|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ОСОБЕННОСТИ КОНСТРУКТИВНОГО ВЫПОЛНЕНИЯ ТУРБОГЕНЕРАТОРОВ
В турбогенераторах с водородным охлаждением корпус газоплотный и должен выдерживать гидравлическое испытание давлением воды, превышающим номинальное давление водорода в генераторе на 0, 5 МПа в течение 30 мин. Его торцевые щиты должны быть не только газоплотными, но и иметь достаточную жесткость. У машин мощностью 300 МВт и выше корпус разъемный. Характерный, хотя и не частый вид повреждения корпуса — появление трещин в сварных швах в результате усталости металла от длительной вибрации. В генераторах с водородным охлаждением трещины вызовут утечку водорода. Сердечник турбогенераторов, гидрогенераторов и компенсаторов собирается из листов высоколегированной горячекатаной стали марок 1513, 1514 и холоднокатаной марки 3413 и др. толщиной 0, 5 мм. При мощности генераторов выше 100 МВт применяется холоднокатаная сталь, листы которой располагаются так, чтобы направление магнитного потока в спинке сердечника совпадало с направлением прокатки стали. Из листов стали набираются пакеты, а из пакетов — сегменты сердечника. Вентиляционные каналы между пакетами выполняются при помощи распорок (тавриков) из немагнитной стали. По мере сборки сердечника ведется его опрессовка с созданием давления 1, 0—1, 7 МПа. Окончательно опрессованный сердечник закрепляется нажимными кольцами из немагнитной стали и стяжными болтами, пропускаемыми за спинкой сердечника. Под нажимные кольца устанавливаются нажимные пальцы из немагнитной стали, создающие опрессовку крайних пакетов в зоне зубцов. Ослабление прессовки сердечника вызовет вибрацию листов активной стали, что может привести к повреждению изоляции между ними и появлению вихревых токов, создающих дополнительный нагрев стали. Вибрация листов стали в зубцовой зоне может вызвать истирание изоляции стержней обмотки статора или поломку листов и про-резание изоляции отломившейся частью листа. Признаком ослабления прессовки стали является появление на поверхности спинки или в расточке сердечника налета ржавчины от контактной коррозии в месте соприкосновения вибрирующих листов. Обмотки статора выполняются двухслойными корзиночного типа. В каждом пазу укладываются два стержня, принадлежащих двум разным секциям. В этих обмотках применяется непрерывная изоляция прямого участка и лобовых частей стержня наложением микаленты, изготовляемой на асфальтовом масляном лаке. При изолировании стержень подвергается многократной компаундировке, заключающейся в сушке его в вакууме при температуре 150—160 °С после наложения нескольких слоев микаленты, и последующей пропитке под давлением компаундом, состоящим почти из чистого битума. При сушке из изоляции стержней удаляются влага, воздух и летучие составляющие лака, а при пропитке под давлением заполняются все поры, что препятствует затем проникновению в изоляцию влаги и воздуха. Микалентная изоляция длительное время являлась основным видом изоляции статорной обмотки турбо- и гидрогенераторов. Однако в связи с ростом единичных мощностей генераторов и увеличением в 1, 5—2 раза удельных токовых нагрузок в обмотках стала сказываться ее недостаточная механическая прочность в нагретом состоянии. Поэтому в настоящее время для мощных генераторов применяют термореактивную изоляцию. В термореактивной изоляции основным изолирующим материалом является стекломикалента, изготовленная из лепестков слюды и под- Рис. 3.1. Сечение стержня статора с косвенным охлаждением (а), с непосредственным охлаждением водородом (б) и непосредственным охлаждением водой (в): 1—клин; 2 — корпусная изоляция стержня; 3—сплошной элементарный проводник; 4 — полый элементарный проводник; 5 — трубка для газа ложки из стеклоткани. Связующим элементом служит искусственная термореактивная смола (главным образом эпоксидная), затвердевающая при температуре 150—160° С и не размягчающаяся при повторных нагреваниях. Термореактивная изоляция имеет лучшие электрические характеристики. Механическая прочность новой изоляции значительно выше, что позволяет выполнить более плотную обтяжку стержней лентой. Для исключения вредного влияния ионизации между стержнем и пазом поверх изоляции стержни покрываются полупроводящей асбестовой лентой. На рис. 3.1 показаны сечения стержня статора для различных систем охлаждения. Непосредственное охлаждение обмотки статора в
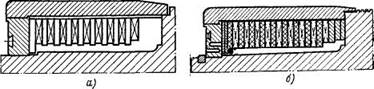
генераторах серии ТГВ выполняется путем циркуляции водорода rfb трубкам из нержавеющей стали, уложенным между двумя рядами элементарных проводников стержня, а в генераторах серии ТВВ — за счет циркуляции воды (дистиллята) по полым проводникам стержня, уложенным вперемежку со сплошными элементарными проводниками. Подвод и отвод воды к стержням статора от кольцеобразных коллекторов генератора выполняются при помощи эластичных шлангов из фторопласта, обладающих высокой электрической прочностью. В пазах стержни плотно закрепляются клиньями из гетинакса или волокнита. В крупных генераторах (мощностью 150 МВт и более) соединения стержней выполняются твердым припоем ПСр-15 (15 % серебра). Твердая пайка обеспечивает хороший электрический контакт, если даже пропаялось только 50 % контактной поверхности. Ротор крупного турбогенератора выполняется из цельной поковки хромоникельмолибденовой или хромоникельмолибденованадиевои стали, обладающей весьма высокими механическими свойствами. Ротор турбогенератора меньшей ■ мощности изготовляется из углеродистой стали повышенного качества. Для укладки обмотки на бочке ротора профрезовываются пазы. По оси полюсов, где пазы отсутствуют, остаются большие зубцы. Жесткость ротора по оси зубцов значительно выше, чем по оси, перпендикулярной к ним. Для уменьшения вибрации ротора, возникающей вследствие неодинаковой его жесткости, в больших зубцах выполняются продольные пазы, заполняемые магнитными клиньями (генераторы серии ТГВ), или поперечные пазы (генераторы серии ТВВ). Ротор турбогенератора кроме воздействия центробежных сил испытывает большие напряжения от знакопеременных изгибающих сил, так как, несмотря на его вращение, он остается прогнутым вниз. Высока и его тепловая нагрузка, В турбогенераторах 100—150 МВт с поверхностным охлаждением потери в роторе на 1 м3 активного объема в 1, 4—1, 5 раза выше соответствующих потерь в статоре. Чтобы выдержать большие механические нагрузки, изоляция обмотки ротора должна иметь высокую механическую прочность, сохраняющуюся при температуре 130 — 150°С. Для предотвращения деформации от центробежных сил лобовые части обмотки ротора закрепляются роторными бандажами (рис. 3.2), состоящими из бандажного и центрирующего колец. Бандажное кольцо представляет собой наиболее напряженно работающий узел ротора, так как оно испытывает центробежные усилия не только от собственной массы (около 60 % всей нагрузки), но и от лобовых частей обмотки ротора, а также усилия, вызванные посадкой с натягом. Поэтому материал, из которого изготовляются бандажные кольца, должен иметь очень высокие прочностные и пластические свойства. В генераторах 30 МВт и выше бандажные кольца изготовляются из немагнигной высокопрочной хромоникельмарганцевой стали, подвергающейся сложной обработке. Роторные бандажи подразделяются на двухпосадочные и однопо-садочные. В бандажах с двумя жесткими посадками на рис. 3.2, а (одна — на бочку ротора и вторая — через центрирующее кольцо на вал ротора) носик бандажного кольца из-за прогиба вала ротора при его вращении стремится переместиться относительно бочки ротора. Такие
Рис. 3.2. Конструкция роторных бандажей: о — жесткая посадка на бочку и вал (две посадки); б —посадка на полуэластичное центрирующее кольцо и на бочку ротора; в — посадка только на бочку ротора (консольная) бандажи работают удовлетворительно только в турбогенераторах мощностью не выше 30 МВт, имеющих сравнительно короткие роторы. В турбогенераторах 50 МВт и выше из-за увеличения длины и прогиба ротора знакопеременные силы, вызывающие перемещение носика бандажного кольца, настолько возрастают, что от их длительного воздействия появляются наклепы, трещины и сколы на посадочных местах зубцов бочки ротора и кромок бандажей, ослабляется натяг в посадке, в результате чего в тех же местах появляются ожоги от нагрева токами, возникающими в роторе при несимметричных режимах. В целях уменьшения усилий, действующих на носик бандажа, применяют полуэластичные центрирующие кольца с зигзагообразной выточкой (рис. 3.2, б) или с более надежной выточкой в виде диафрагмы. Надежность работы двухпосадочных бандажей повышается установкой под носик бандажа изоляционной прокладки из стеклотекстолита. Посадка с эластичным центрирующим кольцом и изоляционной прокладкой под носиком бандажа, применяемая в турбогенераторах серии ТВФ, обеспечивает надежную работу бандажного узла в роторах, масса которых не превышает 50 т. В турбогенераторах серии ТГВ применяются бандажи с одной посадкой на бочку ротора — консольные (рис. 3.2, б). Центрирующее кольцо в этом бандаже служит только для опоры обмотки ротора в осевом направлении и с валом не соприкасается, благодаря чему пол- ностью исключаются нежелательные воздействия на посадочные места бандажа от прогиба вала ротора. От смещения в осевом направлении бандажное кольцо удерживается кольцеобразной шпонкой. На бочке ротора бандажи удерживаются при помощи специальной гайки, навинчиваемой на кромку бандажа. На бочке ротора эта гайка закреплена при помощи кольцеобразной шпонки. При номинальной частоте вращения витки обмотки ротора турбогенератора прижимаются центробежной силой к клиньям и ft друг другу настолько сильно, что возникаю-' щие между ними силы трения защемляют ■ витки и не позволяют им удлиняться от на-| грева при нагрузке. В результате в витках I возникают силы сжатия. Если напряжение от сил сжатия превысит предел текучести -I меди, то после снятия нагрузки и остывания Рис. 3.3. Укорочение вит- обмоткн в ви™ах появится остаточная де-ков в лобовой части формация — они укоротятся. Наибольший нагрев имеют витки, лежащие внизу паза. От многократного нагрева и остывания они и укоротятся на большую величину (рис. 3.3). Деформация витков может привести к их замыканию, а в худшем случае и к разрушению меди проводников. Поэтому у крупных турбогенераторов обмотка ротора изготовляется из меди с присадкой серебра (0, 07—0, 15 %), обладающей повышенной прочностью. Популярное:
|
Последнее изменение этой страницы: 2016-07-14; Просмотров: 778; Нарушение авторского права страницы