|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ГЛАВА 3. МЕТОДЫ ЗАЩИТЫ МЕТАЛЛОВ ОТ КОРРОЗИИ
Коррозию металлов можно затормозить изменением потенциала металла, пассивированием металла, изменением состава металла, изоляцией поверхности металла от окислителя, снижением концентрации окислителя и др. Выбор того или иного способа определяется его экономичностью и эффективностью в каждом случае. Все методы защиты от коррозии можно условно разделить на пять групп, при этом для повышения эффективности защиты допускается одновременное использование двух и более методов. Первая группа методов: создание рациональных конструкций. Создание рациональных конструкций подразумевает, что выбор материалов и их сочетания должны обеспечивать высокую коррозионную устойчивость, а форма узлов и деталей — допускать быструю очистку и смазку. Вторая группа методов: защитные покрытия. Защитные покрытия представляют собой слои, искусственно создаваемые на поверхности металлических изделий и сооружений для предохранения их от коррозии. Защитные покрытия бывают металлические и неметаллические. Выбор вида покрытия зависит от условий, в которых используется изделие из металла. Методы нанесения металлических защитных слоев разнообразны, их делят на высокотемпературные и электрохимические. К высокотемпературным методам можно отнести следующие. Во-первых, метод окунания, который применяют для нанесения покрытий из легкоплавких металлов на более тугоплавкие. Так покрывают стальные листы оловом, цинком и свинцом. Сущность метода сводится к тому, что в расплавленный металл, из которого хотят приготовить покрытие, через слой флюса погружают стальной лист и затем вынимают его, в результате чего металл кристаллизуется на поверхности. Во-вторых, металлизация, которая представляет собой нанесение металлических покрытий на поверхность изделия путем распыления жидкого металла. Распыление осуществляется в дуговом, искровом илиплазменном разряде. В-третьих, планкирование — нанесение пленок из защитного металла путем совместного проката. Этот метод используется для листов, прутков, угольников. Примером может служить дюраль, планкированный алюминием, сталь, планкированная нержавеющей сталью. Электрохимические методы нанесения металлических покрытий основаны на электролизе. Металлические защитные слои осаждаются на поверхности изделия, которое в электролизере представляет собой катод. В качестве материалов для металлических покрытий могут использоваться как чистые металлы (цинк, кадмий, алюминий, никель, медь, хром, серебро и др.), так и их сплавы (бронза, латунь и др.). В зависимости от активности металла, выполняющего роль защитного покрытия, различают катодные и анодные покрытия. К катодным относят покрытия, потенциалы которых в данной среде имеют более положительные значения по сравнению с потенциалом защищаемого металла.
Рис. 3.1 – Схема коррозии металла в кислом растворе при нарушении катодного покрытия
К анодным покрытиям относят покрытия, потенциалы которых в данной среде имеют более отрицательные значения, чем потенциал защищаемого (основного) металла. Так, для анодного покрытия стали служит цинк. В этом случае основной металл будет катодом коррозионного элемента, поэтому он не корродирует.
Рис. 3.2 – Схема коррозии металла в кислом растворе при нарушении анодного покрытия
Неметаллические защитные покрытия бывают как органическими, так и неорганическими. Их защитное действие главным образом сводится к изоляции металла от окружающей среды. В качестве неорганических покрытий применяют неорганические эмали, оксиды металлов, соединения хрома, фосфора и др. Эмалированию подвергаются черные и цветные металлы, которые используют в производстве аппаратуры для химической и пищевой отраслей промышленности, в производстве изделий домашнего обихода. Неорганические эмали по своему составу — силикаты. В качестве основного недостатка таких покрытий можно назвать хрупкость и растрескивание при тепловых и механических ударах. Впрочем, в процессе совершенствования состава покрытий эти недостатки постепенно минимизируются: на сегодняшний день уже создано несколько видов силикатных эмалей и специальных оксидов, которые позволяют работать при достаточно больших ударных нагрузках и значительной амплитуде температур. Образование на поверхности металлических изделий защитных оксидных пленок при химической обработке металла называют оксидированием. Вместе с оксидированием может применяться заполнение оксидного слоя специальными полимерами, которые исключают проникновение окислителей через поры к основному металлу, а также улучшают условия работы элементов при контакте — например, уменьшают трение. Некоторые процессы имеют специальные названия. Так, процесс нанесения на сталь оксидных пленок называют воронением, а электрохимическое оксидирование алюминия — анодированием. Фосфатные покрытия на стали получают из растворов ортофосфорной кислоты и ортофосфатов марганца и цинка (например, ZnHPO4 + H3PO4). При реакции образуется пористый кристаллический фосфат металла, хорошо сцепленный с поверхностью стали. Сами по себе фосфатные покрытия не обеспечивают достаточной защиты от коррозии, поэтому их используют качестве подложки под краску, что повышает сцепле ние лакокрасочного покрытия со сталью и уменьшает коррозию в местах царапин. К органическим относятся лакокрасочные покрытия, покрытия смолами, пластмассами, полимерными пленками, резиной. При защите подземных трубопроводов применяют обмотку их полиэтиленом в виде липкой изоляционной ленты. Наиболее распространено и практически незаменимо лакокрасочное покрытие, которое должно быть сплошным, беспористым, газо- и водонепроницаемым, химически стойким, эластичным, обладать высоким сцеплением с материалом, механической прочностью и твердостью. Лакокрасочные покрытия делят на две группы: лаки и краски (эмали). Эмали представляют собой смесь нерастворимых частиц пигмента, взвешенных в однородном органическом связующем. Лаки обычно состоят из смеси смолы или высыхающего масла с летучим растворителем. Третья группа методов: легирование металлов. Легирование металлов — эффективный, но дорогостоящий путь повышения коррозионной стойкости металлов. При легировании в состав сплава вводят компоненты, вызывающие пассивацию металла: хром, никель, вольфрам и др. Легирование может быть поверхностным и объемным. Поверхностное легирование представляет собой насыщение поверхности сплава металлом, который при высоких температурах окисляется энергичнее, чем железо, и образует при этом плотную защитную пленку оксида. Так, легирование стали осуществляют алюминием (алитирование), хромом (хромирование) или кремнием (силицирование). Объемное легирование применяется более часто. Его проводят одновременно с получением того или иного конструкционного материала. Так, хром и никель, введенные в сталь, диффундируя к поверхности, образуют оксидный слой, содержащий шпинели состава: NiO·Cr2O3 и FeO·Cr2O3. Примерами могут служить нирезист (никелевый чугун с 14–28%-ным содержанием никеля), сталь 15Х2М2Н3Ф для штанг, сталь 20Х13 для ЦНС. Четвертая группа методов: изменение свойств коррозионной среды. Суть этих методов заключается в уменьшении концентрации опасных в коррозионном отношении компонентов для снижения агрессивности среды. Например, агрессивность среды можно уменьшить снижением концентрации ионов H+, то есть повышением рН: для этого в воду добавляют NaOH, Na3PO4, NH3. При рН = 8, 8 коррозия с водородной деполяризацией практически прекращается. Применение этих методов не всегда экономически оправдано, учитывая, что подавляющая часть коррозионной среды не соприкасается с оборудованием. Также для защиты от коррозии широко применяют ингибиторы. Это вещества, которые пассивируют поверхность металлов и препятствуют развитию коррозионных процессов. Ингибиторами могут быть как неорганические, так и органические вещества. Неорганические вещества применяются редко, главным образом при травлении металлов. Кислые растворы (H2SO4, H3PO4) растворяют оксидную пленку на метал ле, а потом начинают растворять и сам металл. При добавлении соединений свинца — (CH3COO)2Pb — свинец осаждается на металлической поверхности, обнаженной от оксидной пленки, и прекращает ее растворение: Me0 + Pb2+ = Pb0 + Me2+. Пятая группа методов: электрохимическая защита. Среди методов электрохимической защиты различают анодную, катодную и протекторную защиту. Этот метод основан на торможении анодных и катодных реакций коррозионного процесса. При работе коррозионной гальванической пары активный участок, анод, разрушается и переходит в ионное состояние, развивая при этом некоторый отрицательный потенциал. Если на изделие извне наложить больший отрицательный потенциал, чем развивает анод, то процесс коррозии прекратится.
Рис.3.3 – Электрохимическая защита
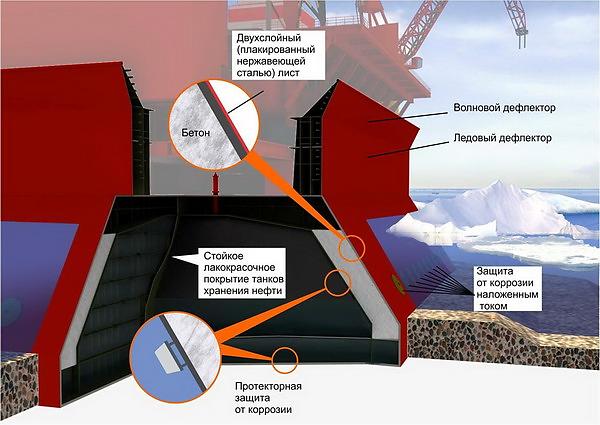
Рис 3.4 – Основные способы защиты морского сооружуния Метод протекторов заключается в том, что к изделию, подвергающемуся электрохимической коррозии, подключают деталь — протектор, изготовленный из еще более активного металла, чем металл изделия. В этом случае протектор (анод) будет разрушаться, а изделие (катод) останется неизменным. Для изготовления протекторов большей частью используют магний и его сплавы, цинк, алюминий. Применение протектора необходимо, если, например, для защиты стального вала ЭЦН используются бронзовые или латунные защитные втулки. Втулки имеют меньшую активность с точки зрения поляризации, что без применения протектора может привести к быстрому разрушению стального вала. Метод внешнего потенциала, или так называемая катодная защита, заключается в том, что защищаемое изделие подключается к отрицательному полюсу внешнего источника постоянного тока, следовательно, оно становится катодом, тогда как анодом служит вспомогательный электрод. Анод растворяется, на катоде выделяется водород. Катодную защиту применяют к подземным трубопроводам, кабелям, оборудованию химических заводов [1].
ЗАКЛЮЧЕНИЕ В добываемой продукции скважин присутствует попутно извлекаемая пластовая вода, растворенные в ней газы такие как: сероводород и углекислый газ, что, в свою очередь, характеризует ее как высоко коррозионную среду. Сами по себе нефть и нефтяной газ не вызывают коррозионное разрушение, вследствие того, что они сами являются ингибиторами, так как в них содержаться природные ПАВ. Однако стоит отметить, что пластовая (морская) вода является электролитом, наличие в продукции которой, приводит к протеканию электрохимических реакций между отдельными участками поверхности трубопровода, в результате чего и происходит внутренняя коррозия металла нефтепромыслового оборудования, сооружения. Ежегодные потери компании от коррозионного воздействия на нефтепромысловое оборудование, объекты нефтегазодобычи, систему трубопроводного транспорта и так далее колоссальные, что, конечно же, не может не повлиять на общие затраты нефтедобывающей компании, значительно увеличивая себестоимость 1 тонны добываемой нефти. Различные механизмы коррозии дают широкий спектр форм коррозивных повреждений – от относительно равномерной коррозии до питтинговой и локальной с глубиной проникновения до 2–6 мм/год. Используемые методы защиты металла от коррозии весьма разнообразны, но степень эффективности в различных условиях эксплуатации объекта тоже различна. Поэтому инженерам-нефтяникам на этапе проектирования объектов месторождения необходимо уделять повышенное внимание проблеме коррозии, уметь вовремя ее предупредить на начальном этапе возникновения и ликвидировать, тем самым увеличивая срок службы оборудования, сооружения.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1)Иваноский В.Н. Теоритические основы процесса коррозии нефтепромыслового оборудования//Инженерная практика. №6-2010. – с.4-14 2)Якимов С.Б. В.Н. Виды коррозии //Инженерная практика. №6-2010. – с.48-55 3) Сваровская Н.А. Подготовка, транспорт и хранение скважинной продукции: Учебное пособие. – Томск: Изд. ТПУ, 2004. – 268 с. 4)Y. Bai, Q. Bai. Subsea engineering handbook. Gulf Professional Publishing. Elsevier Inc., 2010. 5)Внутренняя коррозия трубопроводов – причины, механизм и способы защиты Режим доступа http: //oilloot.ru/84-oborudovanie-truby-materialy-dlya-nefti-i-gaza/446-vnutrennyaya-korroziya-truboprovodov-prichiny-mekhanizm-i-sposoby-zashchity, свободный. – Загл. с экрана. – Данные соответствуют 4.11.2014 г. 6)Barker R.J. Erosion-Corrosion of Carbon Steel Pipework on an Offshore Oil and Gas Facility: submitted in accordance with the requirements for the degree of Doctor of Philosophy. The University of Leeds, December 2012. –300 p. 7)Маркин А.Н., Низамов Р.Э., Суховерхов С.В. Нефтепромысловая химия: практическое руководство. Владивосток: Дальнаука, 2011. – 288 с. 8)Саакиян Л.С., Ефремов А.П., Соболева И.А. Повышение коррозионной стойкости нефтегазопромыслового оборудования. – М.: Недра, 1988. –211 c. 9)Топольников А.С. Прогнозирование углекислотной коррозии подземного оборудования нефтедобывающих скважин// Инженерная практика. 2011. № 8. С. 94. 10)Стеклов О.И., Басиев К.Д., Есиев Т.С. Прочность трубопроводов в коррозийных средах. Владикавказ: РИПП. 1995. – 152 с. Популярное:
|
Последнее изменение этой страницы: 2016-08-31; Просмотров: 1341; Нарушение авторского права страницы