|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Фото. Кол. центр с удлиненной ступицей Фото. Вал малой шестерни в сборе
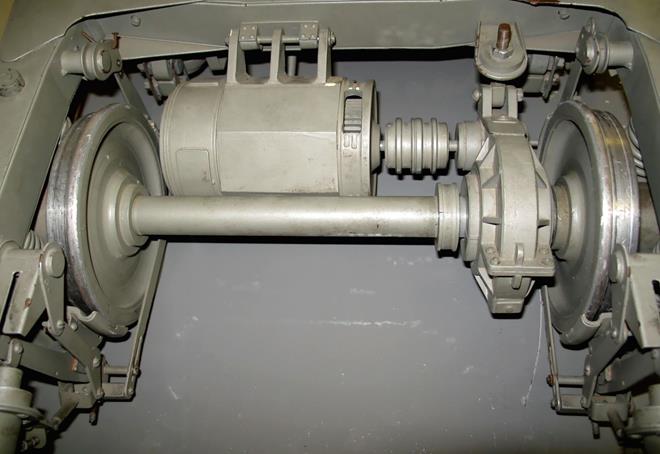
Отрицательной стороной косозубой передачи является возникновение осевого смещения и торцевое давление, равное произведению окружной скорости на тангенс угла наклона зуба, поэтому наклон зуба ограничен величиной 8º. Профили рабочих поверхностей зубьев очерчены по эвольвенте - кривой, являющейся разверткой базовой окружности (эволюты). Преимуществом эвольвентного зацепления является простота изготовления зубчатых колес методом обкатки путем нарезания их червячными многозаходными фрезами. Зубчатые колеса изготавливают цельноштампованными, а шестерни цельнокатанными, причем шестерня изготовлена как одно целое со своим валом. Зубья шестерни подвергают объемной закалке и шлифовке, а зубья зубчатого колеса оставляют сырыми. Это обеспечивает одинаковую долговечность зубчатой пары. Формирование колесной пары Формирование колесной пары - процесс комплектования и соединения отдельных элементов колесной пары в одно целое. Формирование колесных пар производят в соответствии с " Инструкцией по освидетельствованию, формированию и ремонту колесных пар подвижного состава метрополитена". Формирование производят на 400-тонном горизонтальном гидравлическом прессе. Пресс оборудован манометрами для контроля величины прессового давления и записывающем индикаторным устройством, с помощью которого записывается диаграмма изменения давления при напрессовке. Диаграмма записывается в координатах: по вертикали - давление в тоннах, по горизонтали - длина напрессовываемого участка. Кривая изменения давления на диаграмме должна быть слегка выпуклой вверх и постепенно возрастать до конечного давления, которое характеризует прочность соединения. При запрессовке колес давление 50-80 тонн (натяг 0, 08-0, 22 мм), при запрессовке зубчатого колеса давление 30-45 тонн (натяг 0, 09-0, 15 мм). Перед запрессовкой необходимо зачистить посадочные поверхности колесных центров и оси и проверить на магнитном дефектоскопе ось и зубчатое колесо. Первым на ось напрессовывают первый колесный центр подрезиненного колеса с удлиненной ступицей (или втулку для цельнокатаного колеса). Затем удлиненную ступицу обрабатывают на токарном станке под посадку деталей редуктора и проверяют ее на магнитном дефектоскопе. Сборка редукторного узла Монтаж большого редукторного узла выполняется в следующей последовательности: · на удлиненную ступицу первого колесного центра (или втулку для цельнокатаного колеса) устанавливают лабиринтную крышку редуктора (в свободном состоянии), затем нагретые лабиринтное кольцо и шарикоподшипник. Вслед за подшипником устанавливается пара колец раздельной смазки · после остывания ступицы (втулки) до температуры окружающей среды на нее напрессовывают зубчатое колесо с натягом 0, 09-0, 15 мм под давлением 30÷ 45 тонн · устанавливают вторую пару колец раздельной смазки и роликоподшипник · в нагретом состоянии насаживают запорное кольцо и свободно вторую лабиринтную крышку редуктора Нагрев подшипников, лабиринтных колец и запорного кольца ведут в трансформаторном масле, до температуры 120°С. После сборки деталей большого редукторного узла на ось напрессовывают второй колесный центр, предварительно подобранный по натягу. Сборка малой шестерни: · собирают комплект малой шестерни с лабиринтовыми уплотнениями, шарикоподшипником и внутренним кольцом роликоподшипника · шарикоподшипник закрепляется торцевой шайбой · устанавливают в корпусе редуктора наружное кольцо роликоподшипника · заводят через горловину корпуса собранный комплект малой шестерни · закрепляют крышку со стороны шарикоподшипника · на вал шестерни со стороны конуса устанавливают запорное и лабиринтовое кольца · закрепляют вторую крышку Перед постановкой крышек в полости подшипников закладывают смазку ЛЗ-ЦНИИ. Шарикоподшипник, внутреннее кольцо роликоподшипника и запорное кольцо нагревают в масле до температуры 100÷ 120°С. Совместный монтаж большого и малого узлов производят следующим образом: Заводят под зубчатое колесо и устанавливают на деревянной подставке верхнюю половину корпуса редуктора. Затем смазывают фланцы корпуса невысыхающей пастой, ставят прессшпановые прокладки и устанавливают нижнюю половину корпуса редуктора на верхнюю и производят крепление с помощью болтов. Затем также на невысыхающей пасте устанавливают крышки большого узла и во все крышки ввертывают масленки. В редукторе применена раздельная система смазки, при которой подшипники работают на густой смазке ЛЗ-ЦНИИ, а зубчатые колеса на жидкой смазке - трансмиссионном масле (1, 5 - 1, 7 литра). Добавление смазки в подшипники в процессе эксплуатации производят через масленки в крышках подшипников. Заливка смазки или ее добавление для смазывания зубчатой передачи производится через пробку на лючке нижней половины корпуса редуктора. Пробка поставлена на дозированном уровне. Осмотр зубчатой передачи производят через люк с круглой крышкой на верхней половине корпуса. Монтаж буксы Буксы монтируются на шейках оси колесной пары. Процесс монтажа буксы можно разбить на три последовательных операции: Сборка части деталей на шейку оси. На предподступичнуючасть оси в горячем состоянии насаживают лабиринтное кольцо до упора ее бурта в торец предподступичной части. Затем вплотную к лабиринтному устанавливают разогретое внутреннее кольцо заднего роликоподшипника с буртом, ставят холодное малое дистанционное кольцо и разогретое внутреннее кольцо переднего роликоподшипника. Нагрев лабиринтного кольца и внутренних колец роликоподшипников ведут в горном воске-озокерите до температуры 110 - 120°С. Озокерит в дальнейшем предотвращает появление коррозии деталей. Посаженные на ось детали поджимают упорным кольцом и осевой гайкой и оставляют для остывания. Сборка деталей в корпусе буксы. В корпусе буксы собирают наружные кольца подшипников с сепараторами и роликами. Предварительно стенки корпуса смазывают тонким слоем смазки ЛЗ-ЦНИИ и на скользящей посадке опускают в него последовательно наружное кольцо с сепаратором и роликами переднего подшипника. В выточку горловины корпуса буксы на задней его стенке со стороны оси заводят войлочное уплотнение, а ролики подшипника закрывают смазкой ЛЗ-ЦНИИ. Совместный монтаж деталей, находящихся на шейке и в корпусе буксы, и окончательное закрепление буксы на оси. Сняв осевую гайку и упорное кольцо, после остывания, одевают корпус буксы на шейку оси. После этого снова устанавливают упорное кольцо, выполняющее роль бурта для внутреннего кольца переднего подшипника, завертывают осевую гайку, ставят и закрепляют двумя болтами стопорную планку. Болты крепления планки стопорят проволочной скруткой в виде восьмерки. Буксу закрывают сначала крепительной упорной крышкой, выступ которой закрепляет наружные кольца подшипников, а затем контрольную крышку, предварительно добавив смазку. Общее количество смазки ЛЗ-ЦНИИ, закладываемой в буксу, составляет около 1, 6 кг. Закрепление наружных колец подшипников в буксе определяют по наличию равномерного зазора между крепительной крышкой и торцом корпуса буксы (0, 5 ÷ 3 мм). Болты, закрепляющие упорную крышку, попарно стопорят проволочными скрутками. Правильность монтажа буксы проверяют по легкости проворота ее от руки. Разбег буксы вдоль оси должен быть 0, 2 - 0, 8 мм. Радиальный зазор в подшипниках допускается в пределах 0, 08 - 0, 3 мм. Подвешивание редуктора Подвешивание редуктора к раме тележки осуществляется сочлененной подвеской. Назначение подвески - поддерживать вал ведущей шестерни редуктора на одном уровне с валом тягового двигателя. Узел подвешивания редуктора состоит из штампованной серьги(6), подвесного стержня (5) с двумя гайками (2, 4) и и двумя резиновыми амортизаторами (3). Подвесной стержень соединен с серьгой с помощью шарового подшипника марки ШС-40. При этом наружное кольцо шарового подшипника составляет одно целое с подвесным стержнем, а внутреннее его кольцо - одно целое с серьгой. Относительно друг друга стержень и серьга могут перемещаться по шаровой поверхности.
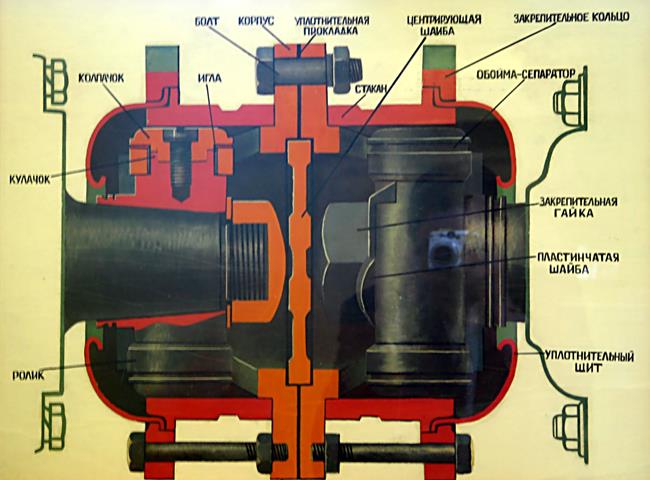
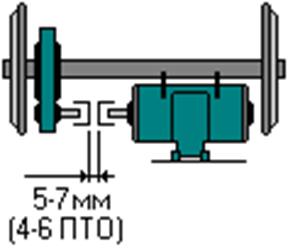
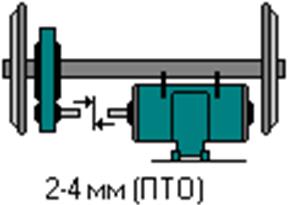
Рис. Подвешивание редуктора В нижней точке серьгу соединяют с корпусом редуктора с помощью второго шарового подшипника. При этом внутреннее его кольцо составляет одно целое с корпусом редуктора, а наружное - одно целое с серьгой. Корпус редуктора может поворачиваться на шаровом подшипнике во всех направлениях относительно оси колесной пары в зависимости от прогиба рессор буксового подвешивания. Подвесной стержень проходит сквозь отверстие в литом кронштейне, вваренном в поперечную балку рамы тележки. Кронштейн оканчивается плитой, наклоненной к горизонту под углом 18º. На такой же угол отклонена от вертикали осевая линия подвески, чем обеспечивается минимальное вертикальное расхождение между валами шестерни и тягового двигателя при просадке буксовых рессор. Плита служит опорой для двух резиновых амортизаторов, расположенных на ней сверху и снизу и представляющих собой круглые резиновые шайбы. Резиновые амортизаторы обеспечивают смягчение вертикальных и боковых нагрузок, действующих на систему подвески редуктора и на кронштейн поперечной балки при прохождении неровностей пути. К резиновым шайбам с обеих сторон привулканизированы стальные накладки, предохраняющие их от истирания. Амортизаторы прижимаются к плите двумя гайками: верхней на меньшей резьбе и нижней на большей резьбе стержня подвески. Затяжка гаек должна быть достаточной, но не чрезмерной, чтобы сохранить податливость резины. Подбором длины хвостовиков гаек можно создать нужную степень затяжки резины и ограничить ее заданным значением. Для контроля степени затяжки гаек замеряют высоту амортизаторов в сборе, которая должна быть в пределах 94±1 мм. Гайки крепят шплинтами. Гайками регулируют положение редуктора, а также вала ведущей шестерни по высоте относительно вала тягового двигателя. Чтобы поднять корпус редуктора необходимо отпустить нижнюю гайку и подтянуть верхнюю. Регулировка должна обеспечивать расположение вала шестерни на свободной (без кузова) тележке ниже вала тягового двигателя на 2 - 4 мм. Тогда при опущенном на тележку кузове этот размер уменьшится на 1 - 1, 5 мм, а при полной нагрузке с пассажирами вал тягового двигателя окажется ниже вала шестерни на 1-1, 5 мм. Подвеска редуктора имеет предохранительное устройство, состоящее из кронштейна поперечной балки рамы тележки, предохранительной вилки, закрепленной на кронштейне через зубчатую нарезку на прилегающей плоскости и имеющей выемку, в которую с зазором входит выступ крышки редуктора. Зазор, необходимый для свободного поворота корпуса редуктора при прогибе рессорного подвешивания, регулируют путем перемещения предохранительной вилки. Карданная муфта Карданная муфта соединяет вал тягового двигателя с валом шестерни редуктора и служит для передачи тягового усилия от двигателя к колесной паре или тормозного усилия от колесной пары к двигателю при торможении. Рис. Карданная муфта Тяговый двигатель укреплен на кронштейнах рамы тележки и полностью подрессорен вместе с ней на буксовых рессорах. Редуктор же укреплен на оси колесной пары. Вследствие этого в процессе движения вагона и при просадке буксовых рессор валы тягового двигателя и редуктора смещаются в пространстве один относительно другого во всех направлениях. Вследствие этого возможно только шарнирное соединение валов, для чего и применена карданная муфта. Карданная муфта допускает: · параллельное смещение валов друг относительно друга до 8 мм · угловое смещение до 2, 5° · взаимное продольное смещение до 10 мм Устройство карданной муфты Карданная муфта состоит из двух одинаковых полумуфт, соединенных после установки на
концах валов тягового двигателя и редуктора болтами. Рис.Разбег карданной муфты Рис. Несоосность валов · кулачок с двумя игольчатыми подшипниками и двумя колпачками · закрепительная колпачковая гайка с пластинчатой шайбой · корпус-вилка · стакан · уплотнительный щит · четыре длинных болта с контрящими гайками При соединении полумуфт между собой устанавливается общая центрирующая шайба и уплотнительная прокладка из прессшпана. Полумуфты соединяются четырьмя призонными болтами. Кулачок представляет собой втулку с двумя цапфами диаметром 37 мм. Втулка имеет конусное отверстие (1: 10) для горячей бесшпоночной посадки на конусный конец вала. Оси цапф перпендикулярны к оси отверстия. На цапфы надевают ролики в виде колец. Между роликом и цапфой размещают иглы, применяемые обычно в игольчатых подшипниках. Иглы устанавливают вплотную друг к другу. По ним происходит вращение ролика на цапфе.
Каждая цапфа на торце имеет гнездо под ножку грибовидного колпачка и уходящее вглубь отверстие с резьбой под болт крепления колпачка. Грибовидные колпачки служат для закрепления игольчатых подшипников на цапфах. Наружная поверхность колпачка имеет сферическую форму. Вилка представляет собой открытый цилиндр с фланцем. По образующей цилиндра расположены два полуовальных выреза, в которых размещают ролики колпачка. Места упора роликов в боковые кромки вырезов, где осуществляется передача усилия, наплавляют специальным твердым сплавом для повышения износостойкости и шлифуют. Во фланце корпуса имеется восемь отверстий, из которых четыре диаметром 16 мм служат для установки призонных болтов, соединяющих полумуфты между собой, и четыре других отверстия под болты, стягивающие укрепляющее кольцо и фланец вилки. Стакан, являющийся кожухом для полумуфты, выполнен в виде открытого полого цилиндра. Он размещен на корпусе и перекрывает вырезы в нем. В стенках цилиндра имеются два резьбовых отверстия, закрываемых пробками. Через них добавляют смазку в полумуфту. Передний торец стакана упирается во фланец вилки. Между ними для обеспечения плотности ставят прессшпановые прокладки. Задний торец стакана имеет небольшой бурт для крепления щита. По окружности щита предусмотрена кромка, которая загибаясь входит внутрь муфты, что препятствует выбросу смазки наружу. Укрепляющее кольцо, совместно с четырьмя длинными болтами, ввертываемыми во фланец вилки, зажимают стакан и уплотнительный щит, то есть соединяют в одно целое детали полумуфты.Уплотнительный щит изготавливают штамповкой из листовой стали. Внутренний диаметр его дополнительно отбортован внутрь, что препятствует выбросу смазки из муфт. Щит имеет выпуклость наружу. Центрирующая шайба применяется одна на две полумуфты. Она представляет собой диск толщиной 14-16 мм. В средней части диска с обеих сторон вышлифованы вогнутые сферы - места упора шайбы в закрепительные гайки кулачков. Шайба центрирует собранные полумуфты. Для обеспечения точности соединения центрирующую шайбу выполняют под напряженную посадку в вилки плумуфт. В шайбе сделаны четыре отверстия, через которые внутренние плоскости полумуфт сообщаются одна с другой. Посаженный на вал кулачок зажимает гайка. Ее крепят пластинчатой шайбой, которая имеет две лапки, отгибающиеся в пазы на кулачке. Популярное:
|
Последнее изменение этой страницы: 2016-08-31; Просмотров: 684; Нарушение авторского права страницы