|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
СЫРЬЕВЫЕ МАТЕРИАЛЫ ДЛЯ ПРОИЗВОДСТВА АСБЕСТОЦЕМЕНТНЫХ ЛИСТОВСтр 1 из 8Следующая ⇒
ВВЕДЕНИЕ Асбестоцементное производство является достаточно сильным источником загрязнения атмосферного воздуха, так как одним из основных компонентов для производства асбестоцементного шифера является асбест. По степени воздействия на организм человека асбест относят к III классу опасности. В мире проводится большое количество научных исследований на предмет влияния асбеста на организм человека и окружающую среду. Обилие противоречивых данных порою ставит в тупик, как потребителей, так и производителей. Наиболее часто встречающимся и широко используемым асбестом является хризотил-асбест. Уникальное сочетание высокой механической прочности волокна, значительной адсорбционной емкости, огне- и теплоустойчивости, щелочеустойчивости и способности образовывать устойчивые композиции с различными неорганическими и органическими вяжущими материалами сделали хризотил-асбест незаменимым при производстве более 3000 видов промышленных изделий. Актуальность данной работы очевидна. Поскольку заменителей, обладающих уникальными свойствами хризотил-асбеста, в мире пока не найдено. А искусственные минеральные волокна, используемые в роли заменителей, получают ценой больших энергозатрат, необходимых для расплавления каменного сырья. Единственной возможностью снизить вредное воздействие на окружающую природную среду и здоровее человека является модернизация очистных сооружения на предприятии. А возможно и вовсе введение инновационных технологий, предотвращающих образования вредных газообразных веществ и пылевидных частиц в атмосферный воздух.
СЫРЬЕВЫЕ МАТЕРИАЛЫ ДЛЯ ПРОИЗВОДСТВА АСБЕСТОЦЕМЕНТНЫХ ЛИСТОВ
Технологический процесс производства всех видов материалов и изделий определяется свойствами применяемого сырья и теми требованиями, которые предъявляются к выработанным материалам и изделиям. Основным сырьем для изготовления асбестоцементных листов являются трех компонентов: асбеста, цемента и воды. Сырьевая смесь (в расчете на массу сухих веществ) содержит в среднем 85 % цемента и 15 % асбеста.
ХРИЗОТИЛ-АСБЕСТ Асбестом называют группу минералов, имеющих волокнистое строение и при механическом воздействии способных распадаться на тончайшие волокна. В производстве асбестоцементных листов применяют хризотил-асбест. Химический состав хризотил-асбеста выражается формулой 3MgO-2Si02-2H20. По химическому составу асбестовые минералы являются водными силикатами магния, железа, кальция и натрия. Промышленную ценность асбестовых минералов определяют следующие их свойства: длина волокон, эластичность, прочность, способность при механическом воздействии распадаться на тончайшие волокна, химическая стойкость при воздействии на них кислот и щелочей, способность выдерживать без существенного изменения физических свойств высокие температуры. Асбест обладает большой адсорбционной способностью. А в смеси с портландцементом при смачивании водой он хорошо удерживает на своей поверхности продукты гидратации цемента, связывающие волокна асбеста. Большое влияние на качество продукции оказывает длина волокон асбеста. Это основной признак деления асбеста на сорта. Для производства асбестоцементных изделий применяют коротковолокнистый асбест—3, 4, 5 и 6 сортов с длиной волокон от 10 мм до нескольких сотых мм. Иногда часть асбеста (10-15%) заменяют базальтовой или шлаковой минеральной ватой. Таблица 1 – Сорта и марки асбеста, применяемого для производства асбестоцементных изделий
Асбест с большей длинной волокна не используют, так как в ковшевой мешалке он скручивается в жгуты, тем самым снижая армирующую способность волокон асбеста. Рисунок 1 – Волокна хризотил-асбеста (рентгеноспектральный анализ) ПОРТЛАНДЦЕМЕНТ М400
В качестве вяжущего компонента при производстве асбестоцементных листов используют специальный портландцемент для асбестоцементных изделий. В данном случае применяется портландцемент М400. Такой цемент характеризуется: быстрым нарастанием прочности, как в начале, так и в последующие сроки твердения, замедленным началом схватывания (не ранее 1, 5 ч) и достаточно большой тонкостью помола, необходимой для того, чтобы создать значительную поверхность сцепления между цементом и тонко распушенными волокнами асбеста. Этот цемент не должен иметь минеральных добавок (кроме гипса). Нарастание прочности изделия должно происходить достаточно быстро для перехода полуфабриката в готовую продукцию. Количество добавок в цементе устанавливают с согласия потребителя, но не более 3% (за исключением гипса). Гипс же добавляют для регулирования сроков схватывания в количестве не менее 1, 5% и не более 3, 5% от массы цемента. ВОДА
В производстве асбестоцементных листов вода потребляется на приготовление асбестоцементной смеси и промывку сукон и сетчатых цилиндров формовочной машины. Вода, применяемая для производства асбестоцементных изделий, не должна содержать глинистых примесей, органических веществ и минеральных солей. Глинистые частицы, осаждаясь на поверхности асбестовых волокон, уменьшают их сцепление с цементом, затрудняют фильтрацию асбестоцементной суспензии и снижают механическую прочность изделий. Производство асбестоцементных листов связано с большим расходом воды. В отходящей воде содержится значительное количество асбеста и цемента, поэтому ее возвращают в технологический цикл обратно. Работа на оборотной технологической воде позволяет не только избежать загрязнения среды, но и дает преимущества. Насыщенность оборотной воды ионами Са и При смешивании асбеста с портландцементом и водой волокна асбеста равномерно распределяются в массе цемента, при этом каждое волокно оказывается окруженным цементным тестом. Адсорбируя выделяющийся при твердении цемента гидроксид кальция и другие продукты гидратации цемента, асбест уменьшает их концентрацию в растворе. В результате этого схватывание и твердение цемента ускоряются, он прочно связывается с волокнами асбеста. Вследствие дальнейшей кристаллизации продуктов гидратации цемента прочность связи волокон асбеста с цементным камнем в асбестоцементных изделиях возрастает.
ДОСТАВКА СЫРЬЯ НА СКЛАД
ПОРТЛАНДЦЕМЕНТ М400
Доставка цемента от подрельсовых складов до склада предприятия привозится автоцементовозом. Автоцементовоз представляет собой цистерну с оборудованием для перевозки цемента. По ГОСТу 27614-93 эти машины в зависимости от способа загрузки и разгрузки цемента подразделяют на два типа: автоцементовозы с пневморазгрузкой и автоцементовозы с пневморазгрузкой и пневмосаморазгрузкой. Так же, автоцементовозы в зависимости от массы перевозимого груза подразделяют на типоразмеры: 11; 13, 5; 14, 7; 15; 20; 25; 30 т. По каждому типоразмеру допускается превышение массы перевозимого груза до 1 т. Автоцементовоз имеет следующее устройство. На автомобиль-тягач устанавливают под углом 7 – 9 градусов цистерну-полуприцеп. Наклон цистерны обеспечивает лучшую подачу цемента к разгрузочному устройству. Передняя часть цистерны опирается на седельное устройство тягача, задняя, через кронштейн и рессоры, - на оси ходовых колес. Цистерна имеет цилиндрическую или эллиптическую форму со специфическими днищами. На внешней стороне цистерны смонтированы опорные стойки, система воздухопроводов, влагомасло-отделитель, крылья колес тяги, лестница и площадка для обслуживания. В верхней части цистерны имеется два люка для загрузки цемента, внутри цистерны смонтировано оборудование для разгрузки цемента пневматическим способом.
Рисунок 5 – Автоцементовоз (а) и его цистерна (б) 1 – цистерна-полуприцеп; 2 – компрессор; 3 – тягач; 4 – опорная стойка; 5 – площадка для обслуживания; 6 – лестница; 7 – загрузочный люк; 8 – отоок; 9 – аэролоток; 10 – пробковый кран; 11 – разгрузочный патрубок; 12 – рукав подачи воздуха на продувочную форсунку; 13 – обратный клапан; 14 – влагомаслоотделитель; 15 – воздуховод к аэролоткам; 16 – спускной кран; 17 – труба для выравнивания давления.
ХРИЗОТИЛ-АСБЕСТ
Внастоящее время для асбестоцементной промышленности организуется поставка асбеста заранее отшихтованного в определенные сорта и спрессованного в брикеты небольшой величины. Применение шихтованного брикетного асбеста позволяет полностью механизировать погрузо-разгрузочные работы и автоматизировать технологические процессы заготовительных отделений. Транспортирование партий мешков с асбестом осуществляется бортовым КамАЗом-43118 грузоподъемностью 11 т. Мешки должны быть тщательно укрыты брезентом или пленкой. Внутри машины предусмотрено приспособление для фиксации поддонов.
Рисунок 6 – КамАЗ-43118 бортовой. Габаритные размеры РАЗГРУЗКА СЫРЬЯ ПОРТЛАНДЦЕМЕНТ М400
Разгрузка пневматическим способом предусматривает подачу воздуха через трубу под давлением к аэролоткам. Аэролоток представляет собой перфорированный стальной лист, на котором расположена проволочная сетка и ткань. Поступая под нижнюю часть аэролотка, сжатый воздух проходит через отверстия стального листа, просачивается струйками через ткань и насыщает нижний слой цемента. Смешиваясь со сжатым воздухом. Цемент приобретает текучесть и двигается к разгрузочному устройству. Под давлением цемент можно транспортировать и в другую емкость, расположенную на высоте 15-20 м.
Рисунок 7 – Схема разгрузки автоцементовоза 1 – автоцементовоз; 2 – бункер для цемента (силос); 3 – устройство для выдачи цемента. Для разгрузки цемента к патрубку присоединяют рукав, направляющий цемент в емкость, и открывают пробковый кран. Аэрированный цемент проходит пробковый кран и с помощью продувочной форсунки, создающей разряжение у пробкового крана, попадает в струю сжатого воздуха, который подается в емкость. На аэролотки цемент ссыпается с помощью откосов, изготовленных из листовой стали и установленных под углом 45 – 50 градусов к горизонтальной плоскости. Для создания необходимого давления воздуха на шасси автомобиля тягача устанавливают ротационный компрессор. Для очистки нагнетаемого воздуха от влаги и масла на компрессор установлен влагомаслоотделитель. Такой способ разгрузки исключает потери цемента, имеющие место при ручной загрузки, и улучшает условия труда. ХРИЗОТИЛ-АСБЕСТ Асбест доставляют на предприятие в бортовом КамАЗе. Разгрузка производится вилочным универсальным погрузчиком ТВЭКС ВП-05. Вилочный универсальный погрузчик (автопогрузчик) применяют для разгрузки, транспортирования на небольшие расстояния и штабеллирования.
Рисунок 8 – Вилочный универсальный погрузчик ТВЭКС ВП-05
Рисунок 9 – Габаритные размеры ТВЭКС ВП-05
Таблица 2 – Технические характеристики. Погрузчик ВП-05
СКЛАД СЫРЬЯ ПОРТЛАНДЦЕМЕНТ М400
При хранении в больших емкостях цемент, особенно, если он содержит даже небольшое количество влаги, слеживается, при разгрузке часто образует своды. Эти своды затрудняют разгрузку емкостей и, кроме того, при обрушении могут вызвать аварию. Поэтому цемент при разгрузке аэрируют, т. е. вводят в него воздух. Это исключает возможность образования сводов. Воздух, медленно протекая между зернами цемента, придает им большую подвижность, и аэрированный цемент приобретает текучесть. Помимо гарантии от образования сводов аэрирование позволяет полностью разгрузить силос. Цемент из силоса пневматическим транспортом направляют в расходные бункера асбестоцементного завода.
Рисунок 10 – Силос для хранения цемента
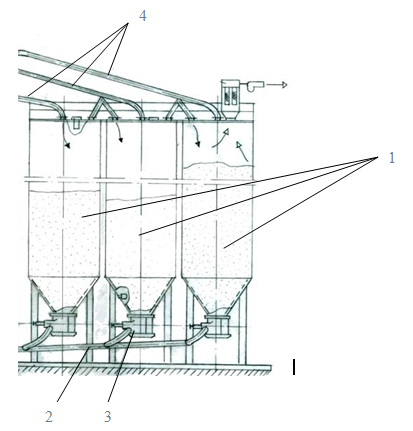
Рисунок 11 – Схема силосного склада цемента 1 – силосная емкость; 2 – донный разгружатель; 3 – трубопровод (для разгрузки цемента в расходный бункер); 4 – рукав, направляющий цемент в силос. При хранении цемент поглощает из воздуха пары воды и медленно гидратируется. Этот процесс протекает интенсивнее, когда цемент свободно омывается воздухом или хранится в сыром помещении. Если цемент находится в таких условиях, то сохранять активность длительное время он не может. ХРИЗОТИЛ-АСБЕСТ
Брикетированный асбест выпускают двух марок – шиферный и трубный. Складирование указанных сортов асбеста может быть организованно в силосах или бункерах. При использовании шихтированного асбеста дозирование его будет заключаться только в отвешивании порции без составления шихты. Запас асбеста на предприятии должен быть рассчитан, в зависимости от удаленности от месторождения асбеста, от двухнедельной и до полуторамесячной потребности в нем. Для его хранения используют закрытый склад. Склад асбеста примыкает непосредственно к отделениям распушки асбеста и приготовления асбестоцементной массы (заготовительному отделению). БЕГУНЫ Наиболее распространенный аппарат на первой стадии распушки – бегуны. Боле эффективен мокрый способ, так как вода, проникая в микрощели, оказывает расклеивающее действие. Кроме того повышается эластичность волокон. Асбест с авторастаривателя подается на бегуны, с помощью которых производится отделение его волокон друг от друга (распушка асбеста). Бегуны представляют собой два катка катящиеся в горизонтальной чаше. Под давлением катков смоченных водой волокна обминаются, расщепляются и перемешиваются.
Рисунок 21 – Бегуны 1 – основание машины; 2 – чаша; 3 – катка. Над приемной частью конвейеров подачи асбеста в бегуны установлены пылеуловители, подключенные к аппаратами для очистки воздуха
ГОЛЛЕНДЕР Окончательная распушка асбеста осуществляется в голлендере. Ванну голлендера заполняют примерно на 50% ее емкости осветленной рекуператорами водой. Затем в нее загружают определенную весовую порцию асбеста, который постепенно распределяется во всем объеме воды. Так как этот асбест уже обработан бегунами, то в результате этой обработки связь между волоконцами в пучках необработанного асбеста резко ослаблена. Голлендер должен разбить эти пучки на тончайшие волоконца.
Рисунок 22 – Схема рабочей части голлендера без вспомогательных деталей 1 – ванна; 2 – перегородка; 3 – вал; 4 – барабан; 5 – шкив; 6 – канал; 7 – канал; 8 – съемный кожух; 9 – «горка»; 10 – «планка»; 11 – чугунная пробка; 12 – патрубок; 13 – стальные ножницы. Он состоит из чугунной ванны 1, разделенной в средней части перегородкой 2. Эта перегородка делит среднюю часть ванны на два канала 6 и 7. В канале 6 ванны на валу 3 установлен барабан 4 с укрепленными по его образующим стальными ножами 13. Барабан приводится в быстрое вращение через шкив 5 ременной передачи при помощи электродвигателя. В наиболее низкой части дня ванны установлен патрубок 12, закрывающийся чугунной пробкой 11, через который выливается масса после завершения процесса. От выпускного патрубка к барабану дно ванны идет с неготорым подъемом, затем оно круто поднимается огибая барабан, и после этого сначало круто, а затем медленно снижается к выпускному патрубку. Возвышенную часть 9 дна называют «горкой». Ее назначение – увеличивать скорость движения содержимого ванны в каналах 6 и 7. Чтобы масса не разбрызгивалась вращающимися барабаном, его закрывают съемным кожухом 8. Под барабаном в дне ванны установлена рама со стальными ножами 10, расположенными под небольшим углом к ножам барабана. Эту раму с ножами называют «планкой». Обращенные к барабану кромки ножей планки создают поверхность, концентричную поверхности, образуемой ножами барабана. Подшипники вала 3 подвешаны на стержнях, которые винтовым механизмом могут подниматься и опускаться, изменяя величину зазора между ножами барабана и планки.
СМЕСИТЕЛЬ
Рисунок 22 – Смеситель параллельного типа 1 – электропривод; 2 – металлический чан с конусным дном; 3 – патрубок для загрузки цемента; 4 – цилиндрический диффузор; 5 – трехлопастной пропеллер; 6 – патрубок для асбестовой суспензии; 7 – вращающий вал; 8 – электродвигатель; 9 – автоматически открывающийся клапан; 10 – патрубок для воды из рабочего рекуператора; 11 – патрубок для слива готовой асбестоцементной массы.
КОВШОВАЯ МЕШАЛКА
Применяемые в настоящее время в асбестоцементной промышленности аппараты для приготовления асбестоцементной массы в основном переодического действия, а формировочные машины надо питать такой массой непрерывно. Для создания запаса асбестоцементной массы устанавливают ковшовую мешалку.
Рисунок 23 – Ковшовая мешалка (вертикальный разрез) 1 – привод; 2 – чан; 3 – лопасти; 4 – крестовины; 5 – люк для чистки и смены ковшей; 6 – ковшовое колесо; 7 – приемная коробка; 8 – люк для смыва массы и промывки чана; 9 – вал. Ковшовая мешалка состоит из металлического чана 2, имеющего форму усеченного конуса (с малым углом при вершине) несколько суживающегося в сторону привода перемешивающего устройства. По оси этого чана установлен вал 9, приводимый во вращение через привод 1 электродвигателем. На валу укреплены крестовины 4 с лопастями 3. В переднем конце чан имеет узкую раструбную полость, в которой вращается каркасный круг с укрепленными на нем ковшами 6, называемый ковшовым колесом. В торцевой стенке чана, примыкающей к ковшовому колесу, с внутренней ее стороны установлена приемная коробка 7, слив из которой выходит наружу. Ковши колеса зачерпывают асбестоцементную массу из чана и сливают ее в приемную коробку. Люк 5 служит для чистки и смены ковшей, а люк 8 – для слива массы и промывки чана. Не следует пополнять мешалку тогда, когда в ней много массы, так как при длительном нахождении масса «стареет», т.е. зерна цемента покрываются гидратным гелем, содержащим много воды. Это повышает водоцементное отношение в сформированных изделиях и их пористость после затвердевания. Из мешалки асбестоцементная масса желобом направляется в ванны сетчатых цилиндров формовочной машины. Концентрация массы в мешалке несколько выше, чем это необходимо для работы круглосеточной машины. Для получения массы нужной концентрации в желоб, подводящий асбестоцементную массу к формировочной машине, непрерывно вводят воду, отбираемую из нижней части рекуператоров.
СМ-943А
Рисунок 24 – Схема трехцилиндровой круглосеточной машины Сеточная часть машины имеет три ванны 1 с расположенными в них сетчатыми цилиндрами 2. Между торцами цилиндров и боковинами ванн расположены ленточные уплотнения, предотвращающие утечку суспензии из ванны внутрь цилиндров. Уплотняющие ленты закреплены на упорах 3. В ваннах имеются лопастные мешалки 4, перемешивающие асбестоцементную суспензию, поступающую в ванну через отсек 6, отделенный перегородкой 7, защищающей от смыва слой, образующийся на поверхности цилиндра. В днище ванн имеются люки для их промывки и аварийного слива суспензии. На листоформовочном агрегате СМ-943 сетчатые цилиндры имеют диаметр 1000 мм и длину 1400 мм. Они представляют собой каркасную конструкцию, состоящую из вала, спиц и колец, на которые опираются расположенные по образующей цилиндра стальные планки. Между планками оставлены щели для сброса фильтрата шириной 10 мм, площадь сечения которых составляет 65% всей поверхности цилиндра. На цилиндры одеваются с натяжением две сетки - нижняя из латуни и верхняя из фосфористой бронзы. Нижняя сетка крепится к каркасу цилиндра проволоками, а концы верхней сетки спаиваются встык или внахлестку. Глубина погружения сетчатых цилиндров в суспензию около 70% их диаметра. Для промывки сетки цилиндров устанавливаются спринклерные трубки 5. К поверхности сетчатых цилиндров отжимными валами 8, установленными на раме 12, прижимается сукно 11. Давление валов на сетчатый цилиндр создается их собственной массой и гидроцилиндрами 9. Впереди отжимных валов установлены водоотгонные валики 10, не допускающие растекания по сукну воды, отжимаемой валами.
Рисунок 25 – схема трехцилиндровой круглосеточной машины Сетчатый цилиндр и ванна Ванны и сетчатые цилиндры нумеруются по ходу сукна: первые ванна и цилиндр принимают сукно, а над третьим цилиндром сукно огибает отжимной вал и движется к вакуум-коробке 13. За вакуум-коробкой установлено центрирующее устройство 14, автоматически удерживающее сукно в рабочем положении так, чтобы ось сукна совпадала с осью машины. После вакуум-коробки сукно движется к форматному барабану 25 и проходит три ступени отжатия: дополнительными прессовыми валами 16, 17 и основным прессовым валом 18. Давление между прессовыми валами и форматным барабаном создается гидроцилиндрами 19. Огибая основной прессовый вал, сукно подходит к сукноочистительному устройству, состоящему из разгонного вал 20, сукнобойки 21 и промывных трубок 22. Промытое влажное сукно движется к натяжному устройству 23, затем отжимается между валиками 15 и направляется к первой ванне, чтобы начать новый рабочий цикл. Движение машине сообщает главный привод, соединенный с основным прессовым валом 19. Последний передает вращение соприкасающемуся с ним форматному барабану 25, а он в свою очередь - прессовым валам16 и 17. Техническое сукно, зажатое между форматным барабаном и основным прессовым валом, выполняет роль приводного ремня, приводящего в движение сетчатые цилиндры и лежащие на них отжимные валы. Листоформовочная машина работает следующим образом. На холостом ходу с включенными промывными трубками замачивают сукно, регулируют его натяжение, проверяют исправность отдельных узлов машины. Затем машину останавливают, включают приводы, вращающие мешалки в ваннах, и подают в ванны асбестоцементную массу. После того как она наполнит ванны до рабочего уровня, отстоящего на 10-12 см от бортов, производят рабочий пуск машины. Асбестоцемент фильтруется сквозь сетки цилиндров под влиянием разности уровней в ванне и в полости цилиндров. Вода и тонкие фракции асбестоцемента (до 10% по массе сырья) проходят сквозь сетки, а основная масса асбестоцементных частиц откладывается на поверхности сетчатого цилиндра в виде влажного слоя. Этот слой образуется на работающих цилиндрах и снимается с их поверхности сукном. Одновременно со снятием слоев происходит и уплотнение их за счет давления отжимных валов. Влажность слоя снижается. Слои, снятые с трех сетчатых цилиндров, транспортируются сукном к вакуум-коробке. Последние стадии уплотнения и обезвоживания слоя асбестоцемента, лежащего на сукне, осуществляются форматным барабаном и прессовыми валами. Давление между форматным барабаном и прессовыми валами нарастет. В результате уплотнения влажность асбестоцемента снижается. Слой снимается с поверхности сукна на поверхность форматного барабана. Снимаемые с сукна слои навиваются на форматный барабан, пока толщина асбестоцемента на его поверхности не достигнет заданной толщины листа. Тогда по сигналу толщиномера 26 автоматически включается срезчик 24, накат на ходу машины разрезается по образующей и снимается с форматного барабана на транспортер резательного устройства, а на форматном барабане навиваются слои для следующего наката. Отдав асбестоцемент форматному барабану, сукно промывается от загрязнений под воздействием вращающихся валиков сукнобойки 21 и воды, вытекающей под напором из трубок 22. Весьма эффективно для удаления загрязнений отжатие замоченного сукна валиками 15. Таблица 3 – Технические характеристики. Машина листоформовочная круглосеточная СМ-943А
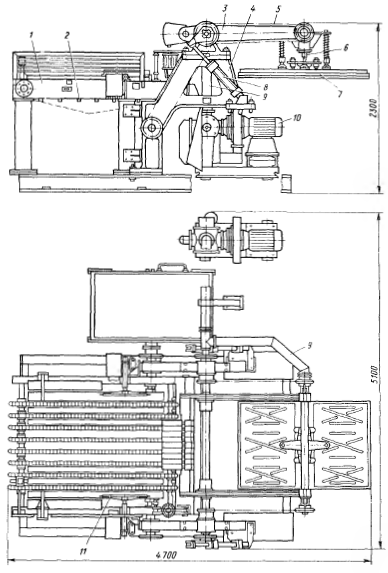
НОЖНИЦЫ РАСКРОЯ СМ-1162 Ножницы раскроя СМ-1162 предназначены для транспортирования асбестоцементного наката от листоформовочной машины к ножницам, поперечного раскроя наката на заготовки, сброса поперечных обрезков, транспортирования заготовок к волнировщику.
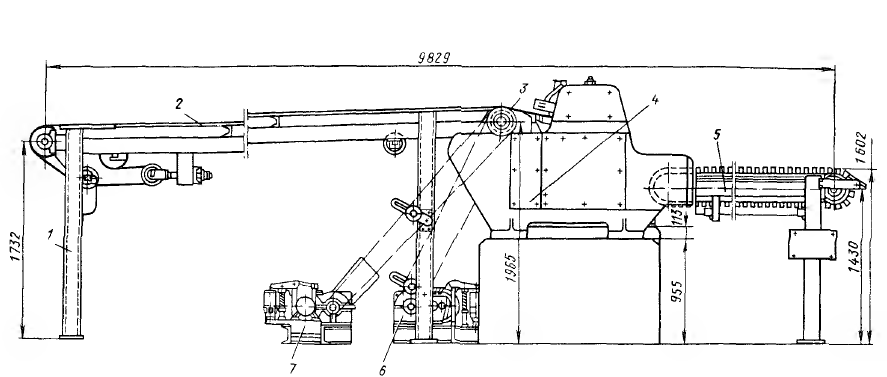
Рисунок 26 – Ножницы раскроя СМ-1162 1 – стойка; 2 – приемный конвейер; 3 – отводящий конвейер; 4 – ножницы; 5 – питающий конвейер; 6 – привод ножниц; 7 – привод конвейера. Ножницы раскроя имеют приемный и питающий конвейеры, ротационные ножницы. Они управляются от общей системы электрооборудования и электроавтоматики автоматизированного комплекса.
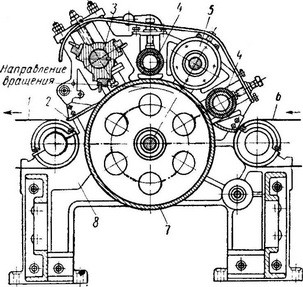
Рисунок 27 – Ротационные ножницы 1 – отводящий транспортер; 2 – пружинный нож; 3 – поперечный нож; 4 – валик; 5 – дисковой нож; 6 – транспортер; 7 – транспортирующий лист барабан; 8 – станина. Снятые с форматного барабана листоформовочной машины листы разрезают на определенные форматы ротационными ножницами. На рис. показан продольный разрез этих ножниц. Они состоят из станины 8, на передней части которой установлен на подшипниках барабан транспортера 6, подающего на ротационные ножницы асбестоцементный лист, снятый с форматного барабана листоформовочной машины. В средней части станины на подшипниках скольжения установлен транспортирующий лист барабан 7, который принимает асбестоцементный лист, сходящий с транспортера 6, и подводит его к ножам ножниц. Сначала лист подходит к дисковым ножницам 5, обрезающим у наката боковые кромки и разрезающим его в продольном направлении, а затем барабан 7 перемещает уже разрезанный в продольном направлении лист к поперечным ножам 3, разрезающим его в поперечном направлении. Асбестоцементный лист, разрезанный на форматы требуемых размеров, снимает с поверхности барабана съемочный пружинный нож 2, после чего форматы поступают на отводящий транспортер 1, который подводит их к следующему аппарату. Чтобы предупредить скольжение разрезаемого листа относительно поверхности барабана 7, установлены два валика 4, поверхность которых покрыта слоем резины. Эти валики прижимают асбестоцементный лист к барабану 7. Подающий транспортер 6, барабан 7, дисковые ножи 5 и валики 4 при работе листоформовочной машины находятся в непрерывном движении, окружная скорость барабана 7 и валиков 4 равна скорости движения транспортерной ленты 6. Вследствие этого всем частям листа сообщается одинаковая скорость движения, что предохраняет лист от деформаций. Дисковые ножи обрезают продольные кромки и разрезают его в продольном направлении на две полосы. На листоформовочной машине изготавливающей волнистые листы устанавливают три ножа, из которых два крайних служат для обрезки продольных кромок, а средний разрезает лист в долевом направлении на две полосы. Чтобы лезвия у дисковых ножей не затуплялись, на поверхности барабана 7 протачивают узкие кольцевые канавки, в которые на некоторую глубину входят режущие кромки ножей. Ножи для поперечной разрезки листа приводятся в движение периодически посредством специальной муфты включения. Вал, на котором установлена ступица с поперечными ножами, включается лишь при подходе к ножам передней кромки листа, и он вращается до тех пор, пока не пройдет весь лист. Таблица 4 – Техническая характеристика. Ножницы раскроя СМ-1162
ВОЛНИРОВЩИК СМА-233А Волнировщик СМ-233А предназначен для придания волнистой формы плоским заготовкам, поступающим с питающего конвейера ножниц раскроя наката, калибровки, продольной резки сволнированных листов и выдачи их на стол укладчика.
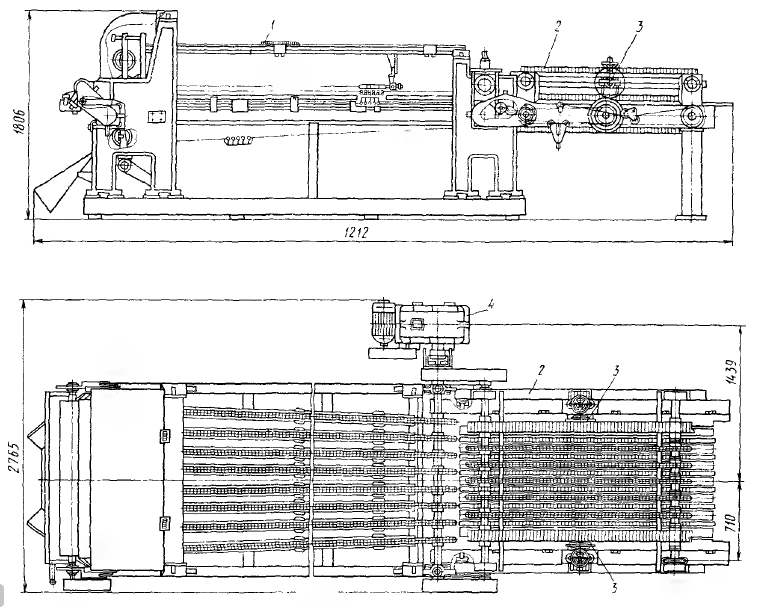
Рисунок 28 – Волнировщик СМА-233А 1 – секция волнировки; 2 – калибровочная секция; 3 – кромкообразное устройство; 4 – привод. Основные узлы волнировщика — секция волнировки, калибровочная секция и привод. Управление волнировщиком — от общей системы электрооборудования и электроавтоматики автоматизированного комплекса. Секция волнировки представляет собой цепной конвейер, рабочим полотном которого являются восемь профильных верхних и нижних цепей. Рабочими ветвями нижних цепей являются верхние ветви, верхних цепей — нижние ветви. Нижние цепи расположены в горизонтальной плоскости веерообразно так, что у выхода из секции цепи расположены друг относительно друга на шаг, равный шагу волны листа. На входе в секцию шаг между цепями соответствует шагу развертки волны. Над нижними цепями соосно и веерообразно расположены верхние цепи. Вследствие веерообразного расположения цепей точки заготовки, соответствующие вершинам волн сволнированного листа, постепенно сближаются. При этом участки заготовки между зафиксированными точками под собственной массой постепенно опускаются, образуя впадины волн. Таким образом, благодаря транспортированию сырой плоской заготовки рабочими ветвями нижних и верхних профильных цепей из секции выходит сволнированный лист. При волнировке таким способом лист практически не подвергается растягивающим усилиям в поперечном направлении. Из волнировочной секции листы непосредственно поступают в калибровочную секцию, в которой нижние профильные цепи расположены между верхними профильными, имеющими утяжеленные накладки. Продольные кромки листа от крайних гребней волн не волнируются. При движений листа в калибровочной секции его продольные кромки попадают под дисковые ножи, обрезающие их перпендикулярно к поверхности листа. Таблица 5 – Технические характеристики. Волнировщик СМ-233А
УКЛАДЧИК СМА-260 Укладчик СМА-260 асбестоцементных листов предназначен для перекладки сволнированных сырых асбестоцементных листов со стола укладчика на тележки конвейера твердения. Рисунок 29 – Укладчик СМА-260 1 – рама; 2 – стол; 3 – рычаг; 4 – стойка; 5, 12 – цепные передачи; 6 – телескопический патрубок; 7 – вакуумная коробка; 8 – цилиндр-амортизатор; 9 – воздухопровод; 10 – вакуум-вентиляторная установка; 11 – золотник. Укладчик СМА-260 асбестоцементных листов включает стол укладчика, укладчик, привод укладчика, привод вакуум-системы. Стол укладчика, предназначенный для приема сволнированных листов с калибровочной секции волнировщика на позицию взятия листа и для сброса поврежденных листов на конвейер уборки обрезков, состоит из рамы, ведущего и ведомого валов, механизма включения муфты, установки толкателя и двух обжимных устройств (правого и левого). Укладчик, выполняющий перенос листа со стола укладчика на тележку конвейера твердения, состоит из двух литых боковин, траверсы в сборе и вакуум-коробки. Привод укладчика, предназначенный для поворота траверсы с вакуумной коробкой, имеет неполноповоротный гидромотор, два гидроамортизатора и блок управления. Блок управления состоит из осевых дросселей, гидрораспределителей с механическим управлением, конечных выключателей, рычагов с роликами, секторов с кулачками и флажка. Блок обеспечивает остановку вакуумной коробки укладчика в необходимых позициях. Привод вакуум-системы предназначен для создания разрежения в полости вакуум-коробок при снятии листа со стола укладчика и при переносе его на тележку конвейера твердения, »а также для создания избыточного давления в полости вакуум-коробки в момент укладки листа в тележку. Привод вакуум-системы состоит из вентилятора с двигателем, трубопроводов и золотника, с помощью которого при работе вакуум-коробки в режиме разрежения с ней соединяется полость всасывания вентилятора, а при работе в режиме наддув — полость нагнетания вентилятора. Таблица 6 – Технические характеристики. Укладчик СМА-260
КОНВЕЙЕР ТВЕРДЕНИЯ СМ-1158 Конвейер твердения СМ-1158 предназначен для выдерживания в паровоздушной среде волнистых асбестоцементных листов на специальных тележках-формах в течение времени, достаточного для набора прочности.
Рисунок 30 – Конвейер твердения СМ-1158 1, 2 – головная и задняя секции; 3 – рама; 4 – смазочная система; 5, 6 – передний и задний приводы. Конвейер твердения СМ-1158— двухъярусный, двухцепной, тележечный с плоскопараллельным перемещением тележки с одной ветви на другую. Он состоит из головной и задней секций, рамы, тележек, приводов передней и задней секций, смазочной системы и камеры твердения. Популярное:
|
Последнее изменение этой страницы: 2016-05-30; Просмотров: 2532; Нарушение авторского права страницы

 препятствует вымыванию гипса и предотвращает преждевременное схватывание, отсутствие в ней СО2ликвидирует забиваемость сеток карбонатом кальция.
препятствует вымыванию гипса и предотвращает преждевременное схватывание, отсутствие в ней СО2ликвидирует забиваемость сеток карбонатом кальция.