
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Нормы заводского испытательного гидравлического давления
Стыковое соединение раструбных труб должно быть прочным и водонепроницаемым. Вместе с тем стыки уложенных в землю труб должны обладать некоторой гибкостью, допускающей возможность поворота соседних труб на незначительный угол между их осями (при просадках грунта по длине трубопровода) без нарушения прочности и герметичности. При соединении таких труб (рис.2.2, 2.3) гладкий конец одной трубы вставляют в раструб другой и для обеспечения водонепроницаемости оставшееся свободное кольцевое пространство в раструбе плотно заделывают смоленой пеньковой прядью, материалом может служить асбестоцемент, серосплав, алюминий, свинец.
Рис. 2.5. Фланцевое соединение чугунных труб
В практике наиболее широкое применение получила заделка стыков асбестоцементно-увлажненной смесью из 30% асбеста и 70% цемента. Асбестоцементная заделка дает прочный стык, сохраняющий водонепроницаемость во всех условиях работы трубопровода: в плывунах; при вибрации грунтов под железнодорожными путями автодорогами; лессовидных просадочных грунтах; районах поврежденных землетрясениями; в условиях вечной мерзлоты, когда исключено пучение грунта; при транспортировании горячей и холодной воды. После заделки асбестоцементом стыков чугунного трубопровода передача на него внешних нагрузок возможна не ранее чем через 5…6 суток. Наполнение трубопровода водой для испытания разрешается: при испытательном давлении Р≤ 0, 3Мпа – через 18 часов после заделки асбестоцементом стыков и при Р> 0, 3Мпа – через 24часа. Цементная заделка дает жесткий стык, поэтому её можно применять, когда исключаются осадки труб, при прокладке неответственных трубопроводов диаметром менее 200мм. Недостатки асбестоцементной и цементной заделки заключаются в трудности ремонта стыка при его течи. Единственный способ ремонта — удаление старого цемента и заделка стыка заново. Цементные стыки не рекомендуется применять: при прокладке труб ниже уровня грунтовых вод, так как в этом случае необходимо откачивать воду в течение всего времени укладки труб при схватывании цемента, что слишком дорого; при прокладке труб при температуре ниже 0; в слабых просадочных грунтах и под насыпями железных дорог. Во время аварий, когда соединение стыков должно быть выполнено очень быстро, применяют заделки раструбов алюминием, серосплавом и свинцом. Алюминиевое опорное кольцо делают из алюминиевых многожильных проводов путем расчеканки их прядей в раструбе. Заливка раструбов расплавленным свинцом дает хорошее соединение, но она очень дорога и поэтому применяется лишь при авариях на ответственных трубопроводах. Для уменьшения трудоемкости монтажа чугунных трубопроводов наша промышленность выпускает трубы диаметром от 65 до 300 мм с такими типами раструбных соединений: с резиновой самоуплотняющейся манжетой (рис. 2.3); раструбно-винтовые с чугунной или пластмассовой запорной муфтой и резиновым уплотнительным кольцом (рис. 2.4). Такие трубы предназначены для транспортирования воды температурой не выше 40 °С, не разрушающей материал труб и уплотнительных колец. Рабочее давление в трубопроводе не должно превышать 0, 4 испытательного гидравлического давления. Раструбное соединение дешевле фланцевого и обеспечивает, сохраняя при этом водонепроницаемость, подвижность отдельных участков, допускает повороты 2-3° при малых диаметрах, 1° при больших диаметрах. Кроме того, раструбное соединение по сравнению с фланцевым обладает большой химической стойкостью. Фланцевое соединение более жесткое и не допускает деформации трубопровода. Оно воспринимает растягивающие осевые усилия, и эта способность фланцевого соединения составляет основное его преимущество над раструбным. Для прокладок применяют резину и картон (вываренный в масле и смазанный суриком, применяют при небольших давлениях 0, 2-0, 3 МПа и диаметров труб 200…250мм). Более надежную герметичность дает резиновая прокладка толщиной 3…5мм. Такие соединения можно применять только в смотровых колодцах и внутри зданий. В грунте такое соединение не рекомендуется вследствие коррозии болтовых креплений, что быстро приводит их в негодность. Благодаря мобильности сборки и разборки фланцевые соединения удобно применять при прокладке трубопроводов внутри зданий насосных станций, очистных сооружений, водонапорной башни и т.д. Монтаж стыков чугунных труб
Требуется: выполнить заделку стыков чугунных раструбных труб E 50—100 мм просмоленной прядью и цементом. Стыки раструбных чугунных труб перед заделкой необходимо отцентрировать, чтобы ширина кольцевого пространства была одинаковой по всей окружности раструба. Величина зазора между торцами стыкуемых труб должна проверяться шаблоном. Для придания герметичности соединениям чугунных раструбных труб стыки заделываются двумя витками просмоленной пеньковой пряди и одним витком белой пряди с последующим закреплением их в кольцевом пространстве цементным замком для обеспечения прочности стыка. До введения в кольцевое пространство пеньковую прядь нужно плотно скрутить в жгут толщиной несколько большей ширины кольцевого пространства. Прядь уплотняется (конопатится) послойно сильными ударами молотка по конопатке. Достаточность уплотнения каждого слоя пряди (из одного жгута) в кольцевом пространстве определяется по характерному упругому откосу металлической конопатки после удара по ней молотком. Жгут может заготавливаться как в виде одного длинного отрезка, рассчитанного на заполнение кольцевого пространства на всю глубину, предназначенную для пряди, так и в виде отдельных коротких отрезков, равных длине раструбной щели с припуском 5—10 см на перекрытие концов. Расход пряди и цемента на один замок берется по нормам в зависимости от диаметра труб. Кольцевое пространство должно заполняться увлажненным цементом (10—12% воды от массы цемента) с последующим его уплотнением, начиная с низа раструба. Уплотнять цемент следует послойно с чеканкой каждого слоя сильными ударами молотка по замку. Замок после заделки должен быть увлажнен. Для этой цели раструбные стыки следует укрывать мешковиной, тряпками, мхом и поливать водой 3 – 4 раза в течениепервых суток. При грунтах или грунтовых водах, агрессивно действующих на цемент, наружная поверхность заделки раструбных соединений должна быть покрыта изоляцией, состоящей из грунтовочной покраски (30% нефтяного битума М-4 и 70% бензина) и изоляционного слоя мастики.
Стальные трубы
Стальные трубы широко применяют для устройства внешних водопроводов (прокладываемых вне зданий) и для монтажа внутренних водопроводов в зданиях. По способу изготовления стальные трубы бывают бесшовные и сварные. Размеры внутреннего диаметра от 5 до 1400мм, длина не более 15м. Трубы стальные электросварные изготавливаются по ГОСТ - сварные стальные трубы, изготовленные из штрипсов или листового проката путем формовки и электросварки. Применяются в системах водоснабжения для водоводов, работающих при значительных внутренних давлениях, а также для водопроводных линий при укладке их в макропористых грунтах, в сейсмических районах, по мостам и эстакадам и при устройстве дюкеров, т.е. в условиях, где требуется хорошая сопротивляемость труб динамическим нагрузкам и изгибающим усилиям. Стальные трубы делятся на 6 классов. Трубы 1-2-го классов изготовляются из углеродистых сталей. · Трубы стальные 1-го класса, так называемые стандартные и газовые трубы, используют в тех случаях, когда не предъявляются специальные требования, например при сооружении строительных лесов, ограждений, опор, для прокладки кабелей, ирригационных систем, а также локализованного распределения и подачи газообразных и жидких веществ. · Трубы стальные 2-го класса применяют в магистральных трубопроводах высокого и низкого давления для подачи газа, нефти и воды, нефтехимических продуктов, топлива. · Трубы стальные 3-го класса используют в системах, работающих под давлением и в условиях высоких температур, например в химической и пищевой промышленности, ядерной технике, в трубопроводах нефтяного крекинга, в печах, котлах и т.п. · Трубы стальные 4-го класса предназначены для разведки и эксплуатации нефтяных месторождений, их применяют как бурильные трубы, обсадные трубы и вспомогательные трубы. · Трубы стальные 5-го класса - конструкционные - используются в производстве транспортного оборудования (автостроение, вагоностроение и т.п.), в стальных конструкциях (мостовые краны, мачты, буровые вышки, опоры), как элементы мебели и т.д. · Трубы стальные 6-го класса применяют в машиностроении для изготовления цилиндров и поршней насосов, колец подшипников, валов и других деталей машин, резервуаров, работающих под давлением. Различают стальные трубы малого наружного диаметра (до 114 мм), среднего (114-480 мм) и большого (480-2500 мм и более). С целью улучшения структуры и свойств материала трубы некоторых видов подвергают термической обработке, для предохранения от коррозии и действия абразивов трубы покрывают неметаллическими материалами (пластмассами, цементом, битумом, краской, лаком) или изнутри и снаружи футеруют базальтовыми, резиновыми, стеклянными и т.п. вкладышами. Стальные трубы составляют основной объём мирового производства труб. Трубы стальные в зависимости от способа производства подразделяются: · бесшовные стальные трубы; · сварные стальные трубы; · паяные стальные трубы; · свертные трубы; · литые трубы; · стальные трубы с покрытием; · стальные трубы с обработанной поверхностью. Стальные трубы по форме сечения подразделяются: · квадратные стальные трубы; · прямоугольные стальные трубы; · овальные стальные трубы; · плоскоовальные стальные трубы. Стальные трубы по назначению (условиям применения) подразделяются: · стальные трубы общего назначения; · стальные трубы целевого назначения; · стальные трубы для геологической разведки и добычи нефти; · водогазопроводные стальные трубы; · магистральные стальные трубы; · подшипниковые стальные трубы; · стальные трубы с гарантированными свойствами при повышенных температурах; · стальные трубы высокого давления; · нержавеющие стальные трубы; · жаропрочные стальные трубы (котельные); · стальные трубы для химического оборудования; · стальные трубы другого целевого назначения. Стальные электросварные прямошовные трубы из углеродистой стали применяются для трубопроводов, в том числе и газопроводов с рабочим давлением не более 16 МПа и металлоконструкций. Трубы изготавливаются из спокойной, полуспокойной, кипящей стали по ГОСТ 380-94 и ГОСТ 1050-88. Спиральношовная электросварная стальная труба - электросварная стальная труба, изготовленная из штрипсов или листового проката путем формовки по спирали и непрерывной сварки стыка спиральным швом. Холоднодеформированная прямошовная электросварная стальная труба - прямошовная электросварная стальная труба, подвергнутая после сварки холодной деформации. Горячедеформированная прямошовная электросварная стальная труба - прямошовная электросварная стальная труба, подвергнутая после сварки горячей деформации. Трубы стальные водогазопроводные ГОСТ 3262 - трубы общего назначения для холодной и горячей воды, газа с рабочим давлением не более 25 МПа. Трубы стальные изготавливаются из спокойной, полуспокойной, кипящей стали по ГОСТ 380-94, из спокойной, полуспокойной и кипящей стали 08, 10, 15, 20 по ГОСТ 1050-88. Трубы водогазопроводные ГОСТ 3262 изготовляют: · неоцинкованными; · оцинкованными. Предельные отклонения по массе труб не должны превышать +8%. По длине трубы изготовляют от 4 до 12м; · мерной или кратной мерной длины с припуском на каждый рез по 5мм и предельным отклонениями на всю длину плюс 10 мм; · немерной длины. Паяная стальная труба - стальная труба, изготовленная из штрипсов путем формовки и пайки. Свертная двухслойная паяная стальная труба - паяная стальная труба, изготовленная путем свертывания штрипса в два слоя и последующей пропайки медью по всей поверхности соприкосновения слоев. Стальная труба печной сварки - стальная труба, изготовленная из разогретых штрипсов путем формовки и сварки, заключающейся в использовании способности к молекулярному сцеплению сдавливаемых поверхностей металлов, нагретых до высокой температуры в печи. Обточенная стальная труба -стальная труба, обточенная внутри и (или) снаружи. Шлифованная стальная труба -стальная труба, шлифованная внутри и (или) снаружи. Полированная стальная труба -стальная труба, полированная внутри и (или) снаружи.
Соединения стальных труб могут быть: раструбное, сварное, муфтовое, фланцевое. Муфтами (рис.2.6) соединяют исключительно трубы малых диаметров до 150мм, которые идут на внутренний водовод.
Рис. 2.6. Соединение труб с помощью муфты и контргайки (сгон).
Раструбные соединения стальных труб по ГОСТ не предусмотрены и применяются в крайне редких случаях, как и фланцевые соединения (при необходимости устанавливают фасонные части из чугуна). Их приваривают или делают надвижными. На трубы до 50 мм их надевают на резьбе. Наиболее широко применяют сварные соединения стальных труб (рис.2.7, 2.8). Сварка выполняется очень быстро и при надлежащем качестве работ дает вполне водонепроницаемый и прочный стык.
Рис. 2.7. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1, 5 толщины стенки)
В практике строительства стальных трубопроводов применяют пять типов сварных соединений: · стыковое (рис.2.8, а) наиболее дешевое и часто применяемое; · стыковое, усиленное лепестковой муфтой (рис.2.8, б) облегчающими подгонку кромок свариваемых труб и препятствующими образованию внутренних наплывов при сварке, применяют при прокладке через реки, под железными и шоссейными дорогами, в болотистых местах и вообще при необходимости особой прочности стыка; · стыковое соединение с внутренними кольцами (рис. 2.8, в) значительно увеличивают гидравлическое сопротивление трубопровода и поэтому в водоводах применяют редко; · раструбное соединение с внешней приваркой (рис. 2.8, г) дорогое и применять его целесообразно при транспортировании по трубам агрессивных жидкостей. При сварке такого стыка изоляция, предохраняющая от коррозии внутреннюю поверхность труб, сохраняется; · раструбное соединение с внешней и внутренней приваркой (рис.2.8, д) можно применять лишь при сварке больших диаметров труб(d = 800 мм); также сварка применяется при монтаже поворотов. Сваривать стык можно с поворотом труб. При такой сварке сварщик сохраняет более или менее удобное положение для наложения шва. Если трубы остаются неподвижными, то сварщик при наложении шва снизу (так называемая потолочная сварка) испытывает большие затруднения и затрачивает на сварку много времени. Вот почему необходимо стремиться к уменьшению неповоротных стыков. Трубы сваривают, как правило, на поверхности земли и, только как исключение, в траншее, по дну которой прокладывается трубопровод. На поверхности земли трубы для сварки можно укладывать над траншеей и на бровке траншеи. Под каждую трубу подкладывают деревянные лежни. Для облегчения поворачивания во время сварки трубопроводов больших диаметров на лежнях устанавливают роликовые опоры. Сборка труб над траншеей упрощает опускание трубопровода в нее и не требует большой свободной площади, но возможна только при устойчивых грунтах.
Стальные трубы изготавливают и применяют для различных давлений. Газовые трубы малых диаметров должны выдерживать испытательное давление до 1, 6 МПа, усиленные трубы — 2, 5 МПа. Бесшовные стальные трубы по ГОСТ 8734—75 рассчитаны на давление до 10 МПа. Сварные стальные трубы больших диаметров (от 400 до 1400 мм) изготавливают на рабочее давление по требованию заказчика. Стальные трубы по сравнению с чугунными хорошо сопротивляются нагрузкам от гидравлических ударов, вибрации, а также при деформациях грунта и т. п. Стальные трубы разрушаются коррозией интенсивнее чугунных. Поэтому перед укладкой в землю их необходимо покрыть антикоррозийной битумной изоляцией. В зависимости от условий, в которых будет находиться трубопровод, определяют тип изоляции. При неблагоприятных условиях и плохой изоляции стальные трубы могут быть приведены в негодность коррозией за 5...10 лет. При благоприятных условиях и хорошей изоляции срок службы стальных труб может быть более 30 лет. Средний срок их службы обычно 15... 25 лет.
Монтаж стыков стальных труб
Требуется: 1. Выполнить нарезку резьбы и соединение стальных труб на резьбе. 2. Собрать узел стальных труб по заданию преподавателя. Отрезать ножом и труборезом две трубы 3/4", I" длиной 30 см. На одной трубе нарезать леркой E 3/4" короткую резьбу длиной, равной длине половине муфты, на другой трубе нарезать клуппом резьбу длиной, равной толщине контргайки плюс длина муфты и плюс 2 мм запас. Соединить на муфте указанные две трубы, используя для обеспечения водонепроницаемости соединения просмоленную пеньковую прядь. Прядь пеньки накладывать на резьбу по ходу последней. Собрать узел из стальных труб и имеющейся арматуры по заданному эскизу.
Асбестоцементные трубы
Асбестоцементные трубы по сей день пользуются большим спросом строителей. Они применяются при прокладке водопроводных технических и питьевых систем, напорной и безнапорной канализации, мелиоративных систем, дренажных коллекторов, дымоходов, при прокладке кабелей, в качестве обсадных труб разных скважин, для мусоропроводов в многоэтажном жилищном строительстве. Имея низкую теплопроводность и высокую коррозийную стойкость, асбестоцементные трубы отлично зарекомендовали себя при использовании в системах теплоснабжения. В таких странах как Германия, Бельгия, Австрия газопроводные сети из асбестоцементных труб эксплуатируются свыше 30 лет. В Российской Федерации опытный 40-километровый участок находится в эксплуатации 18 лет. Асбестоцементные изделия обладают рядом преимуществ: простотой при монтаже, большой надежностью и стойкостью к агрессивным средам, срок их эксплуатации выше металлических в несколько раз. Они не подвержены электрохимической коррозии, долговечны в грунте и имеют небольшое гидравлическое сопротивление. Асбестоцементные трубы изготавливают из асбеста 20-25% и цемента 75-80%, при этом асбест служит арматурой, значительно повышающей механическую прочность а/ц массы. ГОСТ 539-73, по которому асбестоцементные трубы изготавливают трех марок: ВТ - 12 на максимальное рабочее гидравлическое давление до 1.2 МПа, ВТ-9 – 0, 9 МПа, ВТ-6 – 0, 6 МПа. Внутренний диаметр труб от 100 до 500мм, длина 3-4 м. Соединяют различными муфтами. Наиболее распространенная асбестоцементная двубортная муфта (рис.2.9), которая имеет изнутри два кольцевых выступа-бурта. Один бурт, с меньшей высотой и шириной, называется рабочим 4. На одну из соединяемых труб надевают муфту с рабочим буртом, обращенным в сторону стыка. На трубы надевают резиновые круглые кольца. При помощи различных натяжных приспособлений муфту надвигают на соединяемый стык. Резиновые кольца, зажатые в кольцевом пространстве между муфтой и трубами, обеспечивают водонепроницаемость стыка. Необходимо, чтобы кольца занимали правильное положение, то есть их плоскости были перпендикулярны оси трубы. Это проверяют шаблоном. Недостаток при низких температурах резиновое кольцо теряет эластичность, а при температурах выше +40 делаются мягкими, теряют упругость и становятся негодными. Второй тип соединения асбестоцементных труб – чугунной болтовой муфтой (рис.2.10), состоящей из чугунной втулки 1 и двух надвижных фланцев 2, стягиваемых болтами. Резиновые фасонные кольца 3 плотно прижимаются фланцами к втулке и к телу трубы и делают стык водонепроницаемым. Такой стык дает возможность плавно менять направление трубопровода в плане без применения фасонных частей. В зависимости от длины труб можно укладывать трубопровод с различными радиусами закруглений. Для асбестоцементных труб обычно применяют чугунные фасонные части, но для перехода к ним делают чугунные патрубки. Пропускная способность вследствие их гладкой внутренней поверхности больше, чем в чугунных трубопроводах. Асбестоцементные трубы весьма хрупки и при падении с высоты 40-60см прочность уменьшается на 60-80%. Необходимо при транспортировке предохранять от ударов и толчков.
Асбестоцементные трубы обладают большой химической стойкостью. Стоимость асбестоцементных труб в 2 раза дешевле, чем чугунных, и 1, 5 раза меньше стальных.
Популярное:
|
Последнее изменение этой страницы: 2016-08-31; Просмотров: 1656; Нарушение авторского права страницы
 Рис. 2.2. Раструбное соединение чугунных труб по ГОСТ 9583—75: а - обозначения по стандарту; б - заделка стыка; 1 — зазор (3 мм при L < 4000 мм и 5 мм при L > 4000 мм).
Рис. 2.2. Раструбное соединение чугунных труб по ГОСТ 9583—75: а - обозначения по стандарту; б - заделка стыка; 1 — зазор (3 мм при L < 4000 мм и 5 мм при L > 4000 мм).
 Г
Г  Рис. 2.3. Раструбное соединение чугунных труб по ГОСТ 21053—75 с резиновой самоуплотняющейся манжетой.
Порядок монтажа: а—нанесение линий ограничения (ЛО) на гладкий конец трубы; б — введение резиновой манжеты в в кольцевой паз раструба; в — смазка 3 графитно-глицериновым составом манжеты и гладкого конца; г — положение манжеты 2 в смонтированном стыке.
Рис. 2.3. Раструбное соединение чугунных труб по ГОСТ 21053—75 с резиновой самоуплотняющейся манжетой.
Порядок монтажа: а—нанесение линий ограничения (ЛО) на гладкий конец трубы; б — введение резиновой манжеты в в кольцевой паз раструба; в — смазка 3 графитно-глицериновым составом манжеты и гладкого конца; г — положение манжеты 2 в смонтированном стыке.
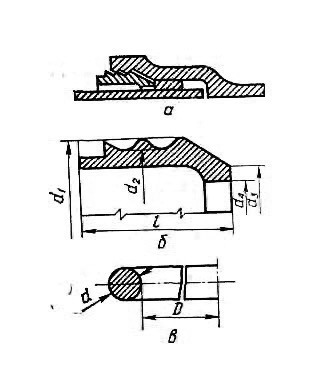 Рис. 2.4. Раструбно-винтовое соединение чугунных труб по ГОСТ 21053—75: а - смонтированный стык; б - винтовая запорная муфта; в - уплотнительное резиновое кольцо.
Рис. 2.4. Раструбно-винтовое соединение чугунных труб по ГОСТ 21053—75: а - смонтированный стык; б - винтовая запорная муфта; в - уплотнительное резиновое кольцо.
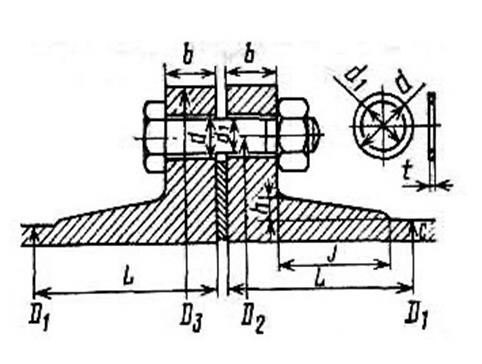

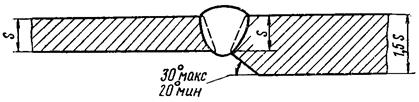
 Рис. 2.8 Типы сварных соединений стальных труб:
а — стыковое; б — стыковое, усиленное лепестковой муфтой; в — с внутренним кольцом; г — раструбное с внешней приваркой; д — раструбное с внутренней и внешней приваркой; 1 — сварка; 2 — лепестковая муфта; 3 — кольцо.
Рис. 2.8 Типы сварных соединений стальных труб:
а — стыковое; б — стыковое, усиленное лепестковой муфтой; в — с внутренним кольцом; г — раструбное с внешней приваркой; д — раструбное с внутренней и внешней приваркой; 1 — сварка; 2 — лепестковая муфта; 3 — кольцо.
 Рис. 2.9. Соединение асбестоцементных труб двухбуртной муфтой: 1 - резиновые кольца; 2 - асбестоцементные трубы; 3 - замазка цементным раствором; 4 - рабочий кольцевой выступ-бурт, захватывающий резиновые кольца при надвижении муфтына соединяемые концы труб; 5 - кольцевой выступ-бурт.
Рис. 2.9. Соединение асбестоцементных труб двухбуртной муфтой: 1 - резиновые кольца; 2 - асбестоцементные трубы; 3 - замазка цементным раствором; 4 - рабочий кольцевой выступ-бурт, захватывающий резиновые кольца при надвижении муфтына соединяемые концы труб; 5 - кольцевой выступ-бурт.
 Рис.2.10. Соединение асбестоцементных труб чугунной фланцевой муфтой: 1 – чугунная втулка; 2 - надвижные чугунные фланцы; 3 - резиновые уплотнительные кольца
Рис.2.10. Соединение асбестоцементных труб чугунной фланцевой муфтой: 1 – чугунная втулка; 2 - надвижные чугунные фланцы; 3 - резиновые уплотнительные кольца