|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Инструменты для механизации опиловочных работ
Эти инструменты подразделяются на две группы: инструменты для механизированных устройств возвратно-поступательного и вращательного действия. К инструментам с возвратно-поступательным движением относятся машинные напильники, которые изготовляют из инструментальных углеродистых сталей марок У12 и У12А (рис. 8.16). Они, как и обычные напильники для ручного опиливания, имеют разную форму поперечного сечения, однако их номенклатура ограничена тремя типами (квадратные, плоские и треугольные). Поэтому машинные напильники применяются для обработки плоских поверхностей, а также поверхностей, расположенных под различными углами друг к другу, причем углы эти не должны быть менее 300.
Ручные механизированные инструменты могут иметь как электрический, так и пневматический привод. Рабочее движение у этих инструментов может быть вращательным (при использовании дисков, боров, шлифовальных головок), так и возвратно-поступательным (при использовании машинных напильников). Электрическая опиловочная машина с гибким валом, который может передавать вращательное движение от электрического привода к исполнительному механизму, изгибаясь при этом под различными углами, изображена на рис.8.20. Это значительно расширяет технологические возможности устройств подобного типа. Машины такого типа отличаются большим разнообразием конструкций.
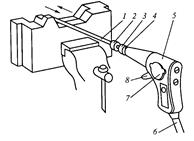
Приведенная в качестве примера опиловочная машина смонтирована на опоре 9. Вращательное движение передается рабочему органу от электродвигателя 7 посредством ремня 4 и ступенчатых шкивов 5 и 3 гибкому валу 6. На гибком валу установлен патрон 1, в котором крепится инструмент – фреза, шарошка, шлифовальная головка 2. В нерабочем положении патрон с напильником устанавливают в кронштейн 8. В электрических машинах возвратно-поступательного действия используются механизмы преобразования вращательного движения в возвратно-поступательное. Принципиальных конструктивных отличий от опиловочных устройства вращательного типа такие машины не имеют, за исключением установки механизма преобразования движения. Пневматические опиловочные машины (рис. 8.21) не имеют индивидуального привода, их присоединяют либо к централизованной сети разводки воздуха высокого давления, либо к индивидуальному компрессору, производящему воздух высокого давления.
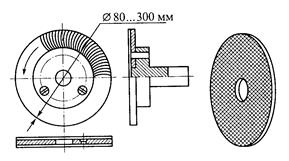
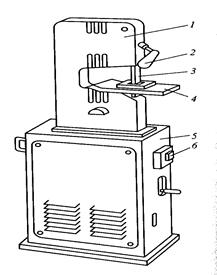
Воздух высокого давления по воздухопроводящему шлангу 6 (независимо от источника сжатого воздуха) поступает в поршневую коробку 5, заставляя поршень 3 совершать возвратно-поступательные движения, которые через шток передаются инструменту 1. Инструмент 1 закрепляют в патроне 2, связанном с поршнем поворотной втулкой 4. Доступ воздуха в поршневую коробку 5 осуществляется нажатием на пусковой крючок 8. Доступ к поршневой группе для контроля за ее состоянием осуществляется при снятии крышки 7. Стационарное опиловочное оборудование обеспечивает повышение производительности по сравнению с ручным опиливанием более чем в 15 раз, однако использование такого оборудования ограничено номенклатурой применяемого на нем инструмента. На этом оборудовании можно обрабатывать плоское поверхности наружного и внутреннего контура, расположенные, как правило, под углами более 300. Опиловочный станок с абразивной лентой (рис. 8.22) предназначен для обработки наружных и внутренних поверхностей, в качестве рабочего инструмента в нем используется бесконечная абразивная лента. Станок монтируется на основании 5, на котором устанавливают кронштейн 1. Внутри кронштейна находится бесконечная абразивная лента 3, приводимая в движение от электродвигателя, расположенного в основании. На кронштейне смонтирован стол 4, на котором закрепляют заготовку. Для обеспечения комфортных условий работы на станке предусмотрено местное освещение лампой 2. Пуск станка осуществляется от кнопки включения 6.
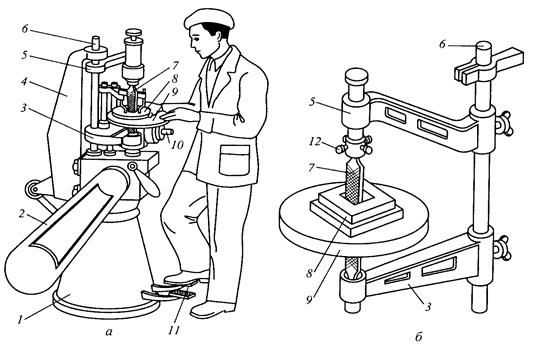
Стационарный опиловочно-зачистной станок (рис.8.23) предназначен для обработки плоских поверхностей, как наружных, так и внутренних, расположенных под углом, не превышающим 300. Он состоит из станины 1, на которой установлена стойка 4. Все приводы расположены внутри станины и стойки, в стойку вмонтирован шток 6, на котором крепятся кронштейны 5 и 3. Напильник 7 закрепляют в кронштейнах 3 и 5 при помощи винтов 12. Заготовку 8 устанавливают на столе 9. Установка заготовки на заданный угол обработки производится за счет поворота стола при помощи винта 10. Шкивы привода защищены кожухом 2, а запуск станка в работу осуществляется при помощи нажатия на педаль 11.
Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 972; Нарушение авторского права страницы