|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
КОМПЛЕКС ОБОРУДЫВАНИЯ СМ-1155 ДЛЯ ПРОИЗВОДСТВА АСБЕСТОЦЕМЕНТНЫХ ВОЛНОВЫХ ЛИСТОВ
Рисунок 24 – Комплекс оборудования СМ-1155 для изготовления асбестоцементных листов 1 – листоформировочная машина; 2 – ножницы раскроя; 3 – волнировщик; 4 – укладчик; 5 – съемник стоп; 6 – увлажнитель; 7 – конвейер твердения; 8 – переборщик Комплекс оборудования СМ-1155 предназначен для беспрокладочного изготовления асбестоцементных листов средневолнистого профиля СВ-40 шириной 1130 и длиной 1750 мм. Оборудование, входящее в состав комплекса, выполняет с помощью промышленных манипуляторов и транспортных средств следующие технологические операции: формование асбестоцементного наката, раскрой наката на заготовки, волнирование заготовок, укладку сырых сволнированных листов в стопы, паровоздушную и гидротермальную обработку листов, разборку пачек и укладку листов в стопу на поддоне. Комплекс оборудования СМ-1155 включает листоформовочную машину СМ-943А, ротационные ножницы СМ-1162, волнировщик листов СМА-233А, укладчик листов СМА-260, конвейер твердения СМ-1158, съемник стоп СМ-1159, увлажнитель листов СМ-1167, переборщик листов СМ-1160. Сырая заготовка, называемая накатом, сформованная из асбестоцементной суспензии на листоформовочной машине, с помощью ротационных ножниц раскраивается на форматы заданного размера, которые поступают на волнировщик. Волнируются раскроенные форматы путем транспортирования через профильные цепи, расположенные веерообразно. При продольной резке волнируемые листы калибруются, после чего переходят на стол укладчика. Вакуумной коробкой укладчика листы переносятся со стола укладчика в тележки-формы конвейера твердения, на которые укладываются в стопы (по 10—14 шт. на каждой тележке). Листы на тележках перемещаются внутри теплоизоляционной камеры сначала по нижнему ярусу, а затем по верхнему и проходят предварительное твердение в паровоздушной среде. При выходе из камеры стопа поднимается над тележкой, а затем наезжает на вилы съемника, который поднимает и перемещает ее на загрузочный конвейер. Освобожденная от листов тележка подается к укладчику для приема новых листов. Загрузочным конвейером стопа листов подается к увлажнителю листов, где укладывается на шарнирно подвешенные опоры конвейера, непрерывно перемещающегося в горячей воде внутри теплоизоляционной камеры. Пройдя гидротермальную обработку в увлажнителе, стопа листов попадает на позицию переборки. Вакуумная коробка переборщика листов, совершая возвратно-качательные движения, при каждом ходе снимает из стопы по одному листу и укладывает эти листы на разгрузочный конвейер. Перебранные по одному листы транспортируются к гидроснижателю, где укладываются на поддон в пачку. Готовая пачка листов вместе с поддоном убирается конвейером выдачи. МАШИНА ЛИСТОФОРМИРОВОЧНАЯ КРУГЛОСЕТОЧНАЯ СМ-943А
Рисунок 24 – Схема трехцилиндровой круглосеточной машины Сеточная часть машины имеет три ванны 1 с расположенными в них сетчатыми цилиндрами 2. Между торцами цилиндров и боковинами ванн расположены ленточные уплотнения, предотвращающие утечку суспензии из ванны внутрь цилиндров. Уплотняющие ленты закреплены на упорах 3. В ваннах имеются лопастные мешалки 4, перемешивающие асбестоцементную суспензию, поступающую в ванну через отсек 6, отделенный перегородкой 7, защищающей от смыва слой, образующийся на поверхности цилиндра. В днище ванн имеются люки для их промывки и аварийного слива суспензии. На листоформовочном агрегате СМ-943 сетчатые цилиндры имеют диаметр 1000 мм и длину 1400 мм. Они представляют собой каркасную конструкцию, состоящую из вала, спиц и колец, на которые опираются расположенные по образующей цилиндра стальные планки. Между планками оставлены щели для сброса фильтрата шириной 10 мм, площадь сечения которых составляет 65% всей поверхности цилиндра. На цилиндры одеваются с натяжением две сетки - нижняя из латуни и верхняя из фосфористой бронзы. Нижняя сетка крепится к каркасу цилиндра проволоками, а концы верхней сетки спаиваются встык или внахлестку. Глубина погружения сетчатых цилиндров в суспензию около 70% их диаметра. Для промывки сетки цилиндров устанавливаются спринклерные трубки 5. К поверхности сетчатых цилиндров отжимными валами 8, установленными на раме 12, прижимается сукно 11. Давление валов на сетчатый цилиндр создается их собственной массой и гидроцилиндрами 9. Впереди отжимных валов установлены водоотгонные валики 10, не допускающие растекания по сукну воды, отжимаемой валами.
Рисунок 25 – схема трехцилиндровой круглосеточной машины Сетчатый цилиндр и ванна Ванны и сетчатые цилиндры нумеруются по ходу сукна: первые ванна и цилиндр принимают сукно, а над третьим цилиндром сукно огибает отжимной вал и движется к вакуум-коробке 13. За вакуум-коробкой установлено центрирующее устройство 14, автоматически удерживающее сукно в рабочем положении так, чтобы ось сукна совпадала с осью машины. После вакуум-коробки сукно движется к форматному барабану 25 и проходит три ступени отжатия: дополнительными прессовыми валами 16, 17 и основным прессовым валом 18. Давление между прессовыми валами и форматным барабаном создается гидроцилиндрами 19. Огибая основной прессовый вал, сукно подходит к сукноочистительному устройству, состоящему из разгонного вал 20, сукнобойки 21 и промывных трубок 22. Промытое влажное сукно движется к натяжному устройству 23, затем отжимается между валиками 15 и направляется к первой ванне, чтобы начать новый рабочий цикл. Движение машине сообщает главный привод, соединенный с основным прессовым валом 19. Последний передает вращение соприкасающемуся с ним форматному барабану 25, а он в свою очередь - прессовым валам16 и 17. Техническое сукно, зажатое между форматным барабаном и основным прессовым валом, выполняет роль приводного ремня, приводящего в движение сетчатые цилиндры и лежащие на них отжимные валы. Листоформовочная машина работает следующим образом. На холостом ходу с включенными промывными трубками замачивают сукно, регулируют его натяжение, проверяют исправность отдельных узлов машины. Затем машину останавливают, включают приводы, вращающие мешалки в ваннах, и подают в ванны асбестоцементную массу. После того как она наполнит ванны до рабочего уровня, отстоящего на 10-12 см от бортов, производят рабочий пуск машины. Асбестоцемент фильтруется сквозь сетки цилиндров под влиянием разности уровней в ванне и в полости цилиндров. Вода и тонкие фракции асбестоцемента (до 10% по массе сырья) проходят сквозь сетки, а основная масса асбестоцементных частиц откладывается на поверхности сетчатого цилиндра в виде влажного слоя. Этот слой образуется на работающих цилиндрах и снимается с их поверхности сукном. Одновременно со снятием слоев происходит и уплотнение их за счет давления отжимных валов. Влажность слоя снижается. Слои, снятые с трех сетчатых цилиндров, транспортируются сукном к вакуум-коробке. Последние стадии уплотнения и обезвоживания слоя асбестоцемента, лежащего на сукне, осуществляются форматным барабаном и прессовыми валами. Давление между форматным барабаном и прессовыми валами нарастет. В результате уплотнения влажность асбестоцемента снижается. Слой снимается с поверхности сукна на поверхность форматного барабана. Снимаемые с сукна слои навиваются на форматный барабан, пока толщина асбестоцемента на его поверхности не достигнет заданной толщины листа. Тогда по сигналу толщиномера 26 автоматически включается срезчик 24, накат на ходу машины разрезается по образующей и снимается с форматного барабана на транспортер резательного устройства, а на форматном барабане навиваются слои для следующего наката. Отдав асбестоцемент форматному барабану, сукно промывается от загрязнений под воздействием вращающихся валиков сукнобойки 21 и воды, вытекающей под напором из трубок 22. Весьма эффективно для удаления загрязнений отжатие замоченного сукна валиками 15. Таблица 3 – Технические характеристики. Машина листоформовочная круглосеточная СМ-943А
НОЖНИЦЫ РАСКРОЯ СМ-1162 Ножницы раскроя СМ-1162 предназначены для транспортирования асбестоцементного наката от листоформовочной машины к ножницам, поперечного раскроя наката на заготовки, сброса поперечных обрезков, транспортирования заготовок к волнировщику.
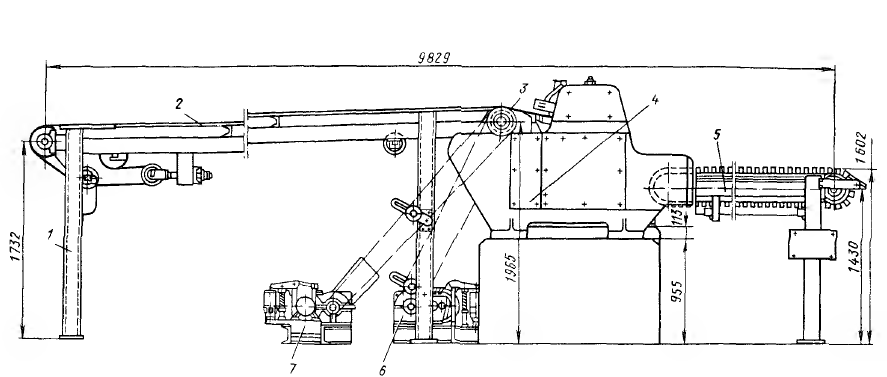
Рисунок 26 – Ножницы раскроя СМ-1162 1 – стойка; 2 – приемный конвейер; 3 – отводящий конвейер; 4 – ножницы; 5 – питающий конвейер; 6 – привод ножниц; 7 – привод конвейера. Ножницы раскроя имеют приемный и питающий конвейеры, ротационные ножницы. Они управляются от общей системы электрооборудования и электроавтоматики автоматизированного комплекса.
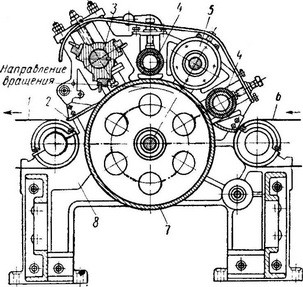
Рисунок 27 – Ротационные ножницы 1 – отводящий транспортер; 2 – пружинный нож; 3 – поперечный нож; 4 – валик; 5 – дисковой нож; 6 – транспортер; 7 – транспортирующий лист барабан; 8 – станина. Снятые с форматного барабана листоформовочной машины листы разрезают на определенные форматы ротационными ножницами. На рис. показан продольный разрез этих ножниц. Они состоят из станины 8, на передней части которой установлен на подшипниках барабан транспортера 6, подающего на ротационные ножницы асбестоцементный лист, снятый с форматного барабана листоформовочной машины. В средней части станины на подшипниках скольжения установлен транспортирующий лист барабан 7, который принимает асбестоцементный лист, сходящий с транспортера 6, и подводит его к ножам ножниц. Сначала лист подходит к дисковым ножницам 5, обрезающим у наката боковые кромки и разрезающим его в продольном направлении, а затем барабан 7 перемещает уже разрезанный в продольном направлении лист к поперечным ножам 3, разрезающим его в поперечном направлении. Асбестоцементный лист, разрезанный на форматы требуемых размеров, снимает с поверхности барабана съемочный пружинный нож 2, после чего форматы поступают на отводящий транспортер 1, который подводит их к следующему аппарату. Чтобы предупредить скольжение разрезаемого листа относительно поверхности барабана 7, установлены два валика 4, поверхность которых покрыта слоем резины. Эти валики прижимают асбестоцементный лист к барабану 7. Подающий транспортер 6, барабан 7, дисковые ножи 5 и валики 4 при работе листоформовочной машины находятся в непрерывном движении, окружная скорость барабана 7 и валиков 4 равна скорости движения транспортерной ленты 6. Вследствие этого всем частям листа сообщается одинаковая скорость движения, что предохраняет лист от деформаций. Дисковые ножи обрезают продольные кромки и разрезают его в продольном направлении на две полосы. На листоформовочной машине изготавливающей волнистые листы устанавливают три ножа, из которых два крайних служат для обрезки продольных кромок, а средний разрезает лист в долевом направлении на две полосы. Чтобы лезвия у дисковых ножей не затуплялись, на поверхности барабана 7 протачивают узкие кольцевые канавки, в которые на некоторую глубину входят режущие кромки ножей. Ножи для поперечной разрезки листа приводятся в движение периодически посредством специальной муфты включения. Вал, на котором установлена ступица с поперечными ножами, включается лишь при подходе к ножам передней кромки листа, и он вращается до тех пор, пока не пройдет весь лист. Таблица 4 – Техническая характеристика. Ножницы раскроя СМ-1162
ВОЛНИРОВЩИК СМА-233А Волнировщик СМ-233А предназначен для придания волнистой формы плоским заготовкам, поступающим с питающего конвейера ножниц раскроя наката, калибровки, продольной резки сволнированных листов и выдачи их на стол укладчика.
Рисунок 28 – Волнировщик СМА-233А 1 – секция волнировки; 2 – калибровочная секция; 3 – кромкообразное устройство; 4 – привод. Основные узлы волнировщика — секция волнировки, калибровочная секция и привод. Управление волнировщиком — от общей системы электрооборудования и электроавтоматики автоматизированного комплекса. Секция волнировки представляет собой цепной конвейер, рабочим полотном которого являются восемь профильных верхних и нижних цепей. Рабочими ветвями нижних цепей являются верхние ветви, верхних цепей — нижние ветви. Нижние цепи расположены в горизонтальной плоскости веерообразно так, что у выхода из секции цепи расположены друг относительно друга на шаг, равный шагу волны листа. На входе в секцию шаг между цепями соответствует шагу развертки волны. Над нижними цепями соосно и веерообразно расположены верхние цепи. Вследствие веерообразного расположения цепей точки заготовки, соответствующие вершинам волн сволнированного листа, постепенно сближаются. При этом участки заготовки между зафиксированными точками под собственной массой постепенно опускаются, образуя впадины волн. Таким образом, благодаря транспортированию сырой плоской заготовки рабочими ветвями нижних и верхних профильных цепей из секции выходит сволнированный лист. При волнировке таким способом лист практически не подвергается растягивающим усилиям в поперечном направлении. Из волнировочной секции листы непосредственно поступают в калибровочную секцию, в которой нижние профильные цепи расположены между верхними профильными, имеющими утяжеленные накладки. Продольные кромки листа от крайних гребней волн не волнируются. При движений листа в калибровочной секции его продольные кромки попадают под дисковые ножи, обрезающие их перпендикулярно к поверхности листа. Таблица 5 – Технические характеристики. Волнировщик СМ-233А
УКЛАДЧИК СМА-260 Укладчик СМА-260 асбестоцементных листов предназначен для перекладки сволнированных сырых асбестоцементных листов со стола укладчика на тележки конвейера твердения. Рисунок 29 – Укладчик СМА-260 1 – рама; 2 – стол; 3 – рычаг; 4 – стойка; 5, 12 – цепные передачи; 6 – телескопический патрубок; 7 – вакуумная коробка; 8 – цилиндр-амортизатор; 9 – воздухопровод; 10 – вакуум-вентиляторная установка; 11 – золотник. Укладчик СМА-260 асбестоцементных листов включает стол укладчика, укладчик, привод укладчика, привод вакуум-системы. Стол укладчика, предназначенный для приема сволнированных листов с калибровочной секции волнировщика на позицию взятия листа и для сброса поврежденных листов на конвейер уборки обрезков, состоит из рамы, ведущего и ведомого валов, механизма включения муфты, установки толкателя и двух обжимных устройств (правого и левого). Укладчик, выполняющий перенос листа со стола укладчика на тележку конвейера твердения, состоит из двух литых боковин, траверсы в сборе и вакуум-коробки. Привод укладчика, предназначенный для поворота траверсы с вакуумной коробкой, имеет неполноповоротный гидромотор, два гидроамортизатора и блок управления. Блок управления состоит из осевых дросселей, гидрораспределителей с механическим управлением, конечных выключателей, рычагов с роликами, секторов с кулачками и флажка. Блок обеспечивает остановку вакуумной коробки укладчика в необходимых позициях. Привод вакуум-системы предназначен для создания разрежения в полости вакуум-коробок при снятии листа со стола укладчика и при переносе его на тележку конвейера твердения, »а также для создания избыточного давления в полости вакуум-коробки в момент укладки листа в тележку. Привод вакуум-системы состоит из вентилятора с двигателем, трубопроводов и золотника, с помощью которого при работе вакуум-коробки в режиме разрежения с ней соединяется полость всасывания вентилятора, а при работе в режиме наддув — полость нагнетания вентилятора. Таблица 6 – Технические характеристики. Укладчик СМА-260
КОНВЕЙЕР ТВЕРДЕНИЯ СМ-1158 Конвейер твердения СМ-1158 предназначен для выдерживания в паровоздушной среде волнистых асбестоцементных листов на специальных тележках-формах в течение времени, достаточного для набора прочности.
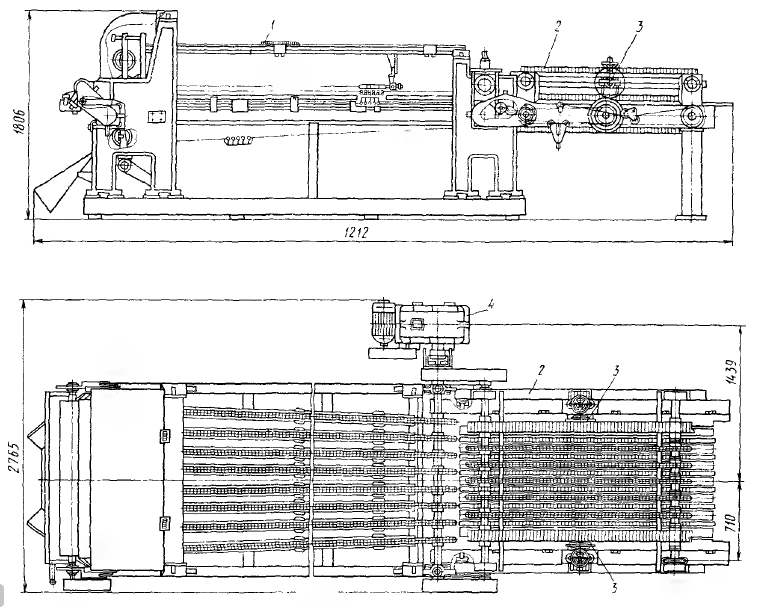
Рисунок 30 – Конвейер твердения СМ-1158 1, 2 – головная и задняя секции; 3 – рама; 4 – смазочная система; 5, 6 – передний и задний приводы. Конвейер твердения СМ-1158— двухъярусный, двухцепной, тележечный с плоскопараллельным перемещением тележки с одной ветви на другую. Он состоит из головной и задней секций, рамы, тележек, приводов передней и задней секций, смазочной системы и камеры твердения. Тележка, являющаяся передвижной формой для свежесформированных листов, представляет собой сварную раму из угловой стали, к которой приварены продольные и поперечные стенки, причем к продольным стяжкам также приварены части волнистых прокладок. На раме установлена подъемная платформа. К передним и задним поперечинам рамы прикреплены передняя и задняя оси. На каждой оси имеется по два катка, с помощью которых тележка перемещается по рельсам конвейера. Подъемная платформа тележки, имеющая четырехволновую накладку, шарнирно прикреплена к раме с помощью четырех пар рычагов. При накатывании роликов на копиры рамы конвейера твердения платформа поднимается над рамой тележки в месте съема асбестоцементных листов с этого конвейера. Таблица 7 – Технические характеристики. Конвейер твердения СМ-1158
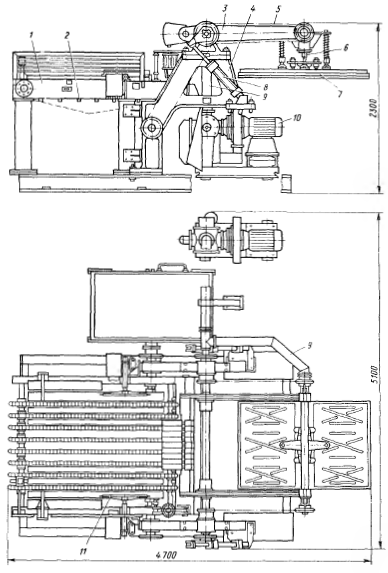
СЪЕМНИК-СТОП СМ-1159 Съемник-стоп СМ-1159 предназначен для съема затвердевших асбестоцементных листов с тележек конвейера твердения и переноса их на конвейер увлажнителя. Рисунок 31 – Съемник-стоп СМ-1159 1 – портал; 2 – тележка; 3 – вилы; 4 – гидроцилиндр; 5 – разгрузочный конвейер. Этот съемник состоит из портала, тележки и разгрузочного конвейера. Управление съемником от общей системы электрооборудования и электроавтоматики автоматизированного комплекса. Портал, являющийся основной несущей конструкцией для тележки съемника, состоит из двух коробчато-образных сварных опор, установленных на них сварных балок, служащих направляющими для катков тележки, и двух торцовых стенок, соединяющих эти балки. Четыре направляющие, соединенные верхней и нижней плитами, могут свободно перемещаться вверх и вниз во втулках стаканов, закрепленных на раме тележки. К нижней плите прикреплена сварная вильчатая траверса с противовесом. Вилы, нижняя и верхняя плиты с направляющими, образуя единую жесткую систему, получают вертикальное перемещение от вертикально закрепленного на раме тележки гидроцилиндра, шток которого присоединен к верхней плите. Вдоль оси рамы тележки расположены два плунжерных гидроцилиндра, корпусы которых прикреплены к раме тележки, а плунжеры — к стойкам портала. Горизонтальное челночное движение тележки, перпендикулярное оси конвейера твердения, осуществляется прунжерными гидроцилнндрами. Разгрузочный конвейер предназначен для приема стоп асбестоцементных листов с вильчатой траверсы съемника и подачи их к увлажнителю периодическим движением траверсы. Он состоит из сварной рамы, ведущего и ведомого валов, транспортирующих цепей, натяжного устройства и привода. Вилы съемника-стоп охватывают нижние волнирующие цепи при укладке стопы на конвейер.
ПЕРЕБОРЩИК ЛИСТОВ CM-1160 Переборщик листов CM-1160 предназначен для отделения волнистого асбестоцементного листа от стопы, транспортирования его на позицию стопирования и выдачи стопы листов на последующую операцию.
Рисунок 32 – Переборщик листов CM-1160 1 – вакуум-вентиляторная установка; 2 – переборщик; 3 – вакуум-система; 4 – отводящий конвейер; 5 – механизм подачи поддона; 6 – гидроснижатель; 7 – конвейер выдачи стоп листов. Переборщик, листов включает собственно переборщик, отводящий конвейер, механизм подачи поддона, три конвейера выдачи стопы листов, гидроснижатель и вакуум-систему. Отводящий конвейер установлен непосредственно после переборщика. Транспортирующим полотном являются чешуйчатые цепи, верхние рабочие ветви которых перемещаются по направляющим, а нижние свободно провисают, благодаря чему устраняется необходимость в натяжном устройстве. В начальной и концевой частях конвейера установлены валы с обрезиненными роликами, профиль которых соответствует профилю волн листа. Конвейер соединен с электромеханическим приводом, установленным в передней части над чешуйчатыми цепями. Механизм подачи поддона состоит из тележки, привода и направляющих рельсов. В верхней части тележка имеет фиксаторы для установки поддона, перемещаемого встроенным в тележку конвейером. Тележка, выполненная с четырьмя катками, перемещается по рельсам. Листы стопируются на поддоне, установленном на верхней платформе гидроснижателя. Шаговое опускание снижателя производится по мере набора пачки листов. Первый конвейер выдачи стопы листов предназначен для подачи поддона на позицию стопирования и выдачи сформованной на поддоне пачки на второй конвейер выдачи. Первый конвейер представляет собой двухцепной конвейер с механизмом датчика шагового опускания гидроснижателя и приводом. Поддон с пачкой листов перемещается по конвейеру с помощью двух цепей со специальными чешуйками. Стопа листов перемещается по третьему разгрузочному конвейеру увлажнителя до включения ею путевого выключателя, установленного в концевой части конвейера. При включении путевого выключателя третий конвейер останавливается и в работу включается переборщик листов, вступают в работу приводы вакуум-коробки и вакуум-системы. Вакуум-коробка захватывает один лист за переднюю его часть и перемещает к вращающемуся валу с обрезиненными роликами. Второй конец листа скользит по стопе. Отключается вакуум, и лист с высоты 20—30 мм опускается передней частью на ролики, которые выталкивают его на движущееся полотно конвейера. После отключения вакуума качалка с вакуум-коробкой перемещается за очередным листом. Затем листы по одному транспортируются к гидроснижателю. В концевой части отводящего конвейера лист захватывается двумя валами с обрезиненными роликами и выдается на поддон так, чтобы передний конец листа опирался на поддон, а задний располагался на наклонном склизе. Со склиза лист сталкивается досылателем листов, который имеет определенный ход, что способствует ровной укладке листов в стопу по торцу. Поддон расположен на гидроснижателе, совершающим шаговое опускание после укладки каждого листа. Гидроснижатель после набора полной пачки листов опускается до крайнего нижнего положения. При опускании пачка с поддоном переходит на конвейер выдачи. Гидроснижатель в крайнем нижнем положении включает привод конвейера, и пачка далее перемещается по конвейеру на позицию разгрузки, а на гидроснижатель укладывается пустой поддон. Затем гидроснижатель и поддон поднимаются в исходное положение. Таблица 8 – Технические характеристики. Переборщик листов CM-1160 Популярное:
|
Последнее изменение этой страницы: 2016-05-30; Просмотров: 2888; Нарушение авторского права страницы