
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
РАСЧЕТ И ВЫБОР РЕЖИМОВ СВАРКИ
Независимо от способа сварки необходимо соблюдать следующие условия, которые позволяют получить сварное соединение с необходимой трудоспособностью: 1) специальная подготовка кромок; 2) высокое качество подготовки и сборки под сварку; 3) обязательная зачистка поверхностей, которые свариваются. Режимом сварки называют совокупность основных характеристик сварочного процесса, которые обеспечивают получение сварных швов заданных размеров, формы и качества. Первым условием расчета режимов сварки является получение швов с оптимальными размерами и формой, которые обеспечивают высокую технологическую прочность и высокие эксплуатационные характеристики. К основным параметрам дуговой сварки относятся: сварочный ток Iсв, напряжение дуги Uд и скорость сварки Vсв. Каждый из этих параметров как отдельно, так и в совокупности с другими, влияют на величину тепло вложения а, значит, и на геометрические размеры шва, коэффициент формы провара, коэффициент формы шва и участие основного и электродного металла в формировании шва. Оптимальные параметры режима сварки обеспечивают необходимые геометрические размеры сварных швов и необходимые соотношения между основным и электродным металлом, при котором достигаются заданные механические свойства металла шва. Шов №1: Способ сварки: полуавтоматическая сварка в среде защитных газов; Тип шва: Т1-∆ 5 тавровый, односторонний, без скоса кромок; Марка стали: ст3сп5,
Рисунок 4.1. - Разделка кромок для шва Т1 по ГОСТ 14771-76
Определяем площадь наплавленного металла по формуле:
Fн=
Fн
Задаём диаметр электродной проволоки dэ.пр.=1, 6мм, плотность тока j=175 А/мм2 Сила сварочного тока при сварке в среде защитных газов определяется в зависимости от диаметра электрода, которым мы изначально задаемся, и допустимой плотностью тока:
Для принятого диаметра электрода и силы сварочного тока определяем оптимальное напряжение дуги:
Скорость сварки может быть определена по формуле:
где g=7, 8 FН1пр - площадь поперечного сечения наплавленного металла за данный проход, см2. Вылет электрода находится по формуле:
Выбираем L=18 мм. Скорость подачи проволоки определяется по формуле:
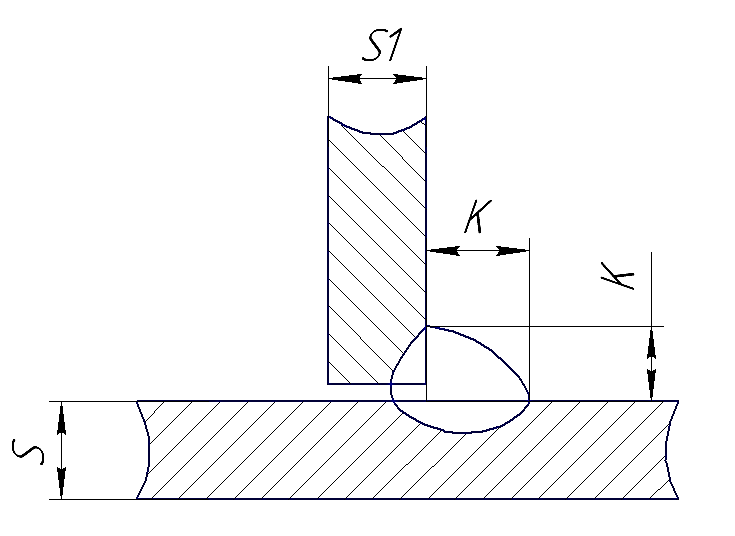
Шов №2: Способ сварки: полуавтоматическая сварка в среде защитных газов; Тип шва: Т7, тавровый, односторонний, со скосом одной кромки, с подварочным швом; Марка стали: ст3сп5;
Рисунок 4.2 -Разделка кромок для шва Т7 по ГОСТ 14771-76
1. Определим катет шва по формуле:
k=0, 15*s - 0, 5s=0, 15*20 - 0, 5*20=3 - 10мм,
Принимаем k=5мм 2. Определим площадь наплавленного металла:
Площадь наплавленного металла при полуавтоматической сварке составляет 40-50 мм2. Выбираем Fн=40 мм2. 3. Площадь наплавленного металла подварочного и корневого шва:
Конструктивно принимаем 4. Зная общую площадь поперечного сечения металла, наплавленного при первом и последующих проходах, определим количество проходов:
Задаём диаметр электродной проволоки dэ.пр.=1, 6мм, плотность тока j=175 А/мм2 5. Определяем силу сварочного тока:
6. Определяем оптимальное напряжение дуги:
7. Определяем скорость сварки:
где g=7, 8 FН1пр - площадь поперечного сечения наплавленного металла за данный проход, см2. 8. Вылет электрода находится по формуле:
Выбираем L=18 мм. 9. Определяем скорость подачи сварочной проволоки:
Определяем режимы сварки для выполнения подварочного и корневого шва: 1. Определяем силу тока:
Сила тока должна быть меньше, чем при сварке основного шва, чтоб избежать прожогов. 2. Определяем напряжение на дуге:
3. Определяем скорость сварки:
4. Определяем скорость подачи сварочной проволоки:
Шов №3: Способ сварки: полуавтоматическая сварка в защитных газах. Тип шва: Т6, тавровый, односторонний, со скосом одной кромки. Марки стали: ст3сп5.
Рисунок 4.3 - Разделка кромок для шва Т6 по ГОСТ 14771-76
1. Определяем площадь наплавленного металла по формуле:
При этом следует иметь в виду, что максимальное поперечное сечение металла, наплавленного за один проход при полуавтоматической сварке не должно превышать 40 - 50 мм2. Принимаем: 2. Зная общую площадь поперечного сечения наплавленного металла и площади поперечного сечения наплавленного при первом и каждом последующем проходах, найдём число проходов:
Режимы сварки для шва Т6 такие же, как и для сварки шва Т7.
Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 45; Нарушение авторского права страницы



 .
. ,
,  - коэффициент наплавки, определяется в зависимости от тока сварки и диаметра проволоки;
- коэффициент наплавки, определяется в зависимости от тока сварки и диаметра проволоки;  - плотность наплавленного металла;
- плотность наплавленного металла; 



 =10 мм2.
=10 мм2.
 ,
, 








