|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Типичные дефекты при обработке отверстий,
Причины их появления и способы предупреждения Таблица 9
Контрольные вопросы:
1. От чего зависят формы и углы заточки режущей части сверла? 2. Почему обработку отверстия развертыванием выполняют вращением развертки по часовой стрелке? 3. От чего зависит износ режущего стержневого инструмента для обработки отверстий? 4. От чего зависит скорость резания при обработке отверстия? 5. Каковы преимущества применения механизированного и стационарного оборудования для обработки отверстий перед их ручной обработкой? 6. Почему для обработки отверстий зенкерованием и развертыванием нельзя применять ручной механизированный инструмент? Тема 10 Нарезание резьбы Студент должен:
знать: - виды резьб; - инструменты и приспособления, применяемые для резьб внутренних и наружных; - инструмент, применяемый для определения шага резьбы.
уметь: - нарезать резьбу на стержне, в отверстии с помощью инструментов; - определять шаг резьбы с помощью резьбомера; - производить контроль резьбы.
Оснащение рабочего места : верстак, тиски слесарные, угольники, штангенциркули, вертикально-сверлильные станки, дрели ручные, сверла разные, сверлильные патроны, тиски, подкладки прижимы, эмульсии, резиновые перчатки, резиновые коврики, защитные очки. Дополнительно требуются метчики ручные; плашки круглые (неразрезные и разрезные); клуппы с раздвижными плашками; резьбовые шаблоны, резьбовые калибры-пробки и кольца; масло машинное; сульфофрезол; различные заготовки для последующего нарезания резьбы метчиками и плашками. Резьбовые разъемные соединения находят широкое применение в машиностроении. Основными деталями резьбового соединения являются винт и гайка. Чаще всего применяют метрическую треугольную резьбу (рис. 10.1, а), которую обычно называют крепежной и используют для крепежных деталей: болтов, винтов, шпилек и гаек. Помимо треугольных резьб бывают резьбы с прямоугольным (рис. 10.1, б), трапецеидальным (рис. 10.1, в), круглым (рис. 10.1, д) профилями и профилем в виде неравнобокой трапеции – упорная резьба (рис. 10.1, г). Резьбы бывают правые и левые. У правых резьб винтовая линия поднимается слева направо (по ходу часовой стрелки). В машиностроении преимущественно применяют правые резьбы.
Нарезание резьбы можно производить на станках и вручную. В практике слесарной обработки для нарезания внутренней резьбы в отверстиях применяют метчики, а для нарезания наружной резьбы – плашки различной конструкции. Метчики по назначению делятся на ручные, машинно-ручные, машинные и гаечные. Метчик имеет рабочую часть и хвостовик, заканчивающийся квадратом для воротка (рис.10.2, а). Перо метчика имеет форму клина с соответствующими углами: передним γ, полученным путем заточки передней поверхности канавки (рис.10.2, б) и задним α, полученным путем заточки (затылования) по наружному диаметру режущей части (рис. 10.2, в). Ручные (слесарные) метчики для метрической и дюймовой резьб изготовляют комплектами из двух и трех метчиков. Комплекты из двух штук (черновой и чистовой) применяют для резьб с шагом до 3 мм включительно; из трех штук (черновой, средней и чистовой) – с шагом резьбы свыше 3 мм (рис. 10.3). Полный профиль резьбы имеет только чистовой метчик. Черновой и средний метчики имеют меньшие наружные диаметры. Различна и длина заборного конуса у каждого метчика: у чернового (4...5) Р, у чистового – (1, 5...2) Р. Каждый метчик в комплекте имеет на хвостовой части соответственно одну, две или три риски (кольца). В таком же порядке их используют при нарезании резьбы.
Диаметр сверла для отверстия под нарезание метрической и дюймовой резьб выбирают по специальным таблицам (см.табл.10.1). Диаметр сверла (мм) для отверстия под резьбу приближенно можно вычислять по формуле
где dсв – диаметр сверла для отверстия под резьбу, мм; D - наружный диаметр резьбы гайки; Р – шаг резьбы, мм. Глухие отверстия под резьбу нужно сверлить несколько глубже, на величину у = (5...6) Р, чем задана длина резьбы в отверстии. Упражнения по нарезанию резьбы метчиками включают следующие приемы. После подготовки отверстия под резьбу приступают к нарезанию резьбы, для чего необходимо: выбрать метчики в соответствии с требуемой резьбой по чертежу детали, закрепить заготовку в тисках, смазать рабочую часть чернового метчика маслом и вставить его заборной частью в отверстие строго по его оси (без перекоса), надеть на метчик вороток и, слегка нажимая левой рукой на метчик вниз (к заготовке), правой рукой вращать вороток по ходу часовой стрелки до врезания метчика в металл, пока его положение в отверстии не станет устойчивым, взяв вороток двумя руками, плавно вращать его по ходу часовой стрелки. После одного-двух оборотов необходимо сделать пол-оборота назад для дробления стружки и продолжать нарезание резьбы до полного входа рабочей части метчика в отверстие, вывернуть метчик обратным вращением из отверстия, прорезать резьбу средним, а затем чистовым метчиками. Метчики, смазанные маслом, ввертывают в отверстие без воротка, и только после того как метчик пройдет правильно по резьбе, на квадрат хвостовика надевают вороток и продолжают нарезание резьбы. Приемы нарезания резьбы метчиками в сквозных и глухих отверстиях показаны на рис. 10.4, а, б. В качестве смазочно-охлаждающей жидкости применяют при нарезании резьбы в стальных и бронзовых заготовках раствор эмульсола, сульфофрезол, минеральное масло, при обработке чугуна и алюминиевых сплавов – керосин, а также без охлаждения. Качество резьбовой поверхности определяют внешним осмотром для обнаружения задиров и сорванных ниток. Точность резьбы проверяют резьбовыми калибрами-пробками (проходная пробка должна ввинчиваться, непроходная – не ввинчиваться). Резьбу в глухом отверстии проверяют ввертыванием контрольного болта (рис.10.4, в, г).
При нарезании резьбы метчиками необходимо соблюдать следующие правила: нарезать резьбу полным набором метчиков, не перегружая чистовой метчик; средний и чистовой метчики вводить в отверстие без воротка, не допуская перекоса метчика; при нарезании резьбы в глухих отверстиях метчики периодически вывертывать из отверстия и очищать канавки от стружки, а при обработке мелких заготовок также удалять стружку из отверстия; для предохранения метчиков от поломок, повышенного усилия (крутящего момента), передаваемого рукой слесаря, применять вороток, соответствующий данному диаметру нарезаемой резьбы; для получения качественной резьбы и предохранения метчиков от поломок из-за повышенного трения и нагрева обязательно применять смазывающе-охлаждающую жидкость.
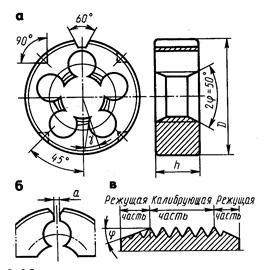
Раздвижные (призматические) плашки (рис.10.6) состоят из двух половинок – полуплашек 1 и 2. На боковых сторонах полуплашек имеются угловые пазы, которыми они устанавливаются и направляющие выступы клупка (воротка) и поджимаются винтом. Этим же винтом можно изменять расстояние между полуплашками и обеспечивать диаметр резьбы в нужных пределах. Нарезание резьбы можно производить в несколько проходов, что значительно облегчает процесс резания. При выборе диаметра стержня под наружную резьбу необходимо руководствоваться следующим: если диаметр выполнен больше требуемого, то увеличивается давление на зубья плашки, что приводит либо к срыву резьбы, либо к поломке зубьев плашки. При значительно меньшем диаметре стержня резьба не имеет полного профиля. Для получения качественной резьбы диаметр стержня выбирают по таблице 10.1 или принимают на 0, 1 мм меньше наружного диаметра резьбы. Таблица 10 - Диаметры стержней под резьбу при нарезании Резьбы плашками, мм
Упражнения по нарезанию наружной резьбы круглыми плашками включают следующие приемы. Взять заготовки с требуемым диаметром стержня. Подготовить инструмент к работе, для чего слегка отвернуть все винты на воротке (плашкодержателе), вставить плашку в гнездо воротка так, чтобы маркировка на плашке была наружу, а углубления располагались против стопорных винтов. Закрепить плашку в воротке стопорными винтами. Для разрезной плашки крайние регулировочные винты воротка отвернуть, а средний винт плотно завернуть, разжав плашку. Проверить штангенциркулем диаметр стержня и наличие на его конце фаски для облегчения врезания плашки. При отсутствии фаски опилить ее напильником. Приступая к нарезанию наружной резьбы плашками необходимо: закрепить стержень в тисках вертикально так, чтобы его конец выступал над губками тисков на 15...20 мм больше длины нарезаемой части, смазать конец стержня машинным маслом, наложить плашку на конец стержня так, чтобы маркировка была снизу, и, нажимая на корпус воротка ладонью правой руки, левой рукой вращать его за рукоятку по ходу часовой стрелки до полного врезания плашки, взяв вороток двумя руками, плавно вращать его по ходу часовой стрелки. После одного-двух оборотов необходимо сделать пол-оборота обратно, продолжать нарезание резьбы, обильно смазывая стержень маслом, снять плашку со стержня обратным вращением. При нарезании резьбы разрезной плашкой необходимо прорезать стержень на требуемую длину указанным выше способом и, сняв плашку обратным вращением, проверить резьбу резьбовым калибром-кольцом или контрольной гайкой. Если гайка или проходное кольцо не навинчивается, прорезать стержень ещё раз, регулируя размер резьбы плашки регулировочными винтами. При нарезании резьбы раздвижными плашками в клуппе необходимо подготовить инструмент к работе, для чего вложить в рамку клуппа последовательно полуплашки 1 и 2 и сухарь 3, так, чтобы маркировка на плашках была со стороны маркировки на корпусе клуппа, и слегка поджать сухарь нажимным винтом. При нарезании резьбы надеть плашку на конец стержня так, чтобы она охватывала стержень на ¾ своей толщины, и затянуть нажимной винт. Затем, смазав плашку и конец стержня маслом, прорезать стержень на требуемую длину, применяя способ, указанный для круглых плашек. Вращая клупп против часовой стрелки, установить его в первоначальное положение, повернуть нажимной винт на пол-оборота и снова прорезать резьбу на стержне (сделать второй – получистовой проход). Продолжать нарезание в таком порядке до получения полного профиля резьбы, проверяя резьбу калибрами-кольцами или контрольной гайкой. Качество работы проверяют внешним осмотром для обнаружения задиров и сорванных ниток, а точность калибрами-кольцами или контрольной гайкой (гайка должна навинчиваться легко, но без качания). На рис.10.6 показаны приемы нарезания наружной резьбы круглыми плашками и раздвижными плашками в клуппе.
Перемещение плашек обеспечивает специальное поворотное устройство клуппа – планшайба, приводимая в движение рукояткой 4. Точная установка плашек на размер нарезаемой резьбы осуществляется по лимбу, имеющемуся на корпусе клуппа, а установочные перемещения происходят при помощи червячной передачи 3. После установки плашек на заданный размер резьбы их положение фиксируется нажимом специального упора - «собачки». После нарезания резьбы клупп не свинчивают с обработанной заготовки, а раздвигают плашки поворотом рукоятки 4 клуппа и снимают его с обработанной заготовки. Помимо режущих плашек в клуппе имеются и три направляющие плашки (гладкие, без резьбы). Они обеспечивают устойчивое положение клуппа на трубе в процессе обработки; их установка производится вращением червячного винта передачи 3. На трубах диаметром ½ дюйма и меньше резьбу вручную нарезают специальными трубными круглыми плашками. При нарезании резьб на трубах следует учитывать характер соединения их в трубопроводе. При нарезании резьбы для неразъемного трубного соединения длина нарезанной части трубы должна составлять ½ длины соединительной муфты за вычетом длины резьбы, приходящейся на 1...1, 5 витка резьбы. При нарезании резьбы для разборных трубных соединений («на сгон») на одной трубе нарезается резьба, как для неразъемных соединений, а на другом конце трубы длина нарезанной части должна составить сумму длины соединительной муфты, контргайки минус 1...1, 5 длины витка для данной резьбы. Гребенки резьбонарезные круглые (рис. 10.8) используются для нарезания трубной резьбы на металлорежущих станках (токарных и сверлильных) с помощью специальных патронов. Гребенки выпускаются комплектами из четырех штук; резьба каждой гребенки комплекта смещена по отношению к предыдущей на ¼ шага резьбы.
При нарезании наружных резьб на сверлильных и токарных станках применяют специальное приспособление – плашкодержатель с автоматическим отключением подачи (рис. 10.10). Приспособление состоит из хвостовика, на котором установлена втулка с запрессованными в нее пальцами 2. Во втулку ввинчены винты 4, концы которых могут входить в отверстие муфты 5. Внутри муфты размещен регулировочный винт 6. Плашка закрепляется винтом в гнезде корпуса 1.
Приспособление устанавливается либо в отверстие шпинделя сверлильного станка, либо в отверстие пиноли задней бабки токарного станка. При обработке торец обрабатываемого стержня выходит из плашки и упирается в торец винта 6, заставляя его перемещаться внутри хвостовика. На винте навинчена муфта 5, которая, перемещаясь вместе с винтом 6, сжимает пружину. Движение муфты 5 через винты 4 передается втулке 3, которая перемещается по наружной поверхности хвостовика до тех пор, пока пальцы 2 не выйдут из отверстия корпуса. В момент выхода пальцев 2 из корпуса 1 он вместе с установленной в нем плашкой начинает вращаться. Переключая вращение станка на реверсивное, обеспечивают вывод плашки из зоны резания. Регулируя вылет винта из муфты можно нарезать резьбы различной длины. Смазывающе-охлаждающие жидкости (СОЖ) при нарезании резьб служат для облегчения условий работы инструмента, снижения шероховатости обработанной поверхности, а следовательно, для повышения качества получаемой при нарезании резьбы. Выбор СОЖ зависит от материала обрабатываемой заготовки. Так, например, для охлаждения стали (конструкционный, инструментальной и легированной), чугуна, меди и алюминия чаще всего используется эмульсия. Кроме того, для охлаждения чугуна и алюминия применяется керосин. Нарезание резьб в меди, латуни и бронзе может выполняться без охлаждения. Накатывание резьб Накатываются, как правило, наружные резьбы. Накатанные резьбы отличаются от нарезанных более высоким качеством резьбовой поверхности и большей прочностью резьбы. Более высокое качество резьбовой поверхности обусловлено тем, что такие резьбы получают без осуществления резания, т.е. без снятия стружки и, следовательно, при такой обработке отсутствуют отрицательно влияющие на обработанную поверхность факторы (срыв вершин резьбы, задиры и т.п.). Прочность резьбы увеличивается за счет пластического деформирования материала заготовки, которое происходит при накатывании резьбы выдавливанием части материала заготовки из впадин резьбы в ее вершины. Такое пластическое деформирование называется наклепом. Оно изменяет структуру металла, вызывая его упрочнение. Накатывание резьбы осуществляется при помощи специальных роликов, устанавливаемых в корпусе резьбонакатной плашки (рис. 10.11). Накатные плашки применяются для получения резьб диаметром от 4 до 32 мм с шагом от 0, 7 до 2, 5 мм. Накатывание резьбы можно выполнять как вручную. Так и на металлорежущих станках.
Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 4517; Нарушение авторского права страницы