|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Стационарное оборудование для разрезания металлов
Стационарная механическая (приводная) ножовка (рис.6.12) представляет собой металлорежущий станок. Универсальная дисковая пила (рис.6.13) применяется для разрезания профильного металла различных сечений, профильных разрезов, надрезов и вырезов.
Маятниковая пила (рис. 6.14) применяется в тех же случаях, что и универсальная дисковая.
Ленточные пилы (рис. 6.15) предназначены для разрезания профильного материала и труб, а также листового и полосового материала. Этот метод разрезания наиболее эффективен при вырезании сложных криволинейных контуров для последующей обработки. Режущее полотно ленточной пилы представляет собой бесконечную ленту шириной 6-25 мм и толщиной 0, 6 – 1, 4 мм с насеченными на ее кромке зубьями. Узкие ленты применяют при резании металлов по криволинейным профилям с малыми радиусами закругления. Для предупреждения сползания ленты со шкивов на их ободы наклеивают ленты из прорезиненной ткани. Гильотинные ножницы (рис. 6.16). Разрезаемый лист устанавливают на стол и прижимают к нему пневматическими или гидравлическими прижимами 2. Гильотинные ножницы допускают резание листов толщиной до 40 мм с длиной реза за один ход ножа до 3000мм. Для установки на столе станка листов большой длины служит подставка 7. Включение привода верхнего ножа осуществляют при помощи педали 6.
Роликовые ножницы – это ножницы с вращательным движением ножей. К этой группе оборудования относятся собственно роликовые ножницы и дисковые ножницы (рис. 6.17). Роликовые ножницы могут быть с прямо установленными и наклонно установленными ножами. Их применяют при резании полос от листа без ограничения длины и вырезания криволинейных заготовок по разметке. У ножниц с наклонно установленными ножами станина имеет форму скобы, что позволяет разрезать листы большого размера. Дисковые ножницы ( рис. 6.18) применяют для разрезания листов и полос неограниченной длины, а также для резки по криволинейному контуру. Ножницы могут разрезать листы толщиной до 25 мм.
Вибрационные ножницы представляют собой станок с короткими ножами (рис. 6.19)
Типичные дефекты при резании металла, причины их появления И способы предупреждения
Таблица 4
Контрольные вопросы:
1. Почему при использовании ручной ножовкой необходимо следить за тем, чтобы в процессе резания участвовало не менее двух-трех зубьев? 2. Почему при резании вибрационными ножницами больших листов подачу следует осуществлять за счет перемещения ножниц? 3. Какую роль выполняет смазка, вносимая в зону резания, при разрезании труб труборезом? 4. Чем вызвана необходимость использования рукавиц при резании металла ножницами? 5. В чем преимущества раздвижного ножовочного станка перед цельным?
Тема 7 Правка и гибка
Студент должен: знать: - приемы правки и гибки металла; - инструменты и приспособления, применяемые при гибке и правке металла; - правила техники безопасности при гибке и правке металла. уметь: - выполнять правку и гибку металла вручную и приспособлениями; - проводить контроль выполненных операций: правки и гибки. Оснащение рабочего места: тиски слесарные, тиски ручные, угольники-нагубники к тискам; ножницы по металлу; молотки слесарные для правки массой 500…600 г; молотки из мягких металлов; молотки деревянные, киянки; линейки измерительные металлические, чертилки; кернеры; шаблоны разметочные; очки защитные. 7.1 Правка представляет собой первую операцию по подготовке заготовки или металла для ее последующей технологической обработки. Она предназначается для устранения искажений формы (вмятин, выпучиваний, волнистости, коробления, искривления и т.п.) путем пластического деформирования. Металл подвергается правке как в холодном, так и в нагретом состоянии. Правку можно выполнять ручным способом на стальной или чугунной плите или на наковальне, машинную правку производят на прессах и правильных вальцах. Для правки применяют: молотки с круглым полированным бойком, так как молотки с квадратным бойком оставляют следы в виде забоин; молотки из мягких материалов (медные, свинцовые, деревянные); гладилки и поддержки (металлические или деревянные бруски) для правки тонкого листового и полосового металла; правильные бабки для закаленных деталей с цилиндрической, сферической и прочими фасонными поверхностями.
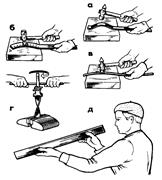
Простейшей является правка металла изогнутого по плоскости. В этом случае молотком или кувалдой наносят сильные удары по наиболее выпуклым местам полосы, уменьшая силу удара по мере выпрямления и поворачивая полосу с одной стороны на другую по мере необходимости (рис. 7.2 а, б). Сложней правка металла, изогнутого по ребру. Если в первом случае правка заключалась в простом выравнивании полосы, то здесь прибегают к деформированию растяжением части металла (рис. 7.2, в). Правку полос, имеющих скрученный (спиральный) изгиб (рис. 7.2, г), рекомендуется проводить методом раскручивания, для чего один конец заготовки зажимают в слесарные тиски, а на втором конце закрепляют ручные тисочки. Затем рычагом выправляют спиральную кривизну. При необходимости окончательную правку проводят на плите. Результаты правки (прямолинейность заготовки) проверяют на глаз (рис. 7.2, д), а для более точной проверки – на разметочной или контрольной плите по просвету, наложением линейки на полосу или щупом. Правка листового материала – более сложная операция. Она зависит от вида деформирования, как, например, выпуклости или вмятины в середине листа или заготовки, более сложного деформирования, когда заготовка имеет одновременно выпуклость и волнистость кромок листа (рис. 7.1). Предварительно обводят мелом или карандашом волнистые участки на заготовке, затем кладут её на плиту выпуклостью вверх так, чтобы заготовка металла всей поверхностью была на плите. Придерживая лист левой рукой в рукавице, правой наносят молотком удары от края листа по направлению к выпуклости (рис. 7.1, а), по мере приближения к выпуклости удары наносят слабей и чаще. Во время правки заготовку поворачивают в горизонтальной плоскости так, чтобы удары равномерно распределялись кругом по всей площади заготовки. Если на листе имеется несколько выпуклостей, то удары наносят в промежутке между выпуклостями. В результате этого лист растягивается, и все выпуклости сводятся в одну общую, которую выправляют указанным выше способом. Если лист имеет волнистость по краям, но ровную середину, то удары молотком наносят от середины листа к краям (рис. 7.1, б). От воздействия этих ударов лист в середине вытягивается, и волны по кромкам листа исчезают. После этого лист следует перевернуть и продолжать правку таким же способом до получения требуемых допусков прямолинейности и плоскостности. Правку тонких листов производят деревянными молотками–киянками (рис. 7.1, в), а очень тонкие листы проглаживают деревянным или металлическим бруском – гладилкой, придерживая их на плите левой рукой (рис. 7.1, г). При правке лист периодически переворачивают. Правку закаленных заготовок, иногда называемую рихтовкой, вызванную короблением при термической обработке, проводят различными молотками с закаленным бойком или специальным молотком с закругленной узкой стороной бойка. Удары наносят не по выпуклой, а по вогнутой стороне заготовки. Таким образом достигается растяжение волокон металла на вогнутой стороне заготовки и её выпрямление. Правку заготовок более сложной формы, например угольника, у которого после закалки изменился угол между измерительными сторонами, производят следующими способами: если угол стал меньше 900, то удары молотком наносят у вершины внутреннего угла (рис.7.3, а), если угол стал больше 900, то удары наносят у вершины наружного угла (рис. 7.3, б).
Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 2676; Нарушение авторского права страницы