|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Проведение технического обслуживания автомобилей
Плановое техническое обслуживание автомобиля необходимо производить для обеспечения надёжной и безопасной его эксплуатации. Своевременное техническое обслуживание способствует выявлению имеющихся неисправностей, значительно снижает затраты на топливо, а так же продлевает срок службы автомобиля. Это приводит к значительной экономии денежных средств и времени. Техническое обслуживание автомобиля – это комплекс мер, направленных на поддержание транспортного средства в исправном состоянии и соответствующем внешнем виде, а так же на выявление и устранение возможных скрытых неисправностей. Необходимость в проведении технического обслуживания обусловлена в первую очередь элементарными законами физики. Во время эксплуатации автомобиля происходит его износ. Каждая поездка в техническом смысле представляет собой вибрацию, перегрузки; автомобиль подвергается воздействию влаги, воздуха, температуры и многих других факторов. С момента, когда машина тронулась с места, все детали находятся в состоянии трения, и это неизбежно влечет за собой некоторую деформацию (изменение размеров, формы). Даже при самой низкой интенсивности использования, на идеально ровном дорожном покрытии, рано или поздно техническое состояние любого автомобиля изменяется в худшую сторону. Согласно действующей в РФ транспортной системе, выделяется четыре основных вида технического обслуживания автомобилей:
Ежедневное обслуживание подразумевает под собой контроль состояния следующих агрегатов: спидометр, датчики, тормозная система, система рулевого управления, фары и сигнализация. Проверка уровня масла, топлива, охлаждающей и тормозной жидкостей так же относится к ежедневным обязанностям автомобилиста. Не стоит забывать про регулярную мойку и поддержание чистоты в салоне. Перед каждой поездкой рекомендуем проверить:
ТО-1 включает в себя все работы связанные с ЕО плюс:
Основная цель первого технического обслуживания – предотвращение случайных поломок, которые могут вывести из строя транспортное средство, увеличить расход топлива и смазочных материалов, или повысить уровень загрязнения окружающей среды. Второе техническое обслуживание ТО2, по сути, преследует те же цели, что и ЕО или ТО1. Основное отличие заключается в сложности и объемах работ. Крепежные, смазочные, диагностические и регулировочные работы, в данном случае, проводятся со снятием некоторых деталей. Проверка и обслуживание составных частей производится с помощью специального оборудования. Сезонное обслуживание представляет собой подготовку транспортного средства к эксплуатации в тот или иной сезон. Если Вы не являетесь жителем одного из северных регионов России, то сезонное обслуживание не доставит много хлопот. Тем не менее, для нашего климата процедура СО является обязательной, и проводится не реже двух раз в году. С наступлением заморозков все увеличивается печальная статистика жертв гололеда и собственной глупости. В преддверии первых морозов необходимо «переобуть» свой автомобиль в зимнюю резину, не лишней окажется и антикоррозийная обработка кузовной части. Соответственно, в теплое время зимняя резина уступает место летней. Регламент ТО1 и ТО2 – это в первую очередь рекомендации инженеров завода-изготовителя транспортного средства. Рекомендации относительно надежности автомобиля и, что самое главное, относительно безопасности жизни автовладельца. Периодичность, регламент и порядок проведения технического обслуживания указаны в сервисной книжке, которая является одним из обязательных документов к любому транспортному средству. Периодичность тех или иных работ может определяться:
Далее рассмотрим детальный перечень регламентных работ:
6. Индивидуальное задание: Сборка и испытание двигателя. Сборка двигателя при ремонте аналогична сборке при изготовлении и подразделяется на сборку узлов и общую сборку. Предъявляются такие же требования к узлам, как и при производстве их на автомобильных заводах. Последовательность сборки может немного отличаться в зависимости от производственных возможностей ремонтного предприятия и конструктивных особенностей двигателей, но общие приемы работы по сборке одинаковы. На специальных постах, вне линии общей сборки, собирают основные узлы: поршень с шатуном, головку цилиндров, коленчатый вал с маховиком, насос-форсунку, топливный насос высокого давления с регулятором, топливо - подкачивающий насос, насос гидроусилителя рулевого механизма, масляный насос, масляный фильтр, центрифугу, водяной насос. Для обеспечения качественной сборки рекомендуется: - всё детали перед сборкой продуть сжатым воздухом, трущиеся поверхности тщательно протереть, промыть и смазать маслом; затяжку резьбовых соединений (крепление головки цилиндров, крышек шатунов, крышек коренных подшипников и т. п.) выполнять в установленной последовательности с требуемым моментом; - не применять шплинты и шплинтовочную проволоку, бывшие в употреблении; пружинные шайбы, потерявшие упругость; болты и шпильки с поврежденной резьбой или изношенными гранями; детали, резьба которых смята или имеет более двух сорванных ниток; поврежденные прокладки; - осуществлять максимальную механизацию сборочных работ, применяя различные приспособления, автоматы и автоматические линии для сборки отдельных узлов. Ниже укрупненно рассмотрен порядок сборки и испытания двигателя ЗИЛ-130. Перед сборкой блок цилиндров комплектуют крышками коренные подшипников, втулками распределительного вала, краниками системы охлаждения, заглушками масляной системы. Блок цилиндров укрепляют на поворотном стенде разъемной плоскостью картера вверх; снимают крышки коренных подшипников, устанавливают вкладыши, сальник и резиновые торцовые уплотнители крышки заднего подшипника, смазывают вкладыши коренных подшипников, устанавливают коленчатый вал в в сборе с маховиком, сцеплением, шестерней и упорными шайбами, ставят крышки подшипников и укрепляют их болтами. Окончательное затягивание болтов производят динамометрическим ключом с моментом затяжки 11 — 13 кгс-м, при этом момент прокручивания коленчатого вала должен быть не более 7 кгс-м. Проверяют щупом осевой зазор при осевом перемещении коленчатого вала. Зазор измеряют между шестерней коленчатого вала и передней шайбой упорного подшипника. Он должен быть в пределах 0, 075—0, 285 мм. Поворачивают блок цилиндров на стенде передней частью вверх и вставляют поршни в сборе с шатунами в цилиндры. Для сжатия поршневых колец применяют специальное приспособление, затем устанавливают нижние крышки на шатунные болты, затягивают гайки динамометрическим ключом с моментом 10—11, 5 кгс-м и шплинтуют их. После затяжки коренных и шатунных подшипников проверяют легкость вращения коленчатого вала. Момент для проворачивания должен быть не более 10 кгс-м. Устанавливают в блок распределительный вал с шестерней и фланцем в сборе. Вал следует устанавливать осторожно, не допуская повреждения кулачками втулок подшипников. При вводе в зацепление шестерен необходимо обеспечить совпадение меток. Затем болтами прикрепляют упорный фланец распределительного вала к блоку; надевают на конец коленчатого вала маслоотражатель, устанавливают крышку распределительных шестерен в сборе с сальником и прокладкой и прикрепляют ее болтами. Болты должны быть затянуты равномерно крест-накрест в два приема с моментом 2—3 кгс-м; устанавливают и закрепляют на крышке распределительных шестерен датчик ограничителя числа оборотов двигателя, напрессовывают по шпонке шкив коленчатого вала до упора, ввертывают храповик со стопорной шайбой; устанавливают и закрепляют маслоприемник насоса, ставят уплотнительную прокладку и привертывают болтами масляный картер; вилку выключения сцепления вставляют в картер и закрепляют ее болтами. Устанавливают крышку и щиток картера сцепления, крепят болтами и поворачивают на стенде блок цилиндров вверх.
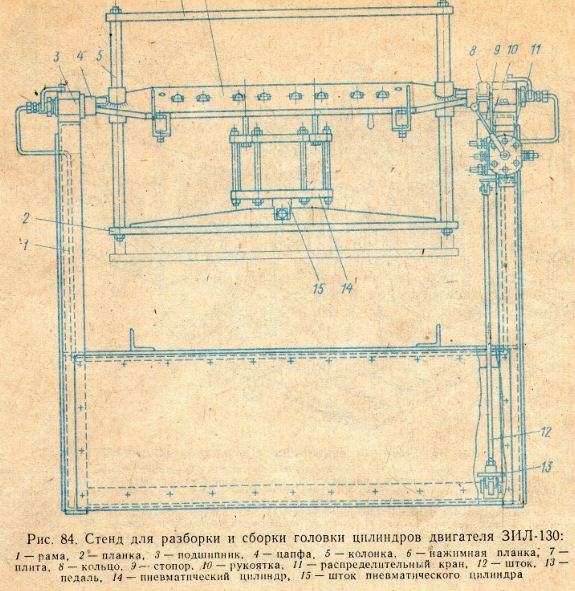
На стенд (рис.84) или на верстак устанавливают головки цилиндров, вставляют клапаны и собирают клапанный механизм. При работе на верстаке применяют специальный съемник (рис. 85), затем ставят прокладку головки цилиндров на блок, устанавливают головку на фиксаторы блока, вставляют в гнезда блока толкатели, штанги, устанавливают оси в сборе с коромыслами, соединяют концы штанг толкателей с коромыслами и закрепляют стойки осей коромысла. В такой же последовательности выполняют работы по второй головке цилиндров. Далее ставят уплотнительные прокладки на разъемные плоскости блока и головок цилиндров, устанавливают впускной трубопровод в сборе на шпильки и закрепляют его гайками, устанавливают выпускные трубопроводы с прокладками и закрепляют на шпильках гайками; устанавливают масляные фильтры, маслоналивную трубу с фильтром вентиляции картера, масляный насос, патрубок с термостатом, водяной насос с вентилятором и тягой привода спускных клапанов, топливный насос, карбюратор с воздушным фильтром, топливный фильтр тонкой очистки, насос гидроусилителя рулевого управления, компрессор, генератор, стартер, прерыватель- распределитель, свечи, проводку.
После сборки двигатель направляют на испытательную станцию, где он прирабатывается и испытывается. Для этого применяют различные стенды (рис. 86). Установлены три стадии приработки двигателя на стенде: холодная, горячая без нагрузки и горячая под нагрузкой. Каждая стадия выполняется в два этапа. Например, для двигателя ЗИЛ-130 холодную приработку вначале проводят при 400—600 об/мин коленчатого вала продолжительностью 15 мин, а затем при 800—1000 об/мин в течение 20 мин. При горячей приработке без нагрузки вначале вращают коленчатый вал со скоростью 1000— 1200 об/мин в течение 20 мин, а затем при 1500—2000 об/мин — в течение 15 мин. На первом этапе горячей приработки с нагрузкой создают нагрузку в 15—20 л. с. и вращают коленчатый вал в течение 25 мин со скоростью 1600—2200 об/мин. На втором этапе нагрузка составляет 40—60 л. с. при скорости вращения коленчатого вала 2500—2800 об/мин и продолжительности приработки 25 мин
При холодной приработке коленчатый вал двигателя принудительно вращается от специального приводного устройства (на рис, 86 от электродвигателя 14). В этот период происходят изменения макрогеометрии и шероховатости поверхностей трения и детали двигателя подготавливаются к несению небольших нагрузок. Горячая приработка без нагрузки (двигатель работает на оборотах холостого хода) предусматривает дальнейшую приработку поверхностей трения. При горячей приработке под нагрузкой энергия, вырабатываемая двигателем, поглощается тормозным устройством. В рассматриваемом случае эту роль выполняет электродвигатель 14, который работает как генератор с отдачей электрического тока в сеть через жидкостный реостат. При горячей приработке под нагрузкой происходит окончательная подготовка поверхностей трения к эксплуатации двигателя. Для каждой марки двигателя установлены оптимальные режимы приработки и сорта масел. Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 1071; Нарушение авторского права страницы