
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
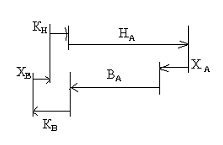
Необходимой соосности добиваются радиальным смещением корпуса КС
относительно корпуса К.В 8 или 12 точках фланца совместно обрабатывают отверстия и устанавливают призон болты.
2.Сборка турбины. Технические требования на сборку: 1.Обеспечить заданную точность радиально расположеных уплотнениях поверхностей статора относительно оси вращения ротора К. 2.Обеспечить соосность подшипников второй опоры турбины относительно оси вращения ротора. 3.Если вал Т соединяется с валом К с помощью шлиц, то после затяжки болта крепление должно быть обеспечено взаимное осевое смещение валов по шлицам. 4.Обеспечить комплекс зазоров А, Б, В, Г, Д. Название зазоров смотри К. 5.Обеспечить заданную точность взаимного расположения внутреннего и наружного кольца роликоподшипника. 6.Обеспечить заданное усилие и равномерное усиление затяжки гаек крепления РК и ротора.
Способы контроля и обеспечения заданных технических требований. 1.Требования обеспечиваются путем установки на вал индикатора. 2.Требование обеспечивается аналогично 1. 3.Осевое смещение осевого вала Т относительно вала К контролируют с помощью индикатора часов, когда затянуты болты стяжкой. 4.Радиальные зазоры А и Б контролируются наборным щупом в процессе последовательной установки РК и СА (посмотреть в лаб. №8) Радиальный зазор Д контролируется аналогично К. 5.Взаимное осевое смещение торцев внутреннего и наружного кольца роликоподшипника контролируется аналогично К. 6.Заданное усилие затяжки и равномерность усиления затяжки гаек производится аналогично сборке ротора турбины.
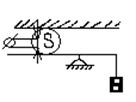
Л 12 Сборка редуктора винтов. Редуктор включает: 1 – конус редуктора с проводами. 2 – планетарный редуктор. 3 – носок редуктора. Сборка носка редуктора. Носок – силовой элемент воспринимающий тягу, вес винта и другие нагрузки появляющиеся в процессе состоит из двух частей: корпус носка и вала винта. Вал опирается на опоры: шариковой и роликовой 1) Для поворота лопастей необходимо масло
Масло попадает в корпус носка, потом в масло распределительную втулку, далее через кольцедержатель. Автоматический регулятор поворота винта-необходимо чистое масло.
2) осевая нагрузка Fa=10000 кг с радиальная нагрузка Fк=300 кг с Левый подшипник ставится с зазором (Fк=0%) Правый подшипник (Fк=100%) за счет наличия задора на насадке Левый подшипник (Fa=50-60%), правый (Fa=40-50%)
Технические требования на сборку: 1. Обеспечить чистоту масленых каналов в корпусе носка редуктора, в вале винта и в трубопроводах. (Для надежной работы автоматического регулятора винтов) 2. Обеспечить заданную насадку в соединениях маслораспределительной втулки, кольца держателя втулки и наружного колец шарико- и роликоподшипников. 3. Обеспечить качество работы кольцевых контакт уплотнений. 4. Обеспечить герметичность соединений насадок под избыточным давлением. 5. Обеспечить заданное распределение нагрузки между подшипниками блока.
Способы контроля и обеспечения заданных ТТ 1. Чистота масленых каналов в корпусе носка и вала достигается за счет введения специальной операции, которая называется «прокачка каналов горячим маслом». В этом случае каждый канал прокачивается маслом t =780C, r = 0, 2-0, 3 МПа в течение 3-5 минут. После прокачки производится контроль, когда все выходящие из канала масло пропускается через каждый фильтр. Но фильтры не должны быть загрязненными и не должны содержать других частиц, если чистота не достигнута, то производится повторная прокачка (до 10 раз). После каждый канал промывается с помощью бензина.
2. Посадки в соединениях детали контролируются путем непосредственного измерения размеров детали. Метод достижения - неполная взаимозаменяемость.
3. Качество кольцевых контактных уплотнителей проверяется по нескольким параметрам:
1.Проверка на упругость
2.Проверка величины зазора в стыке в рабочем состоянии
3.Проверка формы кольца на примыкание его к рабочей поверхности маслораспределительной втулки (на прилегание проверяют по световым щелям) 4.Проверка осевого зазора между торцом канавки и торцом кольца контрщупом.
5.Контроль измерения утечки масла после окончания сборки носка.
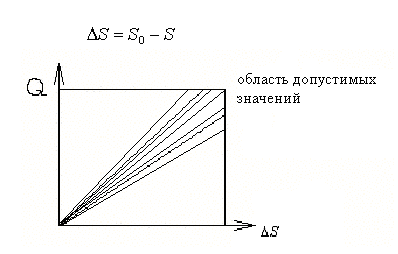
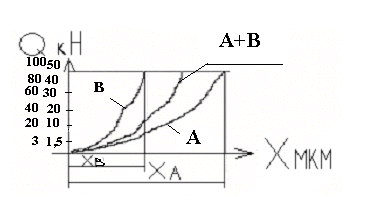
4. Герметичность соединений трубопровода и других деталей проверяется методом опресовки: создается давление 1.25 Рраб., после опресовочной выдержки смотрят на отсутствие капельной течи 5. Распределение осевой нагрузки между подшипниками блока производится за счет выполнения нескольких операций: 1) Определение величины упруго-осевого смещения колец подшипника под нагрузкой производится на специальном приспособлении.
2)
3) Контрольная проверка. Собирают блок подшипников с подобранными дистанционными кольцами и укладывают на приспособлении создают удвоенную нагрузку. Кривая должна находится в промежутке между А и Б (красным).
Лекция №13 |
Последнее изменение этой страницы: 2017-03-17; Просмотров: 421; Нарушение авторского права страницы




 -измеряем и вводим
-измеряем и вводим  -измеряется
-измеряется -из графика находим размер
-из графика находим размер  и шлифуем на размер К
и шлифуем на размер К