляторы Манипуляторы для смены заготовок Автоматизация вспомогательных операций смены заготовок и деталей на станках с ЧПУ создает предпосылки для внедрения трудосберегающей (безлюдной) технологии в механообрабатывающем производстве, а также повышает эффективность за счет сокращения простоев станков между отдельными рабочими циклами. Из-за многообразия компоновочных схем станков и способов их загрузки, а также типов изготавливаемых деталей конструкции устройств для автоматической смены заготовок могут быть различными. В автоматизированных станочных системах, данные устройства, как правило, включают в состав гибкого производственного модуля для соединения его с транспортными и накопительными устройствами. При этом выбор конструкции загрузочного устройства к станку зависит от принятой схемы транспортно-накопительной системы. В то же время загрузочные устройства целесообразно механически отделить от станка для его виброизоляции. Конструктивная автономность устройств автоматической смены заготовок создает возможность их проектирования в виде достаточно универсальных манипуляционных механизмов, имеющих собственные приводы и средства электро-, гидро- или пневмоавтоматики. Автоматические загрузочные устройства для заготовок типа тел вращения, обрабатываемых на многоинструментальных токарных или шлифовальных станках с ЧПУ, могут быть выполнены в виде манипуляторов с поворотным или рычажным захватным механизмом. (табл. 16.1)
Конструктивной особенностью приведенных в табл. 16.1 1а и 1б (рис. а) поворотного загрузочного устройства является обеспечение гипоциклоидной траектории движения заготовки за счет одновременного вращения захватного устройства вокруг своей оси и поворота головки со схватом относительно параллельной оси, смещенной на величину эксцентриситета e. В этом случае при достижении конечных положений (позиций 1, 2, 3) скорость перемещения заготовки автоматически снижается, что повышает обеспечение точности ее позиционирования. Кроме того, при гипоциклоидной траектории движения центра схвата исключается возможность столкновения заготовки с резцедержателем станка, зажимными и транспортными устройствами, а также уменьшается время общего цикла обслуживания станка. Для параллельного обслуживания двух рабочих позиций (например, в двухшпиндельном станке) загрузочное устройство выполняют двуруким не изменяющимся относительным положением рук на поворотном устройстве, определяемым углом φ между одноименными позициями 1 и 1’, 2 и 2’ и т.д. (рис. б) Поворотные загрузочные устройства можно монтировать на консоли, жестко закрепленной на каретке, которая перемещается над станком по направляющим траверсы (1а). Такая конструкция загрузочного устройства отличается компактностью и предназначена для обслуживания нескольких позиций, расположенных вдоль оси траверсы в рабочей зоне манипулятора. В других конструкциях загрузочных устройств их поворотная часть, несущая схваты, установлена неподвижно, например на корпусе магазина-накопителя заготовок, образуя единый магазинный загрузочный механизм (схема 1 б). Данный механизм для загрузки заготовок может передвигаться вдоль оси станка, освобождая рабочее пространство для обслуживания и наладки.
Рычажные загрузочные устройства предназначены для манипулирования тяжелыми заготовками типа валов (массой до 50 кг и длинной до 3 м), а также для загрузки средних по размерам заготовок фланцевого типа. Рычажные устройства выдвижного типа выполнены в виде штока со схватом, совершающим возвратно-поступательное движение. Поворотные рычажные устройства представляют собой механическую руку с двумя или тремя степенями подвижности и захватным устройством. Для рычажных устройств характерно двурукое исполнение: два манипулятора, которые установлены на общей каретке, перемещаемой по направляющим траверсы, совершают возвратно-поступательные движения, всегда находясь в противоположных позициях (схема 2 б). При этом один манипулятор оперирует заготовками, а другой – деталями. Для одновременного манипулирования заготовкой и деталью манипулятор может быть двухзахватным с дополнительным поворотным движением головки относительно оси руки на угол 180˚ (схема 2 а). Загрузочные устройства для заготовок типа колец и дисков, которые базируются на транспортере или в магазине-накопителе по торцу, требуют исполнительных движений кантования перед установкой в патрон станка, а также после обработки для установки детали в приспособление-спутник транспортной системы. Дополнительная позиция, подготавливающая заготовку для загрузки ее в станок или для установки в приспособление-спутник, обслуживается специальным манипулятором-кантователем (схема 1 г). Цикл работы манипулятора-кантователя включает в себя следующие движения: захват заготовки в позиции 0, подъем и снятие ее с приспособления-спутника транспортно-накопительной системы, поворот в позицию 1 с одновременным кантованием на 90˚, разжим после установки в загрузочное устройство. После обработки загрузочное устройство передает деталь в позицию 1 для захвата манипулятором-кантователем, который вновь переносит ее с одновременным поворотом на 90˚ в начальную позицию 0 и устанавливает в приспособление-спутник. Использование кантователя необходимо также при обработке заготовок с двух сторон при переносе их с одной рабочей позиции в другую (схема 2 б). Захватное устройство кантователя выполняют сменным для возможности настройки на определенный типоразмер деталей. Автоматическая смена заготовок призматического типа, обрабатываемых на многооперационных станках с ЧПУ, может быть осуществлена двумя принципиально различными способами: с использованием многопозиционных рабочих столов станка, имеющих возвратно-поступательное или поворотное делительное движение, или автономных загрузочных устройств, установленных рядом со станком. При первом способе загрузки на столе станка устанавливают несколько приспособлений-спутников таким образом, чтобы во время обработки заготовки на рабочей позиции на других вспомогательных позициях были возможны снятие обработанной детали или установка очередных заготовок. В большинстве многооперационных станков используют различные схемы автоматической смены столов-спутников с автономными одно-, двух- или многоместными загрузочными устройствами (табл. 16.2). Применение сменных столов-спутников, на которых заготовки предварительно закрепляются, а затем переносятся в рабочую позицию либо переустанавливаются при многопозиционной обработке, контролируются и передаются на межстаночные транспортные средства, даст возможность автоматически сменять заготовки любой формы и обеспечивать их постоянное базирование в процессе обработки.
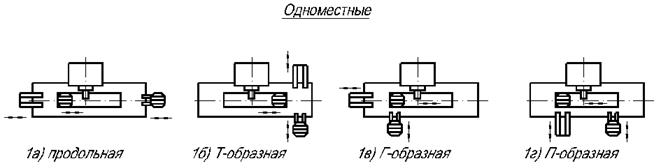
Одноместные загрузочные устройства располагают вдоль продольной оси станка по обе стороны его стола (схема 1а). Цикл смены заготовки включает в себя прямолинейное перемещение стола станка к свободному загрузочному устройству для переустановки на него стола-спутника с обработанной деталью, а затем к другому загрузочному устройству, на котором находится стол-спутник с очередной заготовкой. Для сокращения времени смены заготовки можно использовать дополнительные подвижные каретки, которые при смене стола-спутника одновременно подводятся с двух сторон к зафиксированному в центральной позиции столу станка. Однако в этом случае конструкция загрузочного устройства усложняется.
При Т-образной схеме перемещений столов-спутников (схема 1б) два одноместных загрузочных устройства установлены поперечно по обе стороны стола станка в его крайнем положении, что позволяет произвести смену заготовки при одном продольном перемещении стола в позицию загрузки, а для поперечных перемещений столов-спутников использовать общий привод. Г-образная схема перемещений столов-спутников (схема 1в) предполагает размещение двух одноместных загрузочных устройств под прямым углом друг к другу в одном из крайних положений стола. Широкое применение находит П-образная схема перемещений столов-спутников (схема 1г), расположенных на двух одноместных загрузочных устройствах, которые установлены перпендикулярно к оси стола станка, симметрично относительно его центра.
Конструктивная схема двухместного устройства для многооперационных станков с горизонтальным шпинделем показана на рис. 16.1? Особенностью данной конструкции является использование перемещений стойки станка вдоль оси шпинделя для перестановки столов-спутников с загрузочной платформы на стол станка и обратно. Из-за отсутствия специальных приводов для перемещения столов-спутников конструкция загрузочного устройства при такой схеме упрощается. На неподвижном основании 1 имеются горизонтальные направляющие 2, по которым могут перемещаться салазки 3 с платформами 11 и 12, а на каждой из платформ – поперечные направляющие для столов-спутников 10 и 13. Захватное устройство 5, выполненное в виде оправки с Г-образным пальцем на его конце, устанавливается в одном из гнёзд инструментального магазина 8. При команде на смену заготовки стол 4 станка перемещается в позицию разгрузки, в которой его транспортные направляющие совмещаются с поперечными направляющими свободной платформы 11. Захватное устройство 5 механизмом 7 автоматической смены инструментов устанавливается в шпиндель 6. Шпиндель опускается вниз до уровня стола-спутника 10 и поворачивается в одну из фиксированных угловых позиций, в которой Г-образный палец входит в паз специального замка 15 на столе-спутнике, захватывая его. После этого стол-спутник разжимается и при перемещении стойки 9 вперёд устанавливается на платформу 11. Затем салазки 3 гидроцилиндром 14 передвигаются в позицию загрузки, в которой направляющие стола 4 и платформы 12 совмещаются, а палец схвата входит в паз замка на столе-спутнике 13. При перемещении стойки 9 назад стол-спутник 13 с заготовкой переставляется на стол станка. По окончании смены заготовки оправка поворачивается в исходное угловое положение, освобождая спутник, а затем переносится в инструментальный магазин. Для обеспечения длительной работы станка без вмешательства оператора применяют многоместные загрузочные устройства.
Схема 3а соответствует загрузке станка заготовками, установленными на столах спутниках, с платформ, которые расположены вдоль продольной оси станка с двух противоположных сторон. Многоместное загрузочное устройство, показанное на схеме 3б, обеспечивает параллельное перемещение столов-спутников, перпендикулярно оси стола станка. Многоместные загрузочные устройства можно строить по типу карусельных транспортирующего механизма с поперечным движением стола-спутника в перегрузочной позиции (сема 3в) В связи со сложностью обеспечения стабильной точности при автоматической установке заготовок на разных столах-спутниках применяют дополнительные устройства для контроля действительного положения стола-спутника при установке его на станок с автоматическим вводом коррекции в управляющую программу.
Манипуляторы для смены инструментов Устройства смены инструментов в станках с ЧПУ включают в себя накопители необходимых инструментов (шпиндельные револьверные головки, многопозиционные резцедержатели, инструментальные магазины, склады-стеллажи), автооператоры или манипуляторы с захватными механизмами, зажимные механизмы в шпинделе или резцедержателе, транспортирующие механизмы и устройства управления, обеспечивающие автоматический цикл поиска необходимого инструмента, передачу его в рабочую зону станка, установку в определенной позиции в инструментальном шпинделе или резцедержателе, контроль состояния во время рабочего цикла и возврат в конце цикла в накопитель или на склад.
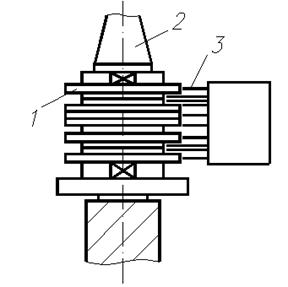
Для магазинов инструментов, наряду с быстродействием устройств, осуществляющих смену инструментов, эффективна заблаговременная подготовка к осуществлению смены с помощью промежуточных транспортных манипуляторов и двухзахватной руки. При подаче команды на смену инструментов магазин 1 начинает вращаться. Поиск нужного инструмента, например 2, заканчивается остановом магазина в положении смены этого инструмента. Поворачивается двухзахватная рука 3 для одновременного захвата сменяемого инструмента 4, закреплённого в шпинделе и инструмента, находящего в магазине. Перемещаясь вдоль осей инструментов, рука извлекает их, устанавливает на новые места, возвращаясь потом в исходное положение 5. При большем числе инструментов (до 40-50) целесообразно использовать многосекционные барабаны или планетарные магазины, представляющие собой либо многоразрядные дисковые устройства, либо многопозиционные инструментальные головки, в каждой позиции которых устанавливается поворотный дисковый магазин с небольшим числом (4-6 шт) инструментов.
Многосекционные инструментальные магазины устанавливают непосредственно на станке или на отдельной стойке. При дальнейшем увеличении вместимости (до 100-140 шт. и более) необходимо применять цепные магазины, устанавливаемые на колонне станка или на отдельном основании и изготавливаемые в виде автономных агрегатов, предназначенных для встройки в гибкие производственные модули. Важным узлом инструментального автооператора является захватное устройство, которое удерживает инструмент за счет силы зажима. Наибольшее распространение получили захватные устройства с радиальным зажимом инструментальной оправки за её цилиндрическую поверхность. Захватное устройство с силовым закреплением состоит из привода (механического, гидравлического или комбинированного) и передаточного механизма, обычно с самотормозящим звеном для повышения надёжности зажима. Примером такого устройства может служить схват клещевого типа (рис. 16.5)? Втулка 1, на которой установлены на осях серьги 2, передвигается вдоль оси схвата вместе со штоком гидро- или пневмоцилиндра (на рис не показан). Противоположные концы каждой серьги 2 шарнирно закреплены на рычагах 3, передние части которых устанавливают сменные зажимные губки 4, имеющие трапицеидальный профиль для захвата инструментальной оправки 5 с V-образной кольцевой канавкой. Ось 6 качания каждого из рычагов 3 закреплена в корпусе 7. разжим инструмента осуществляется при движении штока вперёд, а зажим – при его отходе назад под действием пружины 8. Торцевые шпонки 9, передающие крутящий момент от шпинделя станка на инструмент, при данной конструкции схвата должны быть срезаны (на рис не показано) для свободно прохождения губок 4 схвата над вращающейся вместе со шпинделем оправкой. Конструкция захватного устройства типа охватывающей скобы с фиксирующим устройством показана на рис. 16.6? Скоба 1 с V-образным профилем для захвата инструмента за кольцевую канавку, выполненную на его оправке 2, крепится винтами на поворотной руке 6 автооператора. Фиксатор 3, имеющий такой же поперечный профиль, установлен на рычаге 7, который может поворачиваться относительно руки. Фиксатор к инструментальной оправке при её зажиме прижимается стержнем 4 под действием пружины 5. Отжим выполняется в момент подвода корпуса руки к торцу шпинделя или инструментального магазина, когда стержень 4 устанавливается в специальный паз на подвижном упоре механизма выдвижения руки (на рис не показан).
Кодирование гнёзд магазина выполняют либо кодовыми ключами 4 рис 16.7б, устанавливаемыми в специальные замки 5 рядом с соответствующим инструментом, либо кодовым барабаном с набором 1 кулачков, который установлен в хвостовой части вала 6 магазина (рис. 16.7в) или механически связан с его приводом. Ключи, выполненные в виде пластин, с различными комбинациями проточек или соответствующие каждой позиции магазина комбинациям выступов кулачков на барабане, воздействуют на контактные или бесконтактные микропереключатели считывающего устройства 3. Кодирование гнезд магазина получило широкое применение в станках с ЧПУ главным образом из-за сокращения времени поиска инструмента в связи с возможностью выбора кратчайшего пути для вращения инструментального магазина. Однако цикл работы механизма автономной смены инструментов и устройство его управления в этом случае усложняются. Перспективными являются способы кодирования и поиска инструментов с использованием фотоэлектрических, электромагнитных и других физических эффектов, позволяющие достичь наибольшей компактности конструкции устройства.
Проектирование и расчет манипуляторов Характерными особенностями манипулирующих устройств является короткое время цикла работы, непостоянство массы и момента инерции исполнительных органов, большие динамические нагрузки, колебания и удары в механизмах приводов во время переходных процессов (при разгоне, торможении, реверсе).
Здесь m1, m2 – масса инструментов; r – расстояние между осями автооператора и инструмента; φ – угловое положение автооператора; g - ускорение силы тяжести. Исходя из размеров пространства, которое должен обслуживать манипулятор, необходимо выбрать его кинематическую структурную схему и назначит горизонтальные и вертикальные перемещения, а также углы поворота руки. Определяют допустимые скорости позиционирования Для определения скорости линейного позиционирования в диапазоне перемещений Lx = 0, 05…0, 8 м (Lx – вылет консоли руки манипулятора) может быть использована эмпирическая формула Для определения допустимой быстроходности устройств поворота всей руки относительно вертикальной оси может быть использована формула Определяют время перемещения В манипуляторах используется чаще закон изменения скорости движения, близкий к трапецеидальному. При этом время Т отдельного движения может быть определено по формуле Рассчитывают параметры захватного устройства В зависимости от способа удержания заготовки захватные устройства делят на открытые и закрытые. При использовании открытых захватных устройств заготовки при транспортировании лежат свободно на призмах и удерживаются под действием собственного веса. В закрытых захватных устройствах зажим и разжим заготовок осуществляется с помощью приводов. Их применяют когда требуется точная фиксация заготовки в различных точках её траектории. Характеристики приводов поступательного движения (с гидро – пневмоцилиндрами и другими линейными двигателями) выбирают по расчётным значениям параметров исполнительных механизмов манипуляторов: наибольшей скорости Vmах и предельной нагрузке силой Fmах. По этим значениям и выбранному давлению Р определяют диаметр цилиндра Затем вычисляют расход рабочей жидкости
Популярное:
|
Последнее изменение этой страницы: 2016-05-30; Просмотров: 1040; Нарушение авторского права страницы
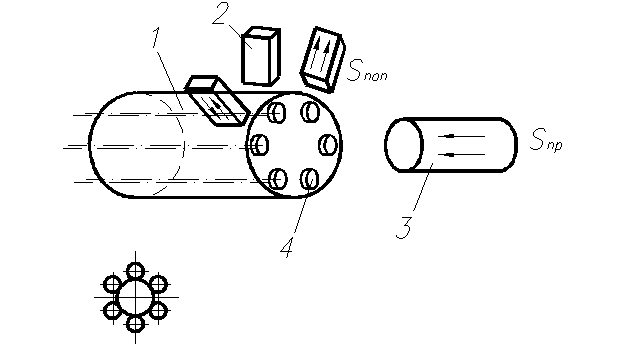 Наибольшее распространение получили многошпиндельные автоматы последовательного действия, на которых заготовки с загрузочной позиции
Наибольшее распространение получили многошпиндельные автоматы последовательного действия, на которых заготовки с загрузочной позиции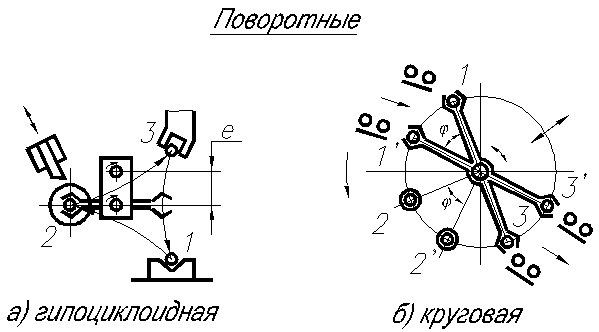

 Двухместные загрузочные устройства в отличие от одноместных имеют две платформы с направляющими для установки на них столов-спутников. При этом платформы имеют собственный общий привод, обеспечивающий либо маятниковый цикл движений вдоль продольной оси станка (схема 2 а), либо поворотное движение на угол 180˚ относительно вертикальной оси (схема 2 б).
Двухместные загрузочные устройства в отличие от одноместных имеют две платформы с направляющими для установки на них столов-спутников. При этом платформы имеют собственный общий привод, обеспечивающий либо маятниковый цикл движений вдоль продольной оси станка (схема 2 а), либо поворотное движение на угол 180˚ относительно вертикальной оси (схема 2 б).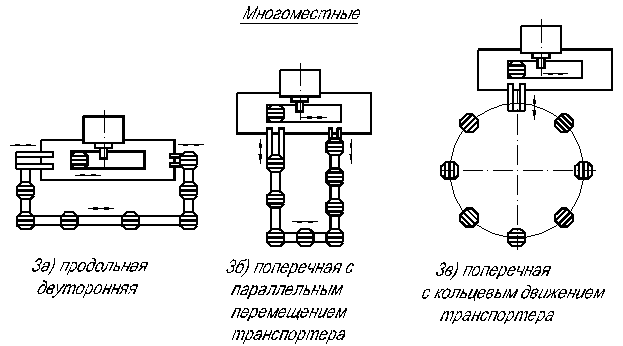
 Конструктивная схема устройства смены инструментов в значительной степени зависит от типа магазина, который, в свою очередь, определяется числом размещаемых инструментов (вместимостью магазина). При относительно небольшой вместимости (не более 20…25 инструментов) применяют дисковые инструментальные магазины, размещаемые непосредственно на шпиндельной бабке станка.
Конструктивная схема устройства смены инструментов в значительной степени зависит от типа магазина, который, в свою очередь, определяется числом размещаемых инструментов (вместимостью магазина). При относительно небольшой вместимости (не более 20…25 инструментов) применяют дисковые инструментальные магазины, размещаемые непосредственно на шпиндельной бабке станка.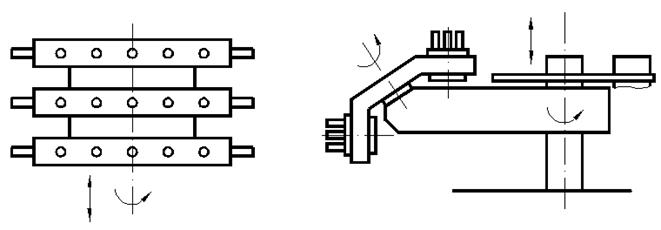
 Для автоматического поиска необходимого инструмента используют различные методы кодирования непосредственно инструментальной оправки или гнезда магазина (рис 16.7а)? Кодирование самих инструментов осуществляют с помощью набора 1 колец, закрепляемых на специальном цилиндрическом пояске оправки 2. Считывающее устройство 3 контактного или бесконтактного типа формирует двоично кодированные сигналы при движении относительно него инструментального магазина. В момент совпадения кода инструмента, заданного управляющей программой, с кодовым сигналом считывающего устройства подаётся команда на останов и фиксацию магазина инструментов. Данный способ кодирования позволяет располагать инструменты в произвольном порядке, что упрощает обслуживание станка с ЧПУ. Однако при этом усложняется конструкция инструментальной оправки, снижается её жёсткость, увеличивается масса магазина и время поиска инструмента.
Для автоматического поиска необходимого инструмента используют различные методы кодирования непосредственно инструментальной оправки или гнезда магазина (рис 16.7а)? Кодирование самих инструментов осуществляют с помощью набора 1 колец, закрепляемых на специальном цилиндрическом пояске оправки 2. Считывающее устройство 3 контактного или бесконтактного типа формирует двоично кодированные сигналы при движении относительно него инструментального магазина. В момент совпадения кода инструмента, заданного управляющей программой, с кодовым сигналом считывающего устройства подаётся команда на останов и фиксацию магазина инструментов. Данный способ кодирования позволяет располагать инструменты в произвольном порядке, что упрощает обслуживание станка с ЧПУ. Однако при этом усложняется конструкция инструментальной оправки, снижается её жёсткость, увеличивается масса магазина и время поиска инструмента.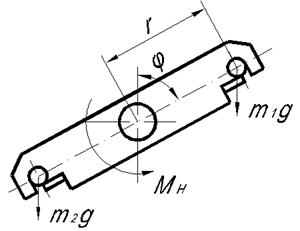 Особенностью манипуляционных устройств является их неуравновешенность из-за переменности масс исполнительных органов, вследствие чего возникает дополнительный момент сопротивления, изменяющийся в зависимости от положения этих органов при движении. На рис. показана расчётная схема для определения момента неуравновешенности Мн для автооператора механизма смены инструментов с горизонтальной осью вращения.
Особенностью манипуляционных устройств является их неуравновешенность из-за переменности масс исполнительных органов, вследствие чего возникает дополнительный момент сопротивления, изменяющийся в зависимости от положения этих органов при движении. На рис. показана расчётная схема для определения момента неуравновешенности Мн для автооператора механизма смены инструментов с горизонтальной осью вращения.
 , где
, где  - погрешность позиционирования; М – масса объекта манипулирования.
- погрешность позиционирования; М – масса объекта манипулирования. , где
, где  - угловая скорость, φ – угол поворота руки, δ – погрешность углового позиционирования.
- угловая скорость, φ – угол поворота руки, δ – погрешность углового позиционирования. где L – длина перемещения; ак - ускорение при торможении-разгоне; К – коэффициент; V0 – скорость установившегося (равномерного) движения.
где L – длина перемещения; ак - ускорение при торможении-разгоне; К – коэффициент; V0 – скорость установившегося (равномерного) движения. , где b – коэффициент, зависящий от типа уплотнений штока цилиндра (b=1, 1…1, 5).
, где b – коэффициент, зависящий от типа уплотнений штока цилиндра (b=1, 1…1, 5). , где S – площадь поршня.
, где S – площадь поршня.