
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технология создания силиконовых формСтр 1 из 3Следующая ⇒
Технология создания силиконовых форм И литья в силковые формы Вступление Изготовление репродукций и объёмных моделей играет важную роль в современной промышленности, декоративно-прикладном искусстве, охране памятников истории и культуры. Там, где требуется, как можно более точное воспроизведение прототипа отлично зарекомендовали себя силиконовые компаунды серии Пентэласт. Они позволяют снять точную копию даже с оригинала сложной формы, со множеством мелких деталей. Работа по окончательной доводке копии сводится к минимуму. А высокая стойкость к растяжению и прочность на разрыв позволяют использовать силиконовую форму много раз подряд. Компаунды серии Пентэласт - оптимальный выбор для российских условий, где не всегда хватает средств на импортные составы, а требования к качеству работы остаются высокими. Ø Пентэласт 710 - универсальный компаунд. Марка А - жидкая (заливочная паста), марка Г - вязкая (обволакивающая), Б и В - промежуточные по вязкости марки. Ø Пентэласт 720 - обладает повышенной прочностью и вязкостью (не течёт). Ø Пентэласт 750 - используется для контакта с пищевыми продуктами, в том числе при температуре до +90°С (шоколад, мармелад и т.п.). Имеет очень хорошие прочностные характеристики и большое удлинение — форма выворачивается как перчатка. Компаунды серии ПЕНТЭЛАСТ устойчивы к большинству химикатов. Имеют низкую адгезию к поверхности, что упрощает отделение силиконовой формы от оригинала. Просты в использовании, не требуют применения дополнительного оборудования. По своим технологическим параметрам компаунды Пентэласт являются аналогами компаундов типа «Виксинт», но превосходят их по физико-механическим характеристикам. Инструкцию по применению компаундов серии Пентэласт смотрите на страницах 14-15 этой брошюры.
ТЕХНОЛОГИЯ СОЗДАНИЯ СИЛИКОНОВЫХ ФОРМ
Шаг. Подготовьте оригинал. Шаг. Подготовьте формовочный короб из дерева, пластика или металла. Зазор вокруг оригинала должен быть не менее 25 мм. Поместите полоску пластилина на дно короба по контуру нижней стороны оригинала. Вдавите нижнюю сторону оригинала в пластилин. Удалите весь выступающий пластилин.
Шаг.
Шаг. Соберите формовочный короб вокруг оригинала. Залейте гипсовым раствором и оставьте до полного отверждения. Для создания легковесной формы вместо гипса можно использовать стеклопластик. Шаг.
Разберите короб. Достаньте гипс и сделайте в нем одно отверстие для заполнения и несколько для выхода воздуха. Удалите пластилин и фольгу с оригинала.
Шаг. Поместите гипс и собранный короб в исходное положение над оригиналом. Медленно заливайте через проделанное в гипсе отверстие силиконовый компаунд, пока он не заполнит все отверстия в гипсе. Шаг. Оставьте отверждаться при комнатной температуре на 24 часа. Шаг.
Разберите короб, удалите гипс и снимите готовую силиконовую форму с оригинала. ДВУСОСТАВНАЯ ОБОЛОЧКОВАЯ ФОРМА. Шаг. Подготовьте оригинал. Шаг. Подготовьте формовочный короб с крышкой, сделанный из дерева, пластика или металла. Зазор вокруг оригинала должен быть не менее 25 мм. Шаг.
Оберните половину оригинала в алюминиевую фольгу (ту половину, которая окажется внизу при помещении оригинала в короб) и поместите его в короб на деревянных подставках (высота по 1 см). Залейте растопленный пластилин в короб до половины оригинала. Шаг.
Покройте оставшуюся часть оригинала алюминиевой фольгой, а поверх нее - толстым слоем пластилина или глины (не менее 1 см). Вставьте в пластилин колышки на местах будущих замков. Шаг.
Залейте гипс в короб до уровня крышки короба и оставьте до полного отверждения.
Шаг.
Разберите короб. Достаньте гипс и сделайте в нем одно отверстие для заполнения и несколько для выхода воздуха. Удалите пластилин и фольгу с оригинала. Шаг.
Поместите гипс и собранный короб в исходное положение над оригиналом. Медленно заливайте через проделанное в гипсе отверстие силиконовый компаунд, пока он не заполнит все отверстия в гипсе.
Оставьте отверждаться при комнатной температуре на 24 часа.
Шаг. Переверните короб и разберите его. Удалите гипс, фольгу, подставки и колышки.
Шаг. Соберите короб обратно и покройте поверхности силиконовой формы и гипса внутри него разделительной смазкой, например парафином, воском или мыльным раствором. Силиконовыми смазками в этом случае лучше не пользоваться. Покройте оставшуюся часть оригинала алюминиевой фольгой, а поверх нее - толстым слоем пластилина ил и глины (не менее 1 см).
Шаг. Залейте гипс в короб до уровня крышки короба и оставьте до полного отверждения.
Шаг. Разберите короб. Достаньте гипс и сделайте в нем одно отверстие для заполнения и несколько для выхода воздуха. Удалите пластилин и фольгу с оригинала.
Шаг.
Поместите гипс и собранный короб в исходное положение над оригиналом. Медленно заливайте через проделанное в гипсе отверстие силиконовый компаунд, пока он не заполнит все отверстия в гипсе. Шаг. Оставьте отверждаться при комнатной температуре на 24 часа. Шаг. Полностью разберите все
Чтобы подготовить форму для заливки, сделайте в ней несколько отверстий. Одно — для заливочного материала, другие - для выхода воздуха.
Шаг. Подготовьте оригинал. Шаг.
Подготовьте формовочный короб из дерева, пластика или металла. Зазор вокруг оригинала должен быть не менее 15 мм. Расстояние от верхней точки оригинала до верха короба не менее 10 мм.
Шаг. Поместите полоску пластилина на дно короба по контуру нижней стороны оригинала. Вдавите нижнюю сторону оригинала в пластилин. Удалите весь выступающий пластилин. Шаг.
Шаг.
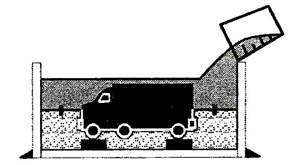
Начинайте заливать силиконовый компаунд в короб, держа контейнер как можно ниже. Заливайте медленно, чтобы давать компаунду заполнять все неровности и успевать выравниваться. Продолжайте до тех пор, пока компаунд не покроет оригинал целиком плюс 10 мм сверху. Шаг. Оставьте отверждаться при комнатной температуре на 24 часа.
Шаг.
Удалите пластилин, герметизирующий стенки короба и разберите короб. Шаг. Отделите готовую форму от оригинала.
ДВУСОСТАВНАЯ БЛОЧНАЯ ФОРМА. Шаг. Подготовьте оригинал. Шаг. Подготовьте формовочный короб с крышкой, сделанный из дерева, пластика или металла. Зазор вокруг оригинала должен быть не менее 15 мм.
Шаг. Загерметизируйте стенки короба пластилином. Шаг.
Оберните половину оригинала в алюминиевую фольгу (ту половину, которая окажется внизу при помещении оригинала в короб)и поместите его в короб на деревянных подставках (высота по 1 см). Залейте растопленный пластилин в короб до половины оригинала - до уровня, где кончается фольга.
Шаг. Вставьте в пластилин колышки на местах будущих замков. Шаг.
Начинайте заливать силиконовый компаунд в короб, держа контейнер как можно ниже. Заливайте медленно, чтобы давать компаунду заполнять все неровности и успевать выравниваться. Продолжайте до тех пор, пока компаунд не покроет оригинал целиком плюс 10 мм сверху.
Шаг. Оставьте отверждаться при комнатной температуре на 24 часа. Шаг.
Шаг. Соберите короб обратно и покройте поверхность силиконовой формы внутри него разделительной смазкой, например парафином, воском или мыльным раствором. Силиконовыми смазками в этом случае лучше не пользоваться. Шаг.
Шаг. Оставьте отверждаться при комнатной температуре на 24 часа.
Разберите короб и отделите обе части формы от оригинала. Шаг.
Чтобы подготовить форму для заливки, сделайте в ней несколько отверстий. Одно — для заливочного материала, другие - для выхода воздуха.
Примечание: Если оригинал по форме относительно простой и не слишком большой, можно обойтись без использования пластилина и заливать силиконовый компаунд непосредственно в короб для создания первой половины литьевой формы.
Шаг. Подготовьте оригинал. Приготовьте тиксотропный силиконовый компаунд. Шаг.
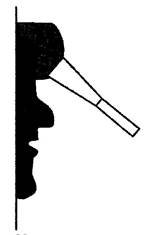
Используя кисть или шпатель, покройте оригинал толстым слоем (I см) силиконового компаунда. Если оригинал большого размера, целесообразно готовить и наносить компаунд в несколько заходов.
Шаг. Оставьте отверждаться при комнатной температуре на 24 часа. Установите вспомогательную форму из стеклопластика или гипса для поддержки оболочковой силиконовой формы. Шаг.
Аккуратно отделите вспомогательную форму и расположите ее на горизонтальной поверхности. Отделите силиконовую оболочковую форму от оригинала.
Шаг. Соберите вместе силиконовую оболочковую форму и вспомогательную форму. Шаг. Подготовьте заливочный материал. Шаг. Поместите силиконовую форму на плоскую горизонтальную поверхность. Медленно залейте заливочный материал в форму, держа контейнер как можно ближе к форме. Слегка потрясите форму, чтобы материал распределился по всем неровностям формы. Шаг.
Когда материал затвердеет, отделите его от формы, аккуратно и равномерно надавливая на форму.
4 шаг.
Обработайте заусенцы мелким напильником или наждачной бумагой.
Шаг. Подготовьте заливочный материал. Соберите форму в формовочном коробе. Убедитесь, что все части плотно состыкованы.
Шаг. Вставьте куски пластиковых трубок в отверстия, проделанные в силиконовой форме. Трубки в отверстиях для выхода воздуха должны выступать на 10 см над формой. Трубка в заливочном отверстии должна соответствовать длине отверстия при собранной форме.
Шаг.
Начинайте медленно заливать заливочный материал в форму через воронку, вставленную в пластиковую трубочку заливочного отверстия. Держите контейнер как можно ближе к воронке. Продолжайте до тех пор, пока не заполнятся пластиковые трубки отверстий для выхода воздуха. Слегка потрясите форму, чтобы материал распределился по всем неровностям формы и все пузыри воздуха вышли через отверстия. При использовании для заливки некоторых смол необходимо закрывать отверстия пластиковых трубок бумагой или пластиком, чтобы предотвратить ингибирование реакции отверждения.
4 шаг. Когда материал затвердеет, отделите его от формы, аккуратно и равномерно надавливая на форму.
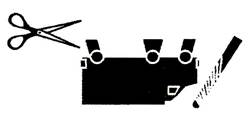
Удалите пластиковые трубки и отрежьте лишние отростки отливки. Обработайте заусенцы мелким напильником или наждачной бумагой. Примечание: Если отливка большая и сложная по форме, может быть целесообразным залить заливочный материал вначале до половины, потрясти или отвакуумировать в вакуумной камере, а затем залить остальную половину.
Шаг.
Шаг. Соберите силиконовую форму и гипсовую подложку в формовочном коробе на плоской горизонтальной поверхности.
Шаг.
Медленно залейте заливочный материал в форму, держа контейнер как можно ближе к форме.
Шаг.
Когда материал затвердеет, отделите его от формы, аккуратно и равномерно надавливая на форму. Шаг.
Шаг. Медленно залейте заливочный материал в форму, держа контейнер как можно ближе к форме. Слегка потрясите форму, чтобы материал распределился по всем неровностям формы. Шаг.
Когда материал затвердеет, отделите его от формы, аккуратно и равномерно надавливая на форму.
Шаг. Обработайте заусенцы мелким напильником или наждачной бумагой.
Примечание. Если нет подходящего оборудования для вакуумного удаления воздушных пузырьков, их можно минимизировать, если смешивать небольшие количества основы и катализатора. Затем, используя кисть наносить смесь на оригинал слоем толщиной 1-2 мм и оставлять при комнатной температуре, пока поверхность не очистится от пузырьков и не начнет отверждаться. После этого смешивать следующие порции основы и катализатора, и так повторять до получения готовой формы для литья.
Дополнительная информация. Литьевые формы из Пентэласта могут эксплуатироваться длительное время при температурах не выше +200°С. Использование форм при температурах выше +200°С, через определенное время приводит к потере ими эластичности. Нагрев выше +250°С не рекомендуется. Все силиконовые компаунды чувствительны к ингибиторам отверждения, содержащимся в некоторых материалах. Ингибирование проявляется в неполном отверждении компаунда за 24 часа или в его прилипании к другому материалу. Сильными ингибиторами являются амино- и серосодержащие материалы, а также оловосодержащие органические соли. Рекомендуем тщательно проверить емкость для смешения, материалы литьевой формы, оригиналы и разделительные смазки на наличие ингибирующих веществ. Технология создания силиконовых форм И литья в силковые формы Вступление Изготовление репродукций и объёмных моделей играет важную роль в современной промышленности, декоративно-прикладном искусстве, охране памятников истории и культуры. Там, где требуется, как можно более точное воспроизведение прототипа отлично зарекомендовали себя силиконовые компаунды серии Пентэласт. Они позволяют снять точную копию даже с оригинала сложной формы, со множеством мелких деталей. Работа по окончательной доводке копии сводится к минимуму. А высокая стойкость к растяжению и прочность на разрыв позволяют использовать силиконовую форму много раз подряд. Компаунды серии Пентэласт - оптимальный выбор для российских условий, где не всегда хватает средств на импортные составы, а требования к качеству работы остаются высокими. Ø Пентэласт 710 - универсальный компаунд. Марка А - жидкая (заливочная паста), марка Г - вязкая (обволакивающая), Б и В - промежуточные по вязкости марки. Ø Пентэласт 720 - обладает повышенной прочностью и вязкостью (не течёт). Ø Пентэласт 750 - используется для контакта с пищевыми продуктами, в том числе при температуре до +90°С (шоколад, мармелад и т.п.). Имеет очень хорошие прочностные характеристики и большое удлинение — форма выворачивается как перчатка. Компаунды серии ПЕНТЭЛАСТ устойчивы к большинству химикатов. Имеют низкую адгезию к поверхности, что упрощает отделение силиконовой формы от оригинала. Просты в использовании, не требуют применения дополнительного оборудования. По своим технологическим параметрам компаунды Пентэласт являются аналогами компаундов типа «Виксинт», но превосходят их по физико-механическим характеристикам. Инструкцию по применению компаундов серии Пентэласт смотрите на страницах 14-15 этой брошюры.
Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 1102; Нарушение авторского права страницы
 односоставная оболочковая форма.
односоставная оболочковая форма.  Покройте оригинал алюминиевой фольгой, а поверх нее - толстым слоем (не менее I см) пластилина или глины.
Покройте оригинал алюминиевой фольгой, а поверх нее - толстым слоем (не менее I см) пластилина или глины.








 8 шаг.
8 шаг. 



 16 шаг.
16 шаг. 


 Соберите короб вокруг оригинала и загерметизируйте стенки короба пластилином. Помните, силикон обладает хорошей проникающей способностью и найдет малейшую щель, поэтому герметизация должна быть тщательной. Если вы хотите получить отливку с гладкой, блестящей поверхностью, убедитесь, что оригинал хорошо отполирован. Если необходимо, покройте оригинал и короб изнутри подходящей разделительной смазкой, например парафином, воском или мыльным раствором. Силиконовыми смазками в этом случае лучше не пользоваться..
Соберите короб вокруг оригинала и загерметизируйте стенки короба пластилином. Помните, силикон обладает хорошей проникающей способностью и найдет малейшую щель, поэтому герметизация должна быть тщательной. Если вы хотите получить отливку с гладкой, блестящей поверхностью, убедитесь, что оригинал хорошо отполирован. Если необходимо, покройте оригинал и короб изнутри подходящей разделительной смазкой, например парафином, воском или мыльным раствором. Силиконовыми смазками в этом случае лучше не пользоваться..





 Переверните короб и разберите его. Удалите гипс, фольгу, подставки и колышки.
Переверните короб и разберите его. Удалите гипс, фольгу, подставки и колышки.
 Начинайте заливать силиконовый компаунд в короб, держа контейнер как можно ниже. Заливайте медленно, чтобы давать компаунду заполнять все неровности и успевать выравниваться. Продолжайте до тех пор, пока компаунд не покроет оригинал целиком плюс 10 мм сверху.
Начинайте заливать силиконовый компаунд в короб, держа контейнер как можно ниже. Заливайте медленно, чтобы давать компаунду заполнять все неровности и успевать выравниваться. Продолжайте до тех пор, пока компаунд не покроет оригинал целиком плюс 10 мм сверху. 12 шаг.
12 шаг. 







 5 шаг.
5 шаг.  Подготовьте заливочный материал.
Подготовьте заливочный материал.

 Разместите силиконовую форму в подложке в нужном положении. Подготовьте заливочный материал.
Разместите силиконовую форму в подложке в нужном положении. Подготовьте заливочный материал.
