|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Средств автоматического контроля
Разработка новых высокопроизводительных методов и все шире внедряющаяся автоматизация технологических процессов обработки деталей машин привели к существенному снижению трудоемкости их изготовления. Производительность процессов контроля пока растет медленнее. Контроль становится фактором, сдерживающим рост производительности труда Повышение требований к качеству продукции, точности изготовления деталей машин вызывает необходимость повышения точности их измерений (контроля). Решение этих задач возможно лишь путем автоматизации контроля. В устройствах автоматического контроля процесс получения и обработки информации об объекте контроля совершается по заданной программе без участия человека. Результаты контроля используются для приведения в действие исполнительных органов автоматических систем. Внедрение автоматического контроля наряду с повышением производительности и сокращением количества контролеров приводит к устранению субъективных погрешностей, что повышает точность контроля и качество продукции. Контроль является неотъемлемой и важной частью технологического процесса. Основное назначение технического контроля во всех разновидностях — следить за ходом технологического процесса, регулируя качество продукции. Контроль выявляет нарушения нормального хода процесса, проявляющиеся в выходе контролируемых параметров объектов контроля за установленные границы. На основе информации, полученной по результатам контроля, регулируется ход технологического процесса. Рабочий на токарном или шлифовальном станках периодически проверяет текущий размер детали при работе методом пробных проходов и в зависимости от результатов контроля устанавливает инструмент для получения заданного окончательного размера. При работе по методу настроенного станка рабочий и наладчик периодически проверяют размеры обработанных на станке деталей и при необходимости вносят изменения в его настройку. Промежуток времени, протекающий от момента выхода параметра детали, обрабатываемой на станке, за установленные пределы до момента наладки станка по результатам информации, полученной при контроле, назовем периодом подналадки Т:
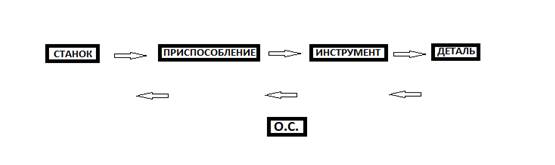
где t1 — время, затраченное на транспортирование детали от станка до места контроля; t2 — время, затраченное на процесс контроля; t3 — время на передачу сигнала о необходимости подналадки от места контроля до исполнительного органа станка; t4 — время на производство подналадки. Величина Т может изменяться в очень широких пределах. Например, при обработке деталей на токарном автомате с контролем на контрольном пункте сдвиги во времени между окончанием процесса обработки и началом процесса контроля, а также между окончанием процесса контроля и началом регулирования процесса обработки являются значительными. Повышение уровня автоматизации оборудования и контроля привело к созданию металлорежущих станков с автоматической подналадкой по результатам контроля детали сразу после прекращения обработки. В этих станках регулирование процесса обработки производится автоматически и период подналадки становится минимальным, так как t1 » 0, а t2, t3, t4 весьма малы. По указанным признакам автоматические средства контроля можно разделить на средства пассивного (приемочного) и активного (управляющего) контроля. Пассивный контроль Средства пассивного автоматического контроля производят приемку и разбраковку (рассортировку) деталей с большим сдвигом во времени после их изготовления. Они отделяют бракованные детали, не допуская их проникновения на сборку, и обеспечивают таким способом качество продукции. Средства пассивного контроля не воздействуют непосредственно на ход технологического контроля. Полученная информация используется для регулирования процесса при значительной величине периода подналадки. Пассивный контроль не предупреждает появление брака. Активный контроль Средства активного автоматического контроля непосредственно связаны с ходом технологического процесса и активно в него вмешиваются, регулируя параметры обрабатываемых деталей. Они управляют движениями исполнительных органов станков по результатам контроля обрабатываемых размеров деталей в процессе, до или после обработки. Активный контроль предупреждает появление брака. Оператор и наладчик освобождаются от непрерывного наблюдения за ходом технологического процесса. Повышается производительность труда за счет сокращения вспомогательного времени и точность обработки. Средства контроля по степени автоматизации можно разделить на неавтоматические, полуавтоматические, автоматические. Механизированные средства контроля — контрольные приспособления — относятся к классу неавтоматических. Они применяются для последовательного или одновременного контроля различных параметров качества. Например, отклонений размеров, геометрической формы, расположения поверхностей и др. 3агрузка, выгрузка и раскладка деталей по соответствующем ячейкам производятся контролером вручную. Информацию о результатах контроля он получает по показаниям шкальных или светосигнальных приборов. В полуавтоматических средствах процесс контроля и сортировки осуществляется автоматически. Не автоматизирована лишь загрузка деталей. Автоматические и полуавтоматические средства контроля представляют собой измерительные системы. Измерительной системой называют совокупность средств измерения (мер, измерительных приборов, измерительных преобразователей) и вспомогательных устройств, соединенных между собой каналами связи и предназначенных для выработки сигналов измерительной информации в форме, удобной для автоматической обработки, передачи и использования в автоматических системах управления. Измерительный прибор — это средство измерений, вырабатывающее сигналы измерительной информации в форме, доступной для непосредственного восприятия наблюдателем. Измерительным преобразователем называют средство, вырабатывающее сигналы измерительной информации в форме, удобной для передачи, дальнейшего преобразования, обработки или хранения, но не поддающейся непосредственному восприятию наблюдателем. Понятие об обратной связи Автоматические системы в зависимости от выполняемой ими задачи могут быть разделены на системы автоматического контроля, автоматического управления и автоматического регулирования технологических процессов. Они представляют собой устройства, состоящие из различных звеньев. Автоматическая система может быть представлена в виде блок-схемы. Система реагирует на измерительный сигнал, поступающий от объекта контроля – детали – через обратную связь. Воспринимающими элементами измерительных систем для контроля размеров деталей являются измерительные стержни, измерительные губки, рычаги и др. Простейшая блок-схема обратной связи: Станок — приспособление — инструмент — деталь.
Структурная схема системы автоматического регулирования с обратной связью.
Здесь w(t) - алгоритм функционирования системы; u(t) - управляющее воздействие; z(t) - внешние возмущающие воздействия; y(t) - выходная переменная; e(t) = w(t) - y(t) - отклонение выходной переменной y(t) от желаемого значения w(t). Выходной переменной может быть, например, скорость вращения обрабатываемой детали. Целью управления может быть изменение выходной переменной по заданному закону w(t). Для этого нужно свести к минимуму ошибку управления e(t). Эта задача решается автоматическим регулятором G, который описывается законом регулирования u(t) = G[e(t)]. Выбор закона регулирования является основным звеном в процессе проектирования системы автоматического регулирования. Синтез оптимального регулятора, дающего максимальные показатели качества представляет собой сложную задачу. Однако во многих случаях для автоматизации производственных процессов могут быть использованы простейшие линейные регуляторы. Задающий элемент служит для установки значения величины, характеризующей управляемый процесс, закона ее изменения или порядка воздействия на управляемый процесс. Задающими элементами автоматических измерительных систем являются, например, регулировочные винты неподвижных контактов преобразователей, определяющие предельные размеры контролируемой детали или заданную величину окончательного размера детали, обрабатываемой на станке, и др. Элемент сравнения осуществляет сравнение величин воздействия, полученных от воспринимающего и задающего элементов, и передает сигнал на преобразующий элемент. Преобразующий элемент осуществляет преобразование воздействия (сигнала), полученного от элемента сравнения и передает его на измерительный и исполнительный элементы. Преобразующим элементом системы, например, является электрическая цепь датчика, вырабатывающая сигнал о достижении деталью предельного или заданного размера. Измерительный элемент воспринимает преобразованные воздействия контролируемого объекта и фиксирует числовые значения изменений контролируемой величины на показывающем, регистрирующем или цифровом отсчетном устройстве. Исполнительный элемент воздействует на рабочие органы управляемого объекта, осуществляя конечное преобразование энергии, получаемой от преобразующего элемента. Таким образом, реализуется система активного контроля с автоматической подналадкой станка выполняет задачу регулирования процесса. Контролируется размер обработанной детали и в зависимости от его значения, при необходимости, путем передачи воздействий от исполнительного элемента на корректирующий блок осуществляется подналадка станка. Функциональная блок-схема такой системы имеет замкнутую цепь воздействий с обратной связью и является схемой простой системы автоматического регулирования по отклонению размера.
Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 501; Нарушение авторского права страницы