|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Режимы приработки двигателя. ⇐ ПредыдущаяСтр 5 из 5
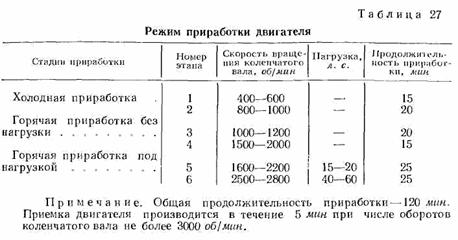
Наиболее сложным и менее долговечным агрегатом автомобиля является двигатель, поэтому повышению его долговечности необходимо уделять особое внимание. Улучшение качества ремонта является резервом повышения долговечности двигателей, а следовательно, увеличения их межремонтных пробегов и снижения стоимости эксплуатации. На авторемонтных предприятиях после сборки все двигатели прирабатывают и испытывают. Этой операции, завершающей технологический процесс ремонта и позволяющей определить его качество, уделяют серьезное внимание. Процесс приработки поверхностей трения сопряженных деталей двигателя характеризуется стабилизацией не только геометрических параметров, но и изменением физико-механических свойств поверхностных слоев трущихся деталей. Использование полной и улучшенной приработки двигателей на оптимальных режимах при условии минимального начального износа деталей позволяет отказаться от тысячекилометровой обкатки автомобилей, а также способствует снижению износа деталей двигателей в процессе эксплуатации. Приработку двигателя, как правило, разделяют на два периода: начальный и конечный. Начальную приработку осуществляют после ремонта двигателей на стендах в заводских условиях. Конечная приработка происходит в предэксплуатационный период в течение первой тысячи километров пробега, который выполняют в соответствии с инструкциями заводов. Стендовую приработку следует подразделять на три основные стадии: холодную приработку, приработку на холостом ходу и приработку под нагрузкой. Главной целью рациональной, т. е. полной и ускоренной приработки двигателей, является окончательное формирование и упрочнение поверхностей трения деталей при их минимальных начальных износах. При этом поверхности трения полностью подготавливаются к эксплуатационным нагрузкам. При холодной обработке коленчатый вал двигателя принудительно приводится во вращение от специального приводного устройства. Холодная приработка двигателя является важным средством подготовки поверхностей трения к восприятию самых небольших нагрузок, затем постепенно увеличивающихся за счет улучшения макро- и микрогеометрии поверхностей трения. В процессе горячей приработки (без нагрузки) на оборотах холостого хода двигатель работает сам, не требуя энергии на прокручивание. При этом отсутствует отдача энергии от прирабатываемого двигателя. Эта стадия в ряде случаев называется приработкой на холостом ходу. Приработку двигателя на холостом ходу нельзя признавать как самостоятельный режим из-за недостаточной газовой нагрузки на поршневые кольца, поэтому поршневые кольца и зеркало цилиндров не прирабатываются. При приработке на холостом ходу поверхность цилиндров приобретает глянцевитость прежде, чем успеют приработаться поршневые кольца. Глянец образуется из-за пониженных температур и неполного сгорания топлива, смывания масляной пленки и трения при незначительных газовых нагрузках на кольца. Из-за глянцевитости цилиндров повышаются расход масла и потери мощности. Поэтому после приработки на холостом ходу двигатель всегда прирабатывают под нагрузкой. При горячей приработке под нагрузкой энергия, вырабатываемая двигателем, поглощается тормозным устройством, что создает на стенде условия работы двигателя в эксплуатации при изменяющихся нагрузочных и скоростных режимах. В процессе горячей приработки под нагрузкой происходит окончательная подготовка поверхностей трения сопряженных деталей двигателя к восприятию эксплуатационных нагрузок. При капитальном ремонте наиболее рационально двигатель прирабатывать по трехстадийной схеме. Приработка двигателя является одним из наиболее сложных процессов, так как на формирование поверхностей трения и износы деталей влияют очень много факторов. Оптимальные режимы приработки и сорта масел, применяемые для приработки, подбирают для каждой марки двигателей отдельно. По данным НИИАТа, двигатели ЗИЛ-130 рекомендуется прирабатывать на режимах, приведенных в табл. 27. Во время приработки для смазки двигателя рекомендуется применять масло индустриальное 20 (веретенное 3) по ГОСТ 1707—51. При горячей приработке применяют бензин с октановым числом не менее 76.
При работе двигателя на стенде необходимо строго в заданных пределах поддерживать температуру масла, и особенно воды в системах охлаждения. Наиболее существенное значение имеет поддержание должного теплового режима двигателя в период приработки, поскольку в этот период формирования поверхностей трения деталей наблюдаются повышенные потери мощности на трение и худшие условия смазки по сравнению с номинальными эксплуатационными условиями работы двигателя. Установлено, что оптимальный тепловой режим двигателя, обусловливающий наименьший износ деталей и лучшее формирование поверхностей трения, должен быть следующим: температура воды, выходящей из системы охлаждения двигателя при его приработке на стенде — 85—90° С; температурный перепад между входящей и выходящей водой — 15—20° С, а температура воды, поступающей в систему охлаждения двигателя — 65—70° С.
Заключение
В результате пройденной учебной практики в АРП ИП Василенко В.Е. мною были закреплены теоретические знания, полученные в процессе обучения в техникуме. Прохождение практики позволило мне применить имеющиеся знания, приобрести опыт работы, получить новые профессиональные знания и навыки. Благодаря прохождению практики я смог понять, как должна быть организована работа авторемонтного предприятия, какие услуги могут быть предоставлены клиентам и на каком уровне, как происходит общение с клиентом.
Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 810; Нарушение авторского права страницы