
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Тема 2.2 Сварочные полуавтоматыСтр 1 из 4Следующая ⇒
ЛЕКЦИЯ № 15 Тема 2.2 Сварочные полуавтоматы План 1. Основные сведения о сварочных полуавтоматах для электрической сварки плавлением 2. Классификация сварочных полуавтоматов для электрической сварки плавлением. 3. Устройство сварочных полуавтоматов и типы механизмов подачиЛитература: 1. Голошубов В.И, Сварочные источники питания. -Киев, Аристей, 2005 2. Гуменюк И.В., О.Ф. Иваськив, А.В. Гуменюк Технология электродуговой сварки – Киев: Грамота, 2007 3. Китаев A. M., Китаев Я.А. Справочная книга сварщика. - М.: Машиностроение, 1987 4. Шебеко Л.П. Оборудование и технология автоматической и механизированной сварки. -М: Высшая щкола, 1986 1 Основные сведения о сварочных полуавтоматах для электрической сварки плавлениемОборудование, которое применяется при полуавтоматической сварке, при которой механизируется подача сварочной проволоки и других сварочных материалов с ручным перемещением вдоль линии сварного шва, называется сварочным полуавтоматом. 2 Классификация сварочных полуавтоматов для электрической сварки плавлениемСварочные полуавтоматы выпускают в соответствии с ГОСТ 18130-79 за следующими выполнениями: по способу защиты зоны дуги: - для сварки под слоем флюса (Ф); - в активных защитных газах (Г); - в инертных газах (И); - в активных и инертных газах (У); - открытой дугой (О); за видом применения электродного провода: - сварка стальным сплошным проводом; - сплошным проводом из алюминия и его сплавов; - стальным сплошным проводом и сплошным проводом из алюминия и его сплавов; - стальным порошковым проводом; - стальным сплошным и стальным порошковым проводом; по способу охлаждения горелки: - с естественным охлаждением; - с принудительным водяным или газовым охлаждением; по способу регуляции скорости подачи сварочной проволоки: - с плавным регулированием; - ступенчатым регулированием; - плавноступенчатым регулированием; по способу подачи сварочной проволоки: - толкающий; - тянущего; - толкай-тяни; по конструктивному выполнению: - стационарные; - передвижные; - переносные с подающим устройством. Сварочные полуавтоматы выпускают на номинальные сварочные токи: 200, 315, 400, 500 и 630 А. В комплект сварочного полуавтомата обычно входят: - подающее устройство с кассетой для сварочной проволоки; - шкаф управления; - сварочные горелки; - провода для сварочной цепи и цепей управления; - сварочный щиток или маска; - комплект газовой аппаратуры (к полуавтоматам для сварки в защитных газах); - специальный инструмент, запасные части, переменные детали, которые быстро изнашиваются. 3 Устройство сварочных полуавтоматов и типы механизмов подачиМеханизмы подачи электродной проволоки предназначены для перемещения сварочной проволоки от полуавтомата к сварочной горелке. Они состоят из электродвигателя, редуктора и системы подающих и прижимных роликов. Электродвигатель с редуктором обеспечивают вращение подающего ролика, проталкивающего сварочную проволоку по гибкому полому кабелю в зону сварки. Они также позволяют настраивать скорость подачи проволоки и поддерживать ее постоянной в процессе работы. В качестве привода в этих механизмах могут использоваться электродвигатели как переменного, так и постоянного тока. Скорости подачи сварочной проволоки могут изменяться ступенчато с помощью сменных шестерен или сменных подающих роликов, а также плавным регулированием числа оборотов электродвигателя постоянного тока. Для подачи сварочных проволок различных типов (сплошного сечения, порошковой) и диаметров применяют механизмы подачи проволоки одной или двумя парами подающих роликов. Для механизированной сварки в защитных газах применяют в основном три типа механизмов подачи сварочной проволоки: Закрытый ( рис. 1, а ) с кассетой на 5 кг стальной проволоки (для полуавтоматов ПДГ-305 ПДГ-306 и др.); Открытый (рис. 1, б) с кассетой на 12 или 20 кг стальной проволоки (для полуавтоматов ПДГ-502, ПДГ-504 и др.); Открытый на тележке (рис. 1, в) с кассетным устройством для бухты до 50 кг стальной проволоки (для полуавтоматов ПДГ-505, ПДГ-601 и др.). ЛЕКЦИЯ № 16 План 1. Назначение, комплектность и функциональная блок-схема сварочного полуавтомата для сварки в среде защитных газов ПДГ-305У3 2. Эксплуатационные особенности сварочного полуавтомата для сварки в среде защитных газов ПДГ-305У3 3. Порядок работы на сварочном полуавтомате ПДГ-305У3 4. Техническая характеристика и обозначения сварочных полуавтоматов5. Причины неисправностей сварочных полуавтоматов и способы их устранения Литература: 5. Голошубов В.И, Сварочные источники питания. -Киев, Аристей, 2005 6. Гуменюк И.В., О.Ф. Иваськив, А.В. Гуменюк Технология электродуговой сварки – Киев: Грамота, 2007 7. Китаев A. M., Китаев Я.А. Справочная книга сварщика. - М.: Машиностроение, 1987 8. Шебеко Л.П. Оборудование и технология автоматической и механизированной сварки. -М: Высшая щкола, 1986 1. Назначение, комплектность и функциональная блок-схема сварочного полуавтомата для сварки в среде защитных газов ПДГ-305У3
Сварочный полуавтомат ПДГ-305 УЗ предназначен для дуговой сварки стальным плавящимся проволокой в защитной среде углекислого газа стальных конструкций, швы которых расположены в различных пространственных положениях и труднодоступных местах|місце-милях|.
Комплектность полуавтомата ПДГ-305У3: ¾ закрытый механизм подачи сварочной проволоки типа МПЗ; ¾ сварочные горелки типа ГДПГ-101-10, ГДПГ-301-8; ¾ переносной пульт управления; ¾ источник питания ВДГ-302 со встроенным блоком управления полуавтоматом; ¾ газовая аппаратура (баллон, газовый редуктор с расходомером, осушитель и подогреватель газа, электрогазовый клапан) ¾ соединительные шланги и провода;
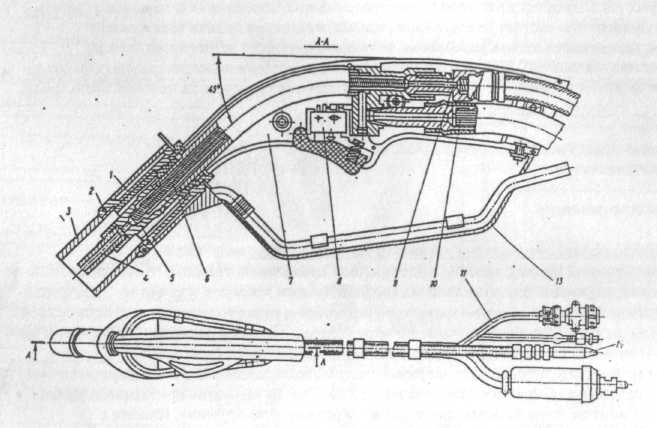
Устройство сварочного полуавтомата ПДГ-305У3 1. Механизм подачи сварочной проволоки закрытого типа включает электро привод, кассету со сварочной проволокой на 5 кг, переносной пульт управления и блок разъемов, которые служат для подключения соединительных проводов и шлангов. Электропривод состоит из цилиндрического редуктора и электродвигателя постоянного тока. На выходном валу редуктора закреплено зубчатое колесо с ведущим роликом. Второе зубчатое колесо с прижимным роликом находится на рычаге прижимного устройства; при повороте рычага колесо может быть отведено для заправки сварочной проволоки. Благодаря наличию зубчатого зацепления оба ролика являются ведущими. Усилия поджима прижимного ролика регулируется винтом, воздействующим на рычаг через плоскую пружину. Кассета со сварочной проволокой устанавливается на тормозном устройстве, которое не допускает само разматывание проволоки при работе. Все узлы механизма подачи смонтированы на основе, в нижней части которой расположены отверстия для крепления планки, которая фиксирует соединительные провода и шланги. К основанию крепятся четыре колеса. Для переноса механизма подачи применяется ручка. Кожухом закрывается электропривод и кассета со сварочной проволокой. На переносном пульте управления смонтированы тумблер для проверки подачи газа, тумблер подачи сварочной проволоки и реверсирования вращения двигателя подающего механизма, а также потенциометры скорости подачи сварочной проволоки и регулирования напряжения дуги. 2. Сварочная горелка ГДПГ-301-8 (рис.3) предназначена для сварки сварочной проволокой диаметром до 2 мм при силе тока до 300 А состоит из корпуса 7 с изогнутой направляющей трубкой, спирали 6, электродержателя 5, наконечника 4, сопла 1, направляющего поток защитного газа, пружинного кольца 2, которое удерживает сменное сопло 3, направляющего канала 9 для сварочной проволоки, токогазоподвода 10, включателя 8., проводов управления 11. Снизу рукоятки имеется экран 13, который защищает руку сварщика от тепловых излучений. Сварочная проволока подается в горелку через наконечник 14. Для предотвращения перегрева горелки сопло 1 охлаждается естественным образом.
Рис.3. Сварочная горелка ГДПГ-301-8
3.Гибкий шланг предназначен для подачи сварочной проволоки, сварочного тока, защитного газа.
Функциональная блок-схема управления механизмом подачи сварочной проволоки
2. Эксплуатационные особенности сварочного полуавтомата для сварки в среде защитных газов ПДГ-305У3 К эксплуатационным особенностям сварочного полуавтомата можно отнести: ¾ тумблер для проверки подачи газа; ¾ тумблер подачи сварочной проволоки; ¾ тумблер реверсирования вращения двигателя подающего механизма; ¾ потенциометр скорости подачи сварочной проволоки; ¾ потенциометр регулирования напряжения дуги.
ЛЕКЦИЯ № 17 План 1. Назначение, комплектность и функциональная блок-схема сварочного полуавтомата для сварки в среде защитных газов ПДГ-502У3 2. Устройство сварочного полуавтомата для сварки в среде защитных газов ПДГ-502У33. Эксплуатационные особенности сварочного полуавтомата для сварки в среде защитных газов ПДГ-502У3 4. Схема соединений сварочного полуавтомата ПДГ-502У3 Литература: 1. Голошубов В.И, Сварочные источники питания. -Киев, Аристей, 2005 2. Гуменюк И.В., О.Ф. Иваськив, А.В. Гуменюк Технология электродуговой сварки– Киев: Грамота, 2007 3. Китаев A. M., Китаев Я.А. Справочная книга сварщика. - М.: Машиностроение, 1987 4. Шебеко Л.П. Оборудование и технология автоматической и механизированной сварки. -М: Высшая щкола, 1986 1.Назначение, комплектность и функциональная блок-схема сварочного полуавтомата для сварки в среде защитных газов ПДГ-502У3Сварочный полуавтомат ПДГ-502 У4 предназначен для получения дуговой сварки стальной плавящейся сварочной проволокой в защитной среде углекислого газа стальных конструкций, швы которых расположены в различных пространственных положениях и труднодоступных местах|місце-милях|. Комплектность сварочного полуавтомата состоит из: - сварочных горелок типа ГДПГ-301-8, ГДПГ-501-4; - механизма подачи сварочной проволокой открытого типа МПО; - переносного пульта управления; - источники питания ВДУ-504-1 со встроенным блоком управления полуавтоматом; - газовой аппаратуры (газового редуктора с расходомером, подогревателем газа); - | шлангов и проводов. Углекислый газ подается от баллона или цеховой магистрали. Функциональная блок-схема сварочного полуавтомата ПДГ-502У3
 2 Устройство сварочного полуавтомата для сварки в среде защитных газов ПДГ-502У3 2 Устройство сварочного полуавтомата для сварки в среде защитных газов ПДГ-502У3
Механизм подачи сварочной проволоки открытого типа(рис.1) включает электропривод 9, кассету 4 со сварочной проволоки
Рис.1-Механизм подачи сварочной проволокой открытого типа |типа| Электропривод состоит из цилиндрического редуктора и электродвигателя постоянного тока. На выходном валу редуктора укреплено зубчатое колесо с ведущим роликом. Второе зубчатое колесо с прижимным роликом находится на рычаге прижимного устройства 1; при повороте рычага оно может быть отведено для заправки сварочной проволоки. Благодаря наличию зубчатого зацепления оба ролика ведущие. Усилия поджима прижимного ролика регулируется винтом 8, воздействующим на рычаг 2 через плоскую пружину 7. Кассета со сварочной проволокой устанавливается на тормозном устройстве 5, которое не допускает самораскручивания проволоки при работе. Все узлы механизма подачи смонтированы на основании 6, в нижней части которого расположены отверстия для крепления планки, которая фиксирует соединительные провода и шланги. К основанию крепятся четыре колеса. Для переноса механизма подачи имеется ручка 3. Кожухом закрывается только электропривод. Сварочная горелка ГДПГ-501-4 (рис.2), предназначенный для сварки сварочной проволокой диаметром до 2 мм при токе |току|до 500 А. Сварочная горелка состоит из: - корпуса 7 с изогнутой направляющей трубкой; |люлькою|; - спирали 6; - электрододержателя | 5; - наконечника 4; - сопла 1, который направляет поток защитной газа; - |,, пружинного кольца 2, которое удерживает сменное сопло 3; - направляющего канала 9 для сварочной проволоки; - токогазопровода| 10; - включателя 8; - проводов управления 11; - шлангов 12 для охлаждающей воды.
Рис.2-Сварочная горелка ГДПГ-501-4
Снизу рукоятки имеется экран 13, который защищает руку сварщика от тепловых излучений. Сварочная проволока подается в горелку через наконечник 14. Для предотвращения перегрева горелки сопло 1 охлаждается проточной водой.
ЛЕКЦИЯ № 18 План 1. Порядок работы на сварочном полуавтомате ПДГ-502У3 2. Техническая характеристика и обозначения сварочного полуавтомата ПДГ-502У33. Причины неисправностей сварочных полуавтоматов и способы их устранения Ключевые слова: порядок работы; сварочный полуавтомат; механизм подачи сварочной проволоки; техническая характеристика; причины неисправности Литература: 1. Голошубов В.И, Сварочные источники питания. -Киев, Аристей, 2005 2. Гуменюк И.В., О.Ф. Иваськив, А.В. Гуменюк Технология электродуговой сварки– Киев: Грамота, 2007 3. Китаев A. M., Китаев Я.А. Справочная книга сварщика. - М.: Машиностроение, 1987 4. Шебеко Л.П. Оборудование и технология автоматической и механизированной сварки. -М: Высшая щкола, 1986 1. Порядок работы на сварочном полуавтомате ПДГ-502У3Порядок работы на сварочном полуавтомате следующий|слідуючий|: - при нажатии выключателя на горелке происходит включение газового клапана, а через 1с включаются источник питания и привод подачи сварочной проволокой; - при замыкании сварочной проволоки на изделие зажигается дуга, происходит процесс сварки|зварювання|; - при размыкании выключателя останавливается двигатель подачи сварочной проволокой, происходит растяжка и обрыв дуги; - через 2-4 с выключаются источник питания и газовый клапан (снимается напряжение со сварочной горелки и прекращается подача защитного газа, схема приходит в исходное состояние|достаток|). 2.Техническая характеристика и обозначения сварочного полуавтомата ПДГ-502У3Технические характеристики: - номинальный сварочный ток; - тип механизма подачи; - диаметр сварочной проволоки; - пределы регулирования скорости подачи сварочной проволоки; - способ регулирования скорости подачи сварочной проволоки Обозначение сварочных полуавтомата:
ПД - Обозначение вида изделия (полуавтомат для дуговой сварки) X - Обозначение способа защиты зоны дуги (Ф, Г или ФГ) XXX - Номинальный сварочный ток полуавтомата, А Номер модификации полуавтомата XX -Климатическое исполнение и категория размещения полуавтомата регламентированы ГОСТ 15150—69 и 15543—70, согласно которым полуавтоматы, предназначенные для эксплуатации в районах - с умеренным климатом, обозначают буквой У; - с тропическим—Т; - с холодным—ХЛ. Категорию размещения обозначают цифрами: 1—открытый воздух; 2—палатки, прицепы, кузова автомобилей; 3 — помещения с естественной вентиляцией; 4 — помещения с принудительной вентиляцией и отоплением; 5—помещения с повышенной влажностью Например: Расшифровать сварочный полуавтомат ПДГ-503У3 ПД- полуавтомат для дуговой сварки Г - в среде защитных газов 500 – номинальный сварочный ток, 500А; 3- номер модификации полуавтомата; У- эксплуатируется в районах с умеренным климатом; 3- в помещениях с естественной вентиляцией. ЛЕКЦИЯ № 19 План 1. Назначение, комплектность и функциональная блок-схема сварочного полуавтомата для сварки порошковой проволокой А-765 2. Устройство и эксплуатационные особенности сварочного полуавтомата для сварки порошковой проволокой А-765 3. Порядок работы на сварочном полуавтомате А-765 4. Основные технические характеристики сварочных полуавтоматов5. ТБ и пожарная безопасность при работе на сварочных полуавтоматах Ключевые слова: сварка; дуговая сварка; сварочный полуавтомат; механизм подачи электродной проволоки; гибкий шланг; сопло; горелка, порошковая проволока. Литература: 1. Голошубов В.И, Сварочные источники питания.-Киев, Аристей, 2005 2. Гуменюк.В., А.Ф. Иваськив, А.В. Гуменюк Технология электродуговой сварки – Киев: Грамота, 2007 3. Китаев A. M., Китаев Я.А. Справочная книга сварщика. - М.: Машиностроение 4. Шебеко Л.П. Оборудование и технология автоматического и механизированного сварки. М: Высшая школа, 1986 1. Назначение, комплектность и функциональная блок-схема сварочного полуавтомата для сварки порошковой проволокой А-765 Сварочный полуавтомат А-765 В 4 (рис.1) предназначен для дуговой сварки и наплавки сплошной и порошковой проволокой.|.. Сварочный полуавтомат обеспечивает механизированную подачу проволоки в зону сварки, возможность сварки в труднодоступных местах и обслуживание значительной производственной площади при небольшом вспомогательном времени. Комплектность сварочного полуавтомата А-765У4 В комплект сварочного полуавтомата входят: - подающий механизм; - набор шлангов; - ручные горелки; - источник питания (сварочный выпрямитель ВС-600 с отдельной шкафом управления); - фигурка для сварочной проволоки;
Рис.1- сварочный полуавтомат А-765: 1- подающий механизм, 2- фигурка для электродной проволоки, 3- тележка|
Функциональная блок-схема сварочного полуавтомата для сварки порошковой проволокой А-765 представлена на рисунке 2.
Рис. 2 - Функциональная блок-схема сварочного полуавтомата для сварки порошковой проволокой А-765 2 Устройство и эксплуатационные особенности сварочного полуавтомата для сварки порошковой проволокой А-765 Подающий механизм, предназначенный для подачи сварочной проволоки в зону горения дуги. Подающий механизм приводится в действие асинхронным трехфазным электродвигателем напряжением 36 В. Кинематическая схема подающего механизма приведена на рис. 3. Скорость подачи проволоки устанавливается с помощью сменных шестерен и не зависит от напряжения дуги. Порошковая проволока обладает малой жесткостью и может быть раздавлена подающими роликами при сильном их сжатии. Учитывая это, подачу сварочной проволоки осуществляют двумя парами роликов: верхними- гладкими и нижними - наборными с канавкой. Все четыре ролика ведущие; это позволяет обеспечивать необходимое усилие проталкивания сварочной проволоки при небольшом усилии их прижима, вследствие чего уменьшается деформация порошковой проволоки подающими роликами. Все ролики изолированы от корпуса подающего механизма, позволяющего устанавливать его непосредственно на свариваемый изделие. Подающий механизм снабжен специальной струбциной для крепления его в наиболее удобных для сварки местах; кроме того, он симметричен и может подавать сварочную проволоку в двух направлениях в зависимости от того, с какой стороны присоединен горелка. Горелка (рис. 4) служит для подачи сварочной проволоки в зону сварки и подвода сварочного тока. Проволока подается по направляющему каналу, а сварочный ток по отдельному каналу. Сварочная проволока укладывают на фигурку, укрепленную на тележке.
Рис.3- Кинематическая схема подающих механизма полуавтомата |А-765: I - электродвигатель; 2 - червячная| |передача; 3 - подающие ролики; 4 -| переменные зубчатые|зубчасті| колес
Рис. 4 - Горелка полуавтомата А-765: 1 - мундштук; 2 - пусковая кнопка; 3 - рукоятка; 4 - токоподводящий кабель; 5 - гибкий шланг для сварочной проволоки
ЛЕКЦИЯ № 15 Тема 2.2 Сварочные полуавтоматы План 1. Основные сведения о сварочных полуавтоматах для электрической сварки плавлением 2. Классификация сварочных полуавтоматов для электрической сварки плавлением. 3. Устройство сварочных полуавтоматов и типы механизмов подачиЛитература: 1. Голошубов В.И, Сварочные источники питания. -Киев, Аристей, 2005 2. Гуменюк И.В., О.Ф. Иваськив, А.В. Гуменюк Технология электродуговой сварки – Киев: Грамота, 2007 3. Китаев A. M., Китаев Я.А. Справочная книга сварщика. - М.: Машиностроение, 1987 4. Шебеко Л.П. Оборудование и технология автоматической и механизированной сварки. -М: Высшая щкола, 1986 1 Основные сведения о сварочных полуавтоматах для электрической сварки плавлениемОборудование, которое применяется при полуавтоматической сварке, при которой механизируется подача сварочной проволоки и других сварочных материалов с ручным перемещением вдоль линии сварного шва, называется сварочным полуавтоматом. 2 Классификация сварочных полуавтоматов для электрической сварки плавлениемСварочные полуавтоматы выпускают в соответствии с ГОСТ 18130-79 за следующими выполнениями: по способу защиты зоны дуги: - для сварки под слоем флюса (Ф); - в активных защитных газах (Г); - в инертных газах (И); - в активных и инертных газах (У); - открытой дугой (О); за видом применения электродного провода: - сварка стальным сплошным проводом; - сплошным проводом из алюминия и его сплавов; - стальным сплошным проводом и сплошным проводом из алюминия и его сплавов; - стальным порошковым проводом; - стальным сплошным и стальным порошковым проводом; по способу охлаждения горелки: - с естественным охлаждением; - с принудительным водяным или газовым охлаждением; по способу регуляции скорости подачи сварочной проволоки: - с плавным регулированием; - ступенчатым регулированием; - плавноступенчатым регулированием; по способу подачи сварочной проволоки: - толкающий; - тянущего; - толкай-тяни; по конструктивному выполнению: - стационарные; - передвижные; - переносные с подающим устройством. Сварочные полуавтоматы выпускают на номинальные сварочные токи: 200, 315, 400, 500 и 630 А. В комплект сварочного полуавтомата обычно входят: - подающее устройство с кассетой для сварочной проволоки; - шкаф управления; - сварочные горелки; - провода для сварочной цепи и цепей управления; - сварочный щиток или маска; - комплект газовой аппаратуры (к полуавтоматам для сварки в защитных газах); - специальный инструмент, запасные части, переменные детали, которые быстро изнашиваются. 3 Устройство сварочных полуавтоматов и типы механизмов подачиМеханизмы подачи электродной проволоки предназначены для перемещения сварочной проволоки от полуавтомата к сварочной горелке. Они состоят из электродвигателя, редуктора и системы подающих и прижимных роликов. Электродвигатель с редуктором обеспечивают вращение подающего ролика, проталкивающего сварочную проволоку по гибкому полому кабелю в зону сварки. Они также позволяют настраивать скорость подачи проволоки и поддерживать ее постоянной в процессе работы. В качестве привода в этих механизмах могут использоваться электродвигатели как переменного, так и постоянного тока. Скорости подачи сварочной проволоки могут изменяться ступенчато с помощью сменных шестерен или сменных подающих роликов, а также плавным регулированием числа оборотов электродвигателя постоянного тока. Для подачи сварочных проволок различных типов (сплошного сечения, порошковой) и диаметров применяют механизмы подачи проволоки одной или двумя парами подающих роликов. Для механизированной сварки в защитных газах применяют в основном три типа механизмов подачи сварочной проволоки: Закрытый ( рис. 1, а ) с кассетой на 5 кг стальной проволоки (для полуавтоматов ПДГ-305 ПДГ-306 и др.); Открытый (рис. 1, б) с кассетой на 12 или 20 кг стальной проволоки (для полуавтоматов ПДГ-502, ПДГ-504 и др.); Открытый на тележке (рис. 1, в) с кассетным устройством для бухты до 50 кг стальной проволоки (для полуавтоматов ПДГ-505, ПДГ-601 и др.). Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 3421; Нарушение авторского права страницы

 - запасные части.
- запасные части.
