
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Рецензент:д.т.н.,проф. Рубанов В.В.
Рецензент: д.т.н., проф. Рубанов В.В. В работе представлены основные типовые методы восстановления изношенных автомобильных деталей, расчеты режимов технологических процессов, техническое нормирование ремонтных работ и др., индивидуальные задания студентам для аудиторных занятий и выполнения самостоятельных работ. Содержание Содержание 3 Практическая работа №1. 5 Восстановление изношенной поверхности детали автоматизированной наплавкой под слоем флюса_ 5 Практическая работа №2. 23 Восстановление изношенной поверхности детали наплавкой в среде защитных газов 23 Практическая работа №3. 36 Восстановление изношенной поверхности детали вибродуговой наплавкой_ 36 Практическая работа №4. 46 Восстановление изношенных поверхностей детали методами напыления 46 Практическая работа №5_ 58 Восстановление изношенных поверхностей деталей гальваническими покрытиями_ 58 Практическая работа №6. 71 Восстановление изношенных участков детали дополнительными ремонтными деталями_ 71 Практическая работа № 7. 72 Обработка восстановленных поверхностей точением на металлорежущих станках_ 72
Предисловие Основной целью практических работ по ремонту автомобилей является расширение, углубление и закрепление специальных теоретических знаний, приобретение практических навыков в выполнении наиболее сложных или более типичных ремонтных операций. Выполнение практических работ по ремонту автомобилей возможно после изучения таких дисциплин: «Технология производства и ремонта автомобилей», «Метрология, стандартизация и квалиметрия», «Технология конструкционных материалов». В результате выполнения практических работ студенты должны усвоить знания процессов восстановления деталей, расчетов, основных технологических режимов, технического нормирования труда на специализированных участках в составе авторемонтных предприятий. При выполнении практических работ необходимо уделять внимание вопросам экономики производства, снижению себестоимости ремонта, повышению его качества и производительности труда, оценке экономической эффективности различных способов ремонта деталей автомобиля. Выполнение практических работ должно быть построено в тесной связи с современной практикой авторемонтных предприятий. Работа состоит из двух частей Практическая работа №1. Восстановление изношенной поверхности детали автоматизированной наплавкой под слоем флюса Цель работы: используя исходные данные и справочные материалы, рассчитать режимы и нормы времени для технологического процесса восстановления детали. Теоретические сведения Автоматическая наплавка под слоем флюса применяется при восстановлении шеек коленчатого вала, шлицевых валов и т.д. Сущность процесса сварки и наплавки. Схема наплавки приведена на рис. 1.1.
Рисунок 1.1. – Схема автоматической наплавки под слоем флюса: Режимы наплавки Оборудование Для восстановления деталей наплавкой под слоем флюса наиболее широко используется специальная установка УД-209. Наплавка осуществляется методом винтового или прямолинейного наложения сварочных швов на восстанавливаемую поверхность детали. Установка обеспечивает практически все виды наплавочных работ: наплавку цилиндрических поверхностей по спирали с шагом наплавки от 2, 8 до 12, 6 мм; наплавку деталей с колебаниями электрода на ширину наплавляемой поверхности (до 60 мм); линейную наплавку; наплавку конусных поверхностей. На установке возможна наплавка деталей диаметром от 25 до 360 мм и длиной от 100 до 800 мм. В качестве электродного материала используют проволоку сплошную и порошковую диаметром 1, 2 — 3, 2 мм. Наплавочная установка обеспечивает фиксацию восстанавливаемой детали, ее вращательное движение, подачу электродной проволоки в зону горения дуги, поступательное перемещение электродной проволоки вдоль оси вращения детали и при необходимости приведение электродной проволоки в колебательное движение.
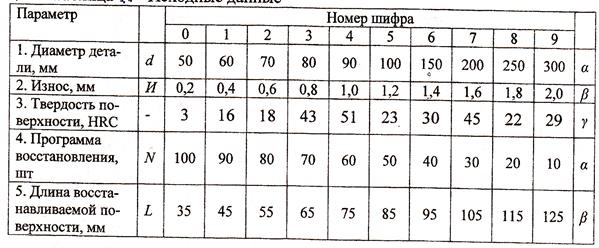
Рисунок 1.2. Схема наплавочной установки УД-209 Каретка 5 установлена на станине 1 наплавочного станка и представляет собой плиту, на которой закреплены ролики: верхние — на неподвижных осях и нижние, имеющие устройство, поджимающее их к направляющим станины. На корпусе каретки крепятся механизмы подъема сварочной головки, а также концевые выключатели механизма подъема и перемещения каретки, Механизм подачи 6 служит для подачи электродной проволоки через мундштук 4 в зону наплавки. Механизм подачи установлен ни каретке и состоит из электродвигателя и червячного редуктора, соединенных между собой изоляционной муфтой и изолирующей прокладкой. Кроме того, механизм подачи электродной проволоки содержит колебатель мундштука и обеспечивает одновременную подачу и колебания электрода. Регулирование скорости подачи электродной проволоки осуществляется ступенчато при помощи сменных шестерен. Мундштук 4 установлен на механизме подачи, содержит спираль, являющуюся направляющей для электродной проволоки. Вращатель 2 предназначен для вращения наплавляемой детали, а также для синхронного перемещения каретки при помощи ходового винта при определенных видах наплавки. Привод врашателя осуществляется через клиноременную передачу и червячный редуктор от тиристорного электродвигателя. Такой привод обеспечивает плавную регулировку частоты вращения шпинделя установки в пределах 0, 06 —6, 58 мин-1. Задняя бабка 8 с подвижной пиколью предназначена для поджима длинномерных наплавляемых деталей. Пиноль имеет ручной привод и снабжена тепловым компенсатором. Газоотсос 1 установлен на каретке и предназначен для удаления аэрозолей, образующихся в процессе наплавки. Пульт управления 3 с установкой выполнен в виде панели и содержит помимо управляющих кнопок амперметр и вольтметр для контроля за силой тока и напряжением дуги, а также указатель чисел оборотов шпинделя. Наплавочная установка питается от универсального сварочного выпрямителя ВДУ-506УЗ, имеющего крутопадающие и жесткие (пологопадающие) внешние характеристики, Данный выпрямитель имеет напряжение холостого хода не более 85 В, номинальное же рабочее напряжение для жестких внешних характеристик 50 В (пределы регулирования— 18— 50 В), а для падающих внешних характеристик 46 В (пределы регулирования 22 — 46 В). Номинальный сварочный ток достигает 500 А. Пределы регулирования сварочного тока для жестких внешних характеристик от 60 до 500 А, для падающих внешних характеристик от 50 до 500 А. Выпрямитель обеспечивает при номинальном напряжении сети легкое зажигание и устойчивое горение дуги при любом токе в пределах регулировочного диапазона. В ремонтном производстве для наплавки деталей под флюсом достаточно широко используется автомат А-580М, который представляет собой универсальную сварочную головку облегченного типа. Его используют для наплавки цилиндрических деталей диаметром 50 мм электродной проволокой диаметром 1, 6 — 4 мм. Автомат обеспечивает скорость подачи проволоки в пределах 78 — 198 м/ч. Автоматическую сварочную головку устанавливают на специальных вращателях или переоборудованных токарно-винторезных станках. В последние годы институтом электросварки им. Е. О. Патона разработана серия станков У-652, У-653, У-654, предназначенная для наплавки под слоем флюса цилиндрических, конических, шлицевых наружных и внутренних поверхностей деталей диаметром 50 — 800 мм и длиной до 1300мм. В авторемонтном производстве наплавкой подслоем флюса восстанавливают десятки наименований деталей: коленчатые и распределительные валы, полуоси, валы коробок передач и пр. Анализ данных по распределению работ по способам восстановления деталей позволяет сделать вывод о том, что каждая третья деталь восстанавливается наплавкой под слоем флюса. Порядок выполнения работы 1.5.1. Студент должен законспектировать и оформить теоретическую часть практической работы. 1.5.2. Исходные данные Исходные данные выбираются согласно индивидуальному шифру студента из таблицы 1.7.: α - первая цифра шифра, β - вторая цифра шифра, γ - третья цифра шифра. Таблица 1.7 - Исходные данные
Используя исходные данные (d, L) студент разрабатывает ремонтный чертёж детали, согласно требованиям стандартов ЕСКД с учётом правил, предусмотренных ГОСТ 2.604-2000 «Чертежи ремонтные». Оформление отчета 1.6.1. Студент оформляет таблицу отчёта следующего вида: Таблица 1.8 – Таблица отчёта
1.6.2. В конце работы приводятся выводы с обязательным указанием значений коэффициентов долговечности и технико-экономической эффективности для данного способа восстановления. 1.7. Контрольные вопросы 1. Для каких деталей применяется автоматическая наплавка под слоем флюса? 2. Назовите преимущества автоматической наплавки под слоем флюса. 3. Какое оборудование применяется для наплавки под слоем флюса? 4. Назовите недостатки автоматической наплавки под слоем флюса. 5. Каким образом обеспечивается требуемая твердость наплавленного слоя? 6. Какие материалы используются для данного вида наплавки? 7. От каких параметров зависит толщина наплавленного слоя? 8. Назовите составляющие нормы времени на наплавку. 9. Как определяется себестоимость восстановления деталей? 10. Назовите недостатки использования переоборудованного токарного станка для наплавки под слоем флюса. Практическая работа №2. Восстановление изношенной поверхности детали наплавкой в среде защитных газов Цель работы: используя данные и справочные материалы, рассчитать режимы технологического процесса восстановления наплавкой в среде углекислого газа. 2.1. Теоретические сведения Электродуговая наплавка в среде защитных газов получила наибольшее распространение в ремонте машин среди способов нанесения покрытий. Этот способ по сравнению с другими способами создания ремонтных заготовок дает возможность получать слои с высокой производительностью практически любой толщины, различного химического состава и с высокими физико-механическими свойствами. Наплавочные покрытия наносят на цилиндрические поверхности диаметром > 12 мм.
Этот способ восстановления деталей отличается от наплавки под флюсом тем, что в качестве защитной среды используется углекислый газ. Наплавку в защитных газах применяют в тех случаях, когда невозможны или затруднены подача флюса и удаление шлаковой корки. Сущность способа наплавки в среде углекислого газа заключается в том, что электродная проволока из кассеты непрерывно подается в зону сварки. Принципиальная схема наплавки в среде углекислого газа приведена на рисунке 2.1.
Рисунок 2.1 – Схема наплавки в среде углекислого газа: 1 – электродная проволока; 2 – наплавленный слой; 3 – наплавляемая деталь
Сварочная дуга. Источником тепла при дуговой сварке является сварочная дуга — устойчивый электрический разряд в сильно ионизированной смеси газов и паров материалов, используемых при сварке, и характеризуемый высокой плотностью токов и высокой температурой. Тепло, выделяемое в дуге, расходуется на нагрев газа, создание светового потока и непосредственно на сварку. Температура дуги—неравномерная, наиболее высокая в центре газового столба—около 6000° С. Основной характеристикой сварочной дуги как источника энергии является эффективная тепловая мощность qэ — это количество теплоты, введенное в металл в процессе сварки в единицу времени и затраченное на его нагрев. Недостатком способа является то, что в процессе наплавки в углекислом газе наблюдается сильное разбрызгивание жидкого металла, приводящее к налипанию брызг на мундштук и засорению сопла горелки. Кроме того, возможность сдувания газовой струи ветром, что затрудняет наплавку на открытом воздухе. По роду тока различают электрические дуги, питаемые переменным и постоянным током. При использовании постоянного тока различают сварку на прямой и обратной полярности. При горении электрической дуги постоянного тока наибольшее количество тепла выделяется на положительном полюсе. Это объясняется тем, что поток электронов в дуге испускается отрицательным полюсом — катодом. Электроны как бы бомбардируют положительный полюс (анод), вследствие чего он разогревается сильнее, чем катод. При сварке для плавления свариваемого металла необходимо затратить больше тепла, чем для расплавления самого электрода. Поэтому обычно отрицательный полюс сварочной цепи присоединяют к электроду, а положительный – к свариваемому металлу. Такое присоединение называется прямой полярностью. При питании дуги переменным током полярность тока многократно изменяется соответственно числу периодов, т. е. 50 раз в секунду. Поэтому в сварочной дуге переменного тока поток электронов также будет менять свое направление, бомбардируя попеременно то свариваемый металл, то коней электрода. В результате этого тепло между электродом и свариваемым металлом будет распределяться равномерно. Более экономичны источники питания переменным током. Так, при ручной сварке на переменном токе расход электроэнергии составляет 3 — 4 кВт-ч на 1 кг наплавленного металла, а при сварке на постоянном токе 6 — 8 кВт-ч. Однако при постоянном токе электрическая дуга получается более стабильной и устойчивой. Для создания защитной атмосферы используют: инертные газы (аргон, гелий и их смеси), активные газы (диоксид углерода, азот, водород, водяной пар и их смеси) и смеси инертных и активных газов. Разновидностью процесса является газопламенная защита от сгорания горючих газов или жидкого углеводородного топлива. Наилучшую защиту металла при наплавке обеспечивают инертные газы, однако их применение ограничивается высокой стоимостью При наплавке углеродистых и легированных сталей используют более дешевый углекислый газ. Наплавка может производиться как плавящимся, так и неплавящимся электродами. Неплавящийся вольфрамовый электрод обычно применяют при наплавке в аргоне и гелии. Наибольшее распространение получила наплавка в углекислом газе плавящимся электродом на постоянном токе обратной полярности. Учитывая, что углекислый газ окисляет расплавленный металл, в наплавочную проволоку обязательно вводят раскислители (марганец, кремний и др.). При наплавке применяют как проволоку сплошного сечения, так и порошковую. Для наплавки деталей из углеродистых и низколегированных сталей с целью восстановления их размеров применяют сварочные проволоки сплошного сечения Св-08ГС, Св-08Г2С, Св-12ГС, а также наплавочные Нп-40, Нп-50, Нп-30ХГСА и др. При наплавке используют материалы: электродную проволоку Св 12ГС, Св-0, 8ГС, Св-0, 8Г2С, Св-12X13, Св-06Х19Н9Т, Св-18ХМА, Нп ЗОХГСА; порошковую проволоку ПП-Р18Т, ПП-Р19Т, ПП-4Х28Г и др. При необходимости получения наплавленного слоя с особыми свойствами применяют порошковые проволоки. Твердость слоя, наплавленного низкоуглеродистой проволокой марки Св-08Г2С, Св-12ГС составляет НВ 200-250, и проволоками с содержанием углерода более 0, 3% (30ХГСА и др.) после закалки достигает 50 HRC. Электродуговая наплавка имеет много видов. При их классификации учитывают следующие классификационные признаки: - уровень механизации (ручная, полуавтоматическая, автоматическая); - вид применяемого тока (постоянный, переменный, импульсный, специальной характеристики); - вид электрода (плавящийся, неплавящийся); - полярность электрода при постоянном токе (прямая, обратная); - режим (стационарный, нестационарный - вид дуги (прямая, косвенная); Режимы наплавки. Режимы наплавки характеризуются силой тока, напряжением, скоростью наплавки, скоростью подачи проволоки, шагом наплавки, вылетом и смещением электрода. Силу тока при наплавке определяют в зависимости от диаметра детали. Далее, толщина наплавляемого слоя определяется по формуле:
где
Основные параметры режимов наплавки определяют по следующим формулам: - Скорость наплавки, м/ч
где:
- Сила тока, А
Т а б л и ц а 2.1. Зависимость тока при наплавке от диаметра детали
- Частота вращения детали, об/мин
где
- Скорость подачи проволоки, м/ч
- Шаг наплавки, мм / об
- Вылет электрода, мм
- Смещение электрода, мм
Ориентировочные параметры режимов наплавки под слоем флюса цилиндрических деталей даны в таблице 2.2 Таблица 2.2. Режимы наплавки цилиндрических деталей (толщина слоя 1, 0 – 1, 2 мм)
В зависимости от диаметра восстанавливаемой детали определяется сила тока Таблица 2.3. Режимы наплавки в углекислом газе
Далее, толщина наплавляемого слоя определяется по формуле:
где
Параметры режима наплавки подставлять в формулы без изменения размерностей. Нормирование операций Норма времени на выполнение наплавочных работ определяется по формуле:
где
где
где
Оборудование Схема установки для автоматической наплавки деталей в среде СО2 приведена на рисунке 2.2
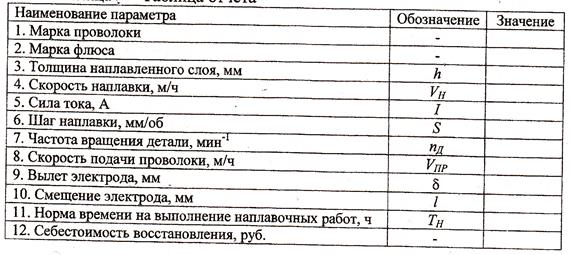
Рисунок 2.2— Схема установки для автоматической наплавки деталей в среде диоксида углерода: I- аппаратный шкаф; 2 — баллон с углекислотой: Л — подогреватель; 4 осушитель; 5 — редуктор; 6 шланг подводн газа; 7 — токарный станок; 8 — деталь; 9 — наплавочная головка; 10 — кассета с проволокой; 11 — провод; 12 — источник сварочного тока При наплавке используют токарный станок, в патроне которого устанавливают деталь 8, на суппорте крепят наплавочный аппарат 2. Углекислый газ из баллона 7 подается в зону горения. При выходе из баллона 7 газ резко расширяется и переохлаждается. Для подогрева его пропускают через электрический подогреватель 6. Содержащуюся в углекислом газе воду удаляют с помощью осушителя 5, который представляет собой патрон, наполненный обезвоженным медным купоросом или силикагелем. Давление газа понижают с помощью кислородного редуктора 4, а расход его контролируют расходомером 3. К достоинствам способа относятся — меньший нагрев деталей; возможность наплавки при любом пространственном положении детали; более высокую по площади покрытия производительность процесса (на 20... 30 %); возможность наплавки деталей диаметром менее 40 мм; отсутствие трудоемкой операции по отделению шлаковой корки, а к недостаткам — повышенное разбрызгивание металла (5... 10%), необходимость применения легированной проволоки для получения наплавленного металла с требуемыми свойствами, открытое световое излучение дуги. Для наплавки применяют следующее оборудование: наплавочные головки АБС, А-384, А-409, А-580, ОКС-1252М; источники питания ВС-200, ВСУ-300, ВС-400, ПСГ-350, АЗД-7, 5/30; подогреватели газа; осушитель, заполненный силикагелем КСМ крупностью 2, 8—7 мм; редукторы-расходомеры ДРЗ-1-5-7 или ротаметры РС-3, РС-ЗА, РКС-65, или кислородный редуктор РК-53Б. Порядок выполнения работы 2.5.1. Студент должен законспектировать и оформить теоретическую часть практической работы. 2.5.2. Исходные данные Исходные данные выбираются согласно индивидуальному шифру студента из таблицы 2.4.: α - первая цифра шифра, β - вторая цифра шифра, γ - третья цифра шифра. Таблица 2.4 - Исходные данные Используя исходные данные (d, L) студент разрабатывает ремонтный чертёж детали, согласно требованиям стандартов ЕСКД с учётом правил, предусмотренных ГОСТ 2.604-2000 «Чертежи ремонтные». Оформление отчета 2.6.1. Студент оформляет таблицу отчёта следующего вида: Таблица 2.5 – Таблица отчёта 2.6.2. В конце работы приводятся выводы с обязательным указанием значений коэффициентов долговечности и технико-экономической эффективности для данного способа восстановления. 2.7. Контрольные вопросы 1. Для каких деталей применяется наплавка в среде углекислого газа? 2. Назовите преимущества наплавки в среде углекислого газа. 3. Какое оборудование применяется для наплавки в среде углекислого газа? 4. Назовите недостатки наплавки в среде углекислого газа. 5. Каким образом обеспечивается, требуемая твердость наплавленного слоя? 6. Какие материалы используются для данного вида наплавки? 7. От каких параметров зависит толщина наплавленного слоя? 8. Назовите составляющие нормы времени на наплавку. 9. Как определяется себестоимость восстановления деталей? 10. Назовите недостатки использования переоборудованного токарного Практическая работа №3. Восстановление изношенной поверхности детали вибродуговой наплавкой Цель работы: используя данные и справочные материалы, рассчитать режимы технологического процесса восстановления детали вибродуговой наплавкой. 3.1. Теоретические сведения Технология вибродуговой наплавки предусматривает восстановление деталей с цилиндрическими, коническими наружными и внутренними поверхностями, а также с плоскими поверхностями. Вибродуговой наплавкой с подачей жидкости можно восстанавливать детали небольших диаметров, имеющие термическую или химико-термическую обработку и работающие при статических нагрузках. Сюда можно отнести восстановление шеек под сальники различных фланцев, опорные шейки разжимных кулаков, шейки распределительных валов, цапфы крестовин дифференциала и др. Этот метод основан на использовании тепла кратковременной дуги, которая возникает в момент разрыва цепи между вибрирующим электродом и наплавляемой поверхностью. Особенность этого способа: -получение малой толщины наплавляемого слоя, -прерывистый характер процесса -непрерывное охлаждение поверхности наплавки. Вибродуговая наплавка обладает существенными преимуществами по сравнению с другими способами восстановления изношенных деталей. К числу таких преимуществ относятся: незначительные деформации наплавляемых деталей, малая глубина зоны термического влияния, получение наплавленных слоев повышенной твердости без дополнительной термической обработки, возможность наплавки тонких слоев (от 0, 5—0, 7 мм до 2—3 мм). Эти преимущества обусловили широкое применение описываемого способа для восстановления изношенных деталей, в частности для восстановления автомобильных и тракторных деталей, деталей сельхозмашин, электродвигателей, различного промышленного и горнорудного оборудования, деталей судовых механизмов и машин. Вибродуговая наплавка применяется для восстановления цилиндрических деталей небольшого размера, особенно при ремонте деталей автомобилей и тракторов, станочного оборудования (оси, валы, шпиндели, шлицевые валики). За счет вибрации электродной проволоки (амплитуда - 0, 5-3, 0 мм) обеспечивается чередование кратковременной дуги, коротких замыканий и холостого хода Деталь, закрепленная в центрах или в патроне станка, равномерно вращается с необходимой скоростью. Для получения наплавленного слоя по ее длине сварочная ( вибродуговая ) головка перемещается вдоль наплавляемой детали. Электрод и деталь оплавляются за счет дугового разряда. Перенос металла, образующегося в виде капли на конце электрода в период горения дуги, происходит преимущественно во время короткого замыкания. Перенос металла небольшими каплями облегчает формирование ровных плотных слоев наплавленного металла. На рисунке.3.1 дана принципиальная электро-кинематическая схема вибродуговой установки с электромеханическим вибратором.
Рисунок 3.1. Принципиальная схема вибродуговой установки: 1 – кассета с поволокой; 2 – ролики подающего механизма; 3 – якорь вибратора; 4 – насос для охлаждающей жидкости; 5 – вибрирующий мундштук 6 – ренодеталь; 7 – катушка вибратора; 8 –генератора; 9 – электродвигатель; 10 – редуктор. Токарный станок, на суппорте которого устанавливается наплавочная головка, может быть взят любой марки при условии, что его размеры удовлетворяют габаритам восстанавливаемых деталей. Для уменьшения скорости вращения детали при круговой наплавке применяется редуктор, обеспечивающий минимальную частоту вращения детали — до 8 об/мин. На суппорте токарного станка закрепляют наплавочную головку (ОКС-6569 или ОКС-1252). Для питания дуги используют источники постоянного тока с жесткой внешней характеристикой (генераторы АНД-500/250, выпрямители ВС-300 и ВС-600, преобразователи ПД-305 и ПСГ-500). Суть наплавки в том, что электрод вибрирует вдоль оси, вызывая короткие замыкания в сварочной цепи и короткие периоды действия дуги. Вследствие вибрации электродной проволоки происходит чередование: «дуговой разряд – короткое замыкание – холостой ход». Такой способ дает возможность получить слой толщиной от десятых долей миллиметра до 3 мм за один проход. Охлаждающая жидкость (4…6 %-ный раствор кальцинированной соды в воде) защищает металл от окисления. Вибродуговую наплавку можно вести не только в среде охлаждающей жидкости, но и в среде защитных газов, под флюсом и др. В последнем случае наплавленный металл получается более однородной структуры, с меньшими внутренними напряжениями, что дает основание к применению способа (особенно с последующим упрочнением) для восстановления деталей, работающих при знакопеременных нагрузках. Детали, подлежащие наплавке, подвергаются очистке от грязи и коррозии наждачной шкуркой или металлическими щетками. Детали подвижных сопряжений с небольшим износом (0, 1—0, 20 мм) или погнутостью, а также с большой овальностью целесообразно предварительно прошлифовать, чтобы после механической обработки металл наплавки был наиболее качественным по химическому составу, структуре и механическим свойствам. Обработку следует вести до устранения указанных дефектов. Отверстия на поверхности детали, шпоночные канавки и т. п. заделываются графитовыми или медными пробками. Популярное:
|
Последнее изменение этой страницы: 2016-08-31; Просмотров: 1423; Нарушение авторского права страницы

 Наплавочная установка УД-209 (рис. 1.2) состоит из сварной станины, на которой размещены каретка, вращатель детали, механизм подачи электродной проволоки, мундштука, задней бабки с подвижной пиколью, устройства для отсоса газов, бункера для флюса и пульта управления.
Наплавочная установка УД-209 (рис. 1.2) состоит из сварной станины, на которой размещены каретка, вращатель детали, механизм подачи электродной проволоки, мундштука, задней бабки с подвижной пиколью, устройства для отсоса газов, бункера для флюса и пульта управления.

 Ток к электродной проволоке подводится через мундштук и наконечник, расположенные внутри газоэлектрической горелки. При наплавке металл электрода и детали перемешивается. В зону горения дуги под давлением 0, 05...0, 2 МПа по трубке подается углекислый газ, который, вытесняя воздух, защищает расплавленный металл от вредного действия кислорода и азота воздуха (рисунок 2.1)
Ток к электродной проволоке подводится через мундштук и наконечник, расположенные внутри газоэлектрической горелки. При наплавке металл электрода и детали перемешивается. В зону горения дуги под давлением 0, 05...0, 2 МПа по трубке подается углекислый газ, который, вытесняя воздух, защищает расплавленный металл от вредного действия кислорода и азота воздуха (рисунок 2.1) , (2.1)
, (2.1) - толщина слоя, мм;
- толщина слоя, мм;  - припуск на обработку перед покрытием, мм (принять
- припуск на обработку перед покрытием, мм (принять  - припуск на обработку после покрытия, мм (для наплавки в среде углекислого газа
- припуск на обработку после покрытия, мм (для наплавки в среде углекислого газа  , (2.2)
, (2.2) - скорость наплавки, м/ч;
- скорость наплавки, м/ч;  - коэффициент наплавки, г/АЧ;
- коэффициент наплавки, г/АЧ;  - сила тока, А;
- сила тока, А;  - шаг наплавки, мм/об (
- шаг наплавки, мм/об (  );
);  - диаметр проволоки, мм;
- диаметр проволоки, мм;  - плотность проволоки, г/см3 (
- плотность проволоки, г/см3 (  (2.3)
(2.3) , (2.4)
, (2.4) - частота вращения детали, мин-1;
- частота вращения детали, мин-1;  - диаметр детали, мм.
- диаметр детали, мм. , (2.5)
, (2.5) , (2.6)
, (2.6) , (2.7)
, (2.7) , (2.8)
, (2.8)





 (таблица 2.3) Приложения).
(таблица 2.3) Приложения). , (2.10)
, (2.10) - основное время, определяется по формуле:
- основное время, определяется по формуле:  , (2.11)
, (2.11) - длина наплавляемой поверхности, мм;
- длина наплавляемой поверхности, мм;  - программа восстановления, шт.;
- программа восстановления, шт.;  - вспомогательное время наплавки (принять
- вспомогательное время наплавки (принять  - дополнительное время, определяется по следующей формуле:
- дополнительное время, определяется по следующей формуле:  , (2.12)
, (2.12) =10% - коэффициент, учитывающий долю дополнительного времени от основного и вспомогательного;
=10% - коэффициент, учитывающий долю дополнительного времени от основного и вспомогательного;  - подготовительно-заключительное время (принять
- подготовительно-заключительное время (принять 


