|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
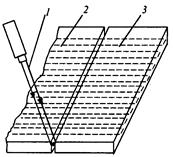
Технология жгутового монтажа.
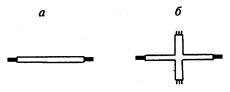
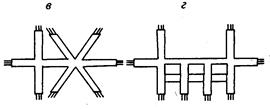
Конструкции жгутов определяются особенностями конструкций аппаратуры и требованиями к обслуживанию. Жгуты (рис.7.10) делятся на межблочные и внутриблочные, которые в свою очередь подразделяются на простые (прямые) (а), с ответвлениями (б), сложные (в), с замкнутыми ветвями (г).
Рис.7.10.Виды жгутов
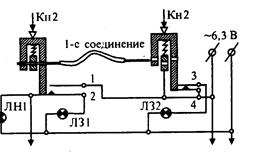
В зависимости от конструкции жгута для его изготовления применяют плоские и объемные шаблоны. Плоский шаблон представляет собой основание из изоляционного материала, на котором нанесен рисунок жгута и в соответствии с трассировкой расположены металлические шпильки с изоляционными трубками. Для фиксации концов проводов предусмотрены специальные зажимы. Между шпильками укладывают монтажные провода. Повышения производительности изготовления жгутов и исключения ошибок монтажа добиваются путем применения электрифицированных шаблонов, в которых концы монтажных проводов фиксируются специальными зажимами, электрически связанными с сигнальными лампочками. Лампочки и зажимы коммутированы таким образом, что при правильной укладке и фиксации провода загораются поочередно лампочки 1-й трассы, затем 2-й и т д. (рис.7.11.).
Рис.7.11.Схема электрифицированного шаблона
Провод прокладывается по трассе шаблона, лампочки при этом гаснут, а загорается красная контрольная лампочка, подтверждающая правильность укладки. Например, при подаче питания 6, 3 В загораются две зеленые лампочки Л31 и Л32. При закреплении конца провода кнопкой-зажимом Кн1 размыкаются контакты 1 и 2 цепи питания лампочки Л31 и 3, 4 лампочки Л32. При этом загораются красная контрольная лампочка ЛН1 и лампочки для следующей цепи. Первоначально разработку конструкции жгута осуществляют на макете. Укладывают провода согласно монтажной или принципиальной схеме, концы проводов маркируют с двух сторон бирками с указанием номера трассы (1-2; 1-6; 3-5 и т. д.), после чего измеряют их длину и заносят данные в таблицу монтажных соединений; например, при соединении контактов реле Р2 с разъемом Ш1 таблица имеет вид табл. 7.1.
Таблица 7.1. Таблица монтажных соединений.
При раскладке жгутов соблюдают следующие правила: – экранированные провода должны быть внутри жгута, поэтому с них начинают раскладку; – внутри жгута укладывают короткие провода малых сечений; – длинные провода укладывают снаружи с образованием лицевой стороны; – шаг вязки жгутов выбирают в зависимости от площади сечения жгута, количества проводов и диаметра жгута по табл. 7.2.
Таблица 7.2. Шаг вязки жгутов
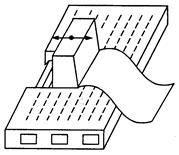
Кроме того: – концы жгута должны иметь бандажи и оконечные узлы; – для защиты от механических повреждений жгут по всей длине или на отдельных участках обматывают изоляционной лентой; – жгут на каркасе крепят металлическими скобками с установкой под – отверстия в каркасе, через которые проходят жгуты, должны иметь закругленные кромки и резиновые втулки; – при пайке проводов жгута обязательно применяют их механическое Если аппаратура предназначена для работы в условиях тряски и вибрации, концы проводов огибают вокруг лепестков на 1-2 оборота и обжимают. Запрещается паять незакрепленные концы (встык и внахлестку). Для большинства монтажных соединений, допускающих нагрев до 280°С, применяется припой ПОС 40, для наиболее ответственных соединений применяют припой ПСр 2, 5, который содержит 2, 5 % Ag, 5, 5 % Sn и 92 % Pb и имеет температуру кристаллизации 305°С. Для пайки проводов, допускающих нагрев до 230°С, применяют припой ПОС61. Для механизации операций изготовления жгута в условиях серийного производства используют конвейерные линии. В этом случае технологический процесс разбивают на ряд простых операций; например, на одном рабочем месте осуществляют раскладку проводов одного сечения и марки. Такт работы составляет 5-7, 5 с. Конвейер для изготовления жгутов замкнут в горизонтальной плоскости и транспортирует шаблоны с помощью тележек. Он оснащается пистолетами для вязки жгутов, приспособлениями для снятия изоляции и лужения. Для раскладки жгутов разработан автомат с программным управлением модели KL-327, выполняющий следующие операции: – выбор провода и подготовку его к раскладке по расцветке и сечению; – крепление начала проводника обмоткой вокруг шпильки на шаблоне; – раскладку провода; – обрезку провода. Автомат раскладывает провода марки МГШВ сечением до 0, 5 мм2 со скоростью 10 м/мин. Наибольшее количество раскладываемых цепей – 102, габаритные размеры жгутов – до 1000× 400 мм. Для изготовления жгутов используют РТК, которые включают: – робот-манипулятор (РМ-01), – универсальный шаблон, – сменную оснастку робота (схваты, механизм раскладки провода). Средняя скорость укладки проводов не менее 0, 25 м/с. Плоские ленточные кабели (ПЛК) применяют для электрического межблочного монтажа в ЭВМ и другой ЭА. Кабели обеспечивают передачу ВЧ-сигналов с высокой стабильностью характеристик, обладают достаточным теплоотводом, устойчивы к климатическим воздействиям. Использование плоских кабелей позволяет уменьшать габариты и массу аппаратуры по сравнению с объемным монтажом, вести монтаж в трех плоскостях, чему способствует гибкость кабелей. Основными элементами гибких кабелей являются многожильные ленточные проводники и специальные соединители. Плоские ленточные кабели могут быть опрессованными, плетеными, ткаными и печатными. Ленточные опрессованные кабели имеют токоведущие жилы из меди с гальваническим покрытием серебром, оловом или никелем, которые изолированы друг от друга путем опрессовки в пластмассовую ленту из обычного или облученного полиэтилена, поливинилхлорида, полиимида, лавсана или стекловолокна. Кабели марок ПЛП и КППР предназначены для фиксированного внутри- и межблочного монтажа, ПЛП МО – для монтажа подвижных устройств, ЛЛПС – для монтажа цепей, работающих при напряжении 115 В и частоте 5000 Гц, ПЛМ – для фиксированного монтажа ПП. Ленточные высокочастотные кабели с группами жил типа ПВП и ЛПВЛ применяют для монтажа блоков ЭВМ с электрическим напряжением до 100 В и частотой до 1 кГц. Ленточные плетеные провода марок ЛФ и ЛФЭ имеют скрученные из медной посеребренной проволоки токоведущие шины, расположенные в один ряд и скрепленные нитью, пропитанной лаком. Они предназначены для работы в цепях с напряжением до 100 В и частотой 5 кГц. Ленточные тканые провода изготавливают из обычных монтажных проводов марок МГШВЭ, МГШП, МГТФ с саржевым переплетением плотностью 8-10 нитей на 1 см. Гибкие печатные кабели представляют собой систему печатных проводников, расположенных на диэлектрическом основании. Их изготавливают из фольгированных гибких диэлектриков марок ФДМ-3, НС-1, ФД-1 химическим методом. Многослойные печатные кабели получают прессованием нескольких однослойных или двусторонних ПП с металлизированными монтажными отверстиями. Подготовка ленточных проводов к монтажу включает мерную резку, удаление изоляции с концов провода, нанесение покрытия на оголенные токоведущие жилы. Изоляцию удаляют механическим, термомеханическим и химическим методами. Механическую зачистку ленточных проводов с фторопластовой изоляцией, имеющей слабую адгезию с токоведущими шинами, осуществляют строганием с продольным перемещением резца. Резец по ширине больше ленточного провода и удаляет изоляцию в течение нескольких секунд. Применяют возвратно-поступательное движение резца шириной 2, 0-2, 5 мм с углом при вершине 30°. Резец удаляет изоляцию полосками, равными его ширине (рис. 7.12).
Рис. 7.12.Механическое удаление изоляции с ленточного провода
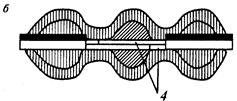
Изоляцию удаляют также путем шлифования абразивными кругами. Круги из стекловолокна диаметром 30-55 мм вращаются со скоростью до 45 м/с. В результате абразивного и теплового воздействия происходит размягчение термопластичной изоляции и механическое удаление ее вращающимися кругами. Примером термического удаления изоляции является лазерная зачистка. Сфокусированный луч лазера 1 испаряет изоляцию на небольшом участке ленточного провода 2, затем удаляемый участок 3 легко механически снять с провода (рис. 7.13). Мощность лазерной установки 30 Вт, скорость удаления 0, 09-0, 36 м/мин.
Рис. 7.13.Удаление изоляции с ленточного провода с помощью лазера..
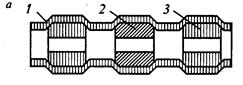
Для защиты медных токоведущих жил ленточного провода от окисления и для обеспечения пайки или сварки на них наносят гальванические покрытия никелем, золотом, сплавами серебро – сурьма, олово – висмут. В процессе сборки и монтажа ленточных кабелей применяют неразъемные и разъемные электрические соединения проводов. Неразъемные соединения обеспечивают постоянные внутриплатные, межплатные, межблочные, межкабельные соединения, разъемные – возможность периодического подключения и отключения ленточного кабеля. Неразъемные монтажные соединения выполняют пайкой, сваркой, обжиганием, врезанием, накруткой, для разъемных применяют различные по конструкции разъемы. Паяные неразъемные межкабельные соединения получают с помощью термоусадочных паяльных муфт типа «термофит» (рис. 7.14).
Рис. 7.14. Соединение ленточных проводов паяльными муфтами (а) и загерметизированное соединение (б). Муфта состоит из изоляционной оболочки 1, кольца припоя 2, содержащего флюс, и двух уплотнительных герметизирующих колец 3. Оболочку из термоусадочного материала (поливинилхлорид, фторопласт, политетрафторэтилен) формуют и подвергают гамма-облучению, в результате которого в структуре материала возникают поперечные связи в молекулярных цепях, а материал приобретает свойство термоусадки, т. е. после быстрого нагревания дает усадку до первоначальных размеров перед размягчением. В муфту с двух сторон вводят соединяемые проводники 4 и нагревают ее в тепловом рефлекторе или источнике ИК-облучения. В процессе нагревания происходит расплавление кольца припоя и его деформация – усадка оболочки и образуется изолированное герметизированное соединение. Уплотнительные кольца могут иметь и плоскую прямоугольную форму для соединения ленточных проводов с плоскими шинами. Популярное:
|
Последнее изменение этой страницы: 2016-05-30; Просмотров: 1452; Нарушение авторского права страницы