
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Нормирование операций наращивания слоя
Норма времени на выполнение наращивания слоя металла на изношенной поверхности определяется по формуле:
Для расчета времени в общем виде, необходимого для осаждения покрытия заданной толщины h, используют соотношение Tо=1000hγ /(Dk С где
Аналитические зависимости получены из условия равномерности распределения осадка по наращиваемой поверхности. В действительности толщина осадкана различных участках детали не одинакова — на выпуклых поверхностях толщина слоя больше. Норма времени определяется по формуле:
где
Параметры режима нанесения покрытий подставлять в формулы без изменения размерностей. Исходя из значения удельной себестоимости нанесения гальванических покрытий (таблица 3 Приложения), размеров восстанавливаемой поверхности и программы восстановления определяется себестоимость восстановления. Оборудование Для нанесения гальванических покрытий применяются различные ванны, которые должны соответствовать ГОСТ 23738-85. Общий вид ванны показан на рисунке 5.7.
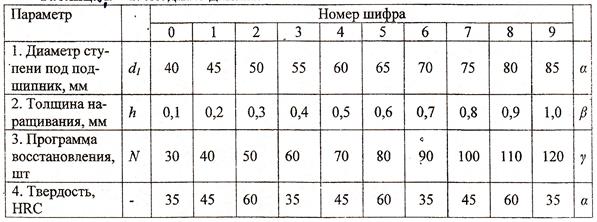
Рисунок 5.7 – Ванна для нанесения гальванических покрытий Типовое оборудование для нанесения гальванических покрытий представлено в таблице Приложения. Порядок выполнения работы 5.5.1. Студент должен законспектировать и оформить теоретическую часть практической работы. 5.5.2. Исходные данные Исходные данные выбираются согласно индивидуальному шифру студента из таблицы 5.2.: α - первая цифра шифра, β - вторая цифра шифра, γ - третья цифра шифра. Таблица 5.2 - Исходные данные Диаметры ступеней вала под манжеты, посадку звёздочек, шестерен определяют из следующих соотношений:
Используя исходные данные (d, L) студент разрабатывает ремонтный чертёж детали, согласно требованиям стандартов ЕСКД с учётом правил, предусмотренных ГОСТ 2.604-2000 «Чертежи ремонтные». Оформление отчета 5.6.1. Студент оформляет таблицу отчёта следующего вида: Таблица 5.3 – Таблица отчёта 5.6.2. В конце работы приводятся выводы с обязательным указанием значений коэффициентов долговечности и технико-экономической эффективности для данного способа восстановления. 5.7. Контрольные вопросы 1. Для каких деталей применяется нанесение гальванических покрытий? 2. Назовите преимущества и недостатки железнения. 3. Какое оборудование применяется для нанесения покрытий? 4. Назовите преимущества и недостатки хромирования. 5. Каким образом обеспечивается требуемая твердость покрытия? 6. Какие материалы используются для нанесения покрытий? 7. От каких параметров зависит толщина покрытия? 8. Назовите составляющие нормы времени на наплавку. 9. Как определяется себестоимость восстановления деталей? 10. Назовите преимущества и недостатки никелирования. Практическая работа №6. Восстановление изношенных участков детали дополнительными ремонтными деталями Практическая работа № 7. Обработка восстановленных поверхностей точением на металлорежущих станках Цель работы: научиться рассчитывать режимы и нормы времени при точении восстановленных поверхностей. 7.1. Теоретические сведения В результате восстановления деталей на их поверхностях оказывается слой нанесенного материала. на поверхности различают дефектный и качественный слои материала. схема разреза поверхностного слоя детали показана на рисунке 1. Образованный в процессе восстановления припуск есть слой материала, необходимый для выполнения всей совокупности технологических переходов пи восстановлении данного элемента детали. Дефектный слой снимают при черновом резании, а качественный слой – при чистовом резании.
Рисунок 7. 1 – схема разреза восстанавливаемой детали с образованным на ней припуском и дефектным слоем: 1 – дефектный слой; 2 – качественный слой; 3 – металл восстанавливаемой детали. Значение величины дефектного слоя (глубины резания) при нанесении метала различными способами восстановления приведено в таблице 6 Приложения. Значение припуска (глубины резания) на механическую обработку для различных способов восстановления приведено в таблице 7 Приложения. Таким образом величина качественного слоя есть разность припуска на механическую обработку и дефектного слоя. Выбор вида обработки наплавленных поверхностей зависит от их твердости и хрупкости, припуска для удаления дефектного слоя, производительности процессов, требуемой точности. Предварительная обработка деталей после наплавки, как правило, выполняется резцами с пластинами из твердого сплава Т5К.Ш и Т15К6. Заточку резцов выполняют с отрицательным передним углом 7=8 — 10°, положительным задним углом о=10 — 15° и главным углом в плане Ф=65 — 75°. Указанная геометрия резца дает возможность увеличить его износостойкость и прочность в результате улучшения отвода тепла, уменьшения усилия резания и улучшения условий работы режущей кромки. Значительное влияние на работоспособность резцов и качество наплавленной поверхности оказывает скорость резания. В результате изменения скорости резания можно снизить шероховатость поверхности на 1 — 2 класса и повысить твердость наплавленного слоя на 15 — 20 %. При этом глубина наклепа поверхностного слоя будет 120— 160 мкм, а глубина распространения остаточных тангенциальных напряжений 150 —380Н/М. В приведенной выше табл. приложения приведены режимы обработки и материалы инструмента для обработки наплавленных поверхностей различной твердости. Следует отметить, что при обработке наплавленных поверхностей резцами из твердого сплава ТК не всегда удается достичь высокого качества поверхности детали. Так, при электродуговой наплавке порошковой проволокой ГПРН-120 получаемая поверхность имеет макронеровности размером до 1, 0— 1, 5 мм и значительную волнистость. В наплавленном слое вблизи от поверхности имеются раковины, неметаллические включения (флюс, оксиды и т. д.). Из-за специфических условий нанесения и охлаждения наплавленного слоя его твердость неравномерна и колеблется от 34 — 36 до 46 — 48 Н^С. Применение указанного вида проволоки вызывает значительные трудности из-за низкой обрабатываемости этого материала. Так, при обработке резцами Т15К6 при скорости резания 0, 4—0, 5 м/с, подаче 0, 1--0, 12 мм/об и глубине резания до 2, 5 мм стойкость резцов не превышала 30 мин. При этом наблюдалось частое разрушение инструмента на завершающей операциии в технологии восстановления деталей. Режимы резания К основным элементам режима резания относятся: глубина резания t, мм; подача S, мм/об; скорость резания v, м/мин или частота вращения n
где: n- частота вращения, v- скорость резания, м/мин; d- диаметр детали, мм Подача инструмента для чернового точения выбирается из таблицы 7.1 Таблица 7. 1 – Подачи при черновом точении
Требуемая шероховатость обработанной поверхности является основным фактором, определяющим подачу при чистовом точении (табл 7.2)
Таблица 7. 2 – Подачи при чистовом точении
Скорость резания определяется по формуле:
где: t – глубина резания, мм; S – подача инструмента, мм/об; Т – стойкость инструмента, мин (выбирается из табл 6.3); С – параметр, зависящий от обрабатываемого материала (С=41, 7); Значение m принимается равным 0, 15. Значение x при обработке деталей из стали-0, 18. Значение у при обработке деталей из стали -0, 27. Таблица 7.3 – Стойкость инструмента (резец из металлокерамического сплава)
Число проходов инструмента в прктической работе принять равным 1мм, то есть глубина резания равна толщине дефектного слоя или качественного слоя. Популярное:
|
Последнее изменение этой страницы: 2016-08-31; Просмотров: 822; Нарушение авторского права страницы
 , (5.4)
, (5.4) (5.6)
(5.6) - основное время, ч;
- основное время, ч;  - толщина наращивания, мм.;
- толщина наращивания, мм.;  - плотность осаждаемого металла, г/см3 (железнение
- плотность осаждаемого металла, г/см3 (железнение  - электрохимический эквивалент металла, г/Ач (железнение
- электрохимический эквивалент металла, г/Ач (железнение  , (5.7)
, (5.7) - норма времени, ч;
- норма времени, ч;  - время на загрузку и выгрузку деталей (
- время на загрузку и выгрузку деталей (  - коэффициент подготовительно-заключительного времени (
- коэффициент подготовительно-заключительного времени (  - число деталей, одновременно наращиваемых в ванне (
- число деталей, одновременно наращиваемых в ванне (  - коэффициент использования ванны (
- коэффициент использования ванны ( 
 (5.8)
(5.8) (5.9)
(5.9) (5.10)
(5.10)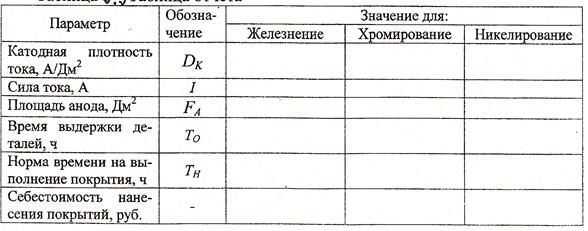
 .
. Частота вращения детали определяется по формуле:
Частота вращения детали определяется по формуле:  (7.1)
(7.1)
 (7.2)
(7.2)