|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Существуют различные схемы подающих механизмов
В схеме толкающего типа (рис. 2, а) подающий механизм 2 размещен рядом с катушкой I для сварочной проволоки и проталкивает сварочную проволоку 3 к сварочной горелке через всю длину направляющего канала гибкого шланга 4. Рассмотренную схему подающего механизма применяют при использовании стальной (жесткой) сварочной проволоки. В схеме тянущего типа (рис. 2, б) подающий механизм 5 размещен рядом со сварочной горелкой 6 Такое расположение подающего механизма позволяет резко снизить сопротивление проталкивания сварочной проволоки 3 и увеличить длину гибкого шланга. Однако расположение подающего механизма 5 рядом со сварочной горелкой 6 увеличивает ее массу и снижает ее маневренность. Такую схему подающего механизма применяют в большинстве случаев при использовании алюминиевой (мягкой) сварочной проволоки при малогабаритном подающем механизме. Схема «толкай-тяни» (рис. 2. в) объединяет рассмотренные схемы подающих механизмов. Подающий механизм 2 толкающего типа имеет электродвигатель с жесткой характеристикой, а малогабаритный подающий механизм 5 тянущего типа -электродвигатель с мягкой характеристикой. Это обеспечивает синхронизацию работы электродвигателей, так как электродвигатель тянущего механизма, натянув сварочную проволоку, снижает свои обороты. При этой схеме подающего механизма сопротивление проталкиванию резко снижается. Недостатком схемы «толкай-тяни» является установка дополнительного подающего механизма. В зависимости от длины гибкого шланга, материала и диаметра сварочной проволоки, а также развиваемого усилия проталкивания, регламентируемого соответствующим стандартом применяют одну из рассматриваемых схем подающих механизмов. Гибкий шланг предназначен для подачи сварочной проволоки, сварочного тока, защитного газа, а иногда и охлаждающей воды к горелке. Выпускают горелки на сварочные токи 150, 315, 500 и 630 А вместе с гибкими шлангами в основном двух типов. В шлангах типа А-547 токоведущая часть набрана из нескольких медных плетенок, натянутых на стальную спираль, внутри которой помещена сменная спираль для подачи сварочной проволоки. Токоведущая часть, провода управления от пусковой кнопки, а также газовая трубка для защитного газа помещены в общий резиновый рукав. Составной шланг состоит из канала типа КН для подачи сварочной проволоки, токоведущей части, изготовляемой из сварочного кабеля типа ПРГ, проводов управления от пусковой кнопки и газовой трубки (иногда применяют совмещенные токогазоподводы). Все эти элементы соединены гибкими хомутами-стяжками, расположенными друг от друга на расстоянии 200 мм по длине. Такие составные шланги по сравнению с монолитными шлангами более гибки и облегчают работу с полуавтоматом. При работе на больших сварочных токах применяют водяное охлаждение горелки (в этом случае в составной шланг входят и шланги для воды). Для сварочных горелок, работающих на токах до 315А. в гибком шланге проложены провода цепей управления и сварочного тока, а по направляющему каналу проходит сварочная проволока. При токах свыше 315А в гибком шланге по направляющему каналу проходит только сварочная проволока. Для провода цепей управления и сварочного тока имеется специальный шланг. Защитный газ в сварочную горелку подается также по специальному шлангу. Гибкий шланг типа КШПЭ отличается от гибкого шланга типа КН тем, что провода цепей управления 3 и сварочного тока 6 размещены вокруг направляющего канала 2 на защитном слое 1. Гибкие шланги типа КШПЭ и КМ имеют внутреннюю защитную оболочку 4 и наружный защитный слой 5. В зависимости от материала и диаметра электродной проволоки длина гибких шлангов составляет 1, 5-4 м. При движении сварочной проволоки по направляющему каналу гибкого шланга происходит засорение или повреждение канала, что снижает срок его службы. Поэтому в практике широкое применение находят сменные направляющие каналы, внутренний и наружный диаметр которых определяется материалом и диаметром сварочной проволоки Применение сменных направляющих каналов позволяет увеличить в 2 раза срок службы гибких шлангов. Сварочные горелки - предназначены для подвода к месту сварки сварочной проволоки, сварочного тока и защитного газа. Горелка состоит из следующих элементов: - рукоятки, на которой размещены: предохранительный щиток и пусковая кнопка; - предохранительной втулки с каналами подачи защитного газа; - сопла и токоподводящего наконечника. Наибольшее применение получили сварочные горелки типа ГДПГ. Рис. 1 Механизмы подачи Рис. 2 Схемы подающих электродной проволоки механизмов Контрольные вопросы 1. Что называется сварочным полуавтоматом? 2. По каким признакам классифицируются сварочные полуавтоматы? 3. Перечислите основные узлы сварочных полуавтоматов. 4. Назначение основных узлов сварочных полуавтоматов. ЛЕКЦИЯ № 16 План 1. Назначение, комплектность и функциональная блок-схема сварочного полуавтомата для сварки в среде защитных газов ПДГ-305У3 2. Эксплуатационные особенности сварочного полуавтомата для сварки в среде защитных газов ПДГ-305У3 3. Порядок работы на сварочном полуавтомате ПДГ-305У3 4. Техническая характеристика и обозначения сварочных полуавтоматов5. Причины неисправностей сварочных полуавтоматов и способы их устранения Литература: 5. Голошубов В.И, Сварочные источники питания. -Киев, Аристей, 2005 6. Гуменюк И.В., О.Ф. Иваськив, А.В. Гуменюк Технология электродуговой сварки – Киев: Грамота, 2007 7. Китаев A. M., Китаев Я.А. Справочная книга сварщика. - М.: Машиностроение, 1987 8. Шебеко Л.П. Оборудование и технология автоматической и механизированной сварки. -М: Высшая щкола, 1986 1. Назначение, комплектность и функциональная блок-схема сварочного полуавтомата для сварки в среде защитных газов ПДГ-305У3
Сварочный полуавтомат ПДГ-305 УЗ предназначен для дуговой сварки стальным плавящимся проволокой в защитной среде углекислого газа стальных конструкций, швы которых расположены в различных пространственных положениях и труднодоступных местах|місце-милях|.
Комплектность полуавтомата ПДГ-305У3: ¾ закрытый механизм подачи сварочной проволоки типа МПЗ; ¾ сварочные горелки типа ГДПГ-101-10, ГДПГ-301-8; ¾ переносной пульт управления; ¾ источник питания ВДГ-302 со встроенным блоком управления полуавтоматом; ¾ газовая аппаратура (баллон, газовый редуктор с расходомером, осушитель и подогреватель газа, электрогазовый клапан) ¾ соединительные шланги и провода;
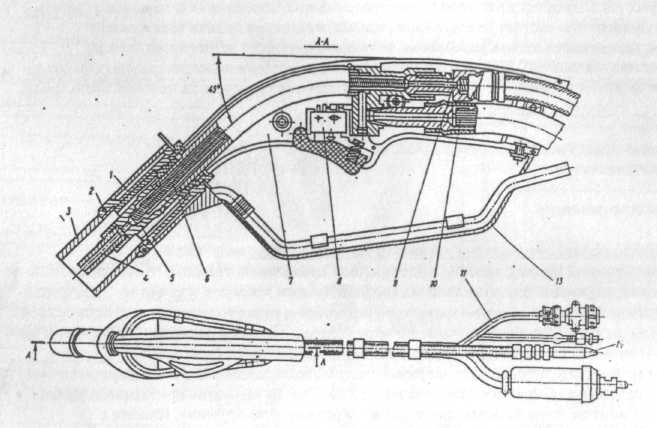
Устройство сварочного полуавтомата ПДГ-305У3 1. Механизм подачи сварочной проволоки закрытого типа включает электро привод, кассету со сварочной проволокой на 5 кг, переносной пульт управления и блок разъемов, которые служат для подключения соединительных проводов и шлангов. Электропривод состоит из цилиндрического редуктора и электродвигателя постоянного тока. На выходном валу редуктора закреплено зубчатое колесо с ведущим роликом. Второе зубчатое колесо с прижимным роликом находится на рычаге прижимного устройства; при повороте рычага колесо может быть отведено для заправки сварочной проволоки. Благодаря наличию зубчатого зацепления оба ролика являются ведущими. Усилия поджима прижимного ролика регулируется винтом, воздействующим на рычаг через плоскую пружину. Кассета со сварочной проволокой устанавливается на тормозном устройстве, которое не допускает само разматывание проволоки при работе. Все узлы механизма подачи смонтированы на основе, в нижней части которой расположены отверстия для крепления планки, которая фиксирует соединительные провода и шланги. К основанию крепятся четыре колеса. Для переноса механизма подачи применяется ручка. Кожухом закрывается электропривод и кассета со сварочной проволокой. На переносном пульте управления смонтированы тумблер для проверки подачи газа, тумблер подачи сварочной проволоки и реверсирования вращения двигателя подающего механизма, а также потенциометры скорости подачи сварочной проволоки и регулирования напряжения дуги. 2. Сварочная горелка ГДПГ-301-8 (рис.3) предназначена для сварки сварочной проволокой диаметром до 2 мм при силе тока до 300 А состоит из корпуса 7 с изогнутой направляющей трубкой, спирали 6, электродержателя 5, наконечника 4, сопла 1, направляющего поток защитного газа, пружинного кольца 2, которое удерживает сменное сопло 3, направляющего канала 9 для сварочной проволоки, токогазоподвода 10, включателя 8., проводов управления 11. Снизу рукоятки имеется экран 13, который защищает руку сварщика от тепловых излучений. Сварочная проволока подается в горелку через наконечник 14. Для предотвращения перегрева горелки сопло 1 охлаждается естественным образом.
Рис.3. Сварочная горелка ГДПГ-301-8
3.Гибкий шланг предназначен для подачи сварочной проволоки, сварочного тока, защитного газа.
Функциональная блок-схема управления механизмом подачи сварочной проволоки
2. Эксплуатационные особенности сварочного полуавтомата для сварки в среде защитных газов ПДГ-305У3 К эксплуатационным особенностям сварочного полуавтомата можно отнести: ¾ тумблер для проверки подачи газа; ¾ тумблер подачи сварочной проволоки; ¾ тумблер реверсирования вращения двигателя подающего механизма; ¾ потенциометр скорости подачи сварочной проволоки; ¾ потенциометр регулирования напряжения дуги.
Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 1322; Нарушение авторского права страницы