
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Раздел 2. Основные технологические процессы восстановления деталей при ремонте ВС. 26Стр 1 из 7Следующая ⇒
Раздел 2. Основные технологические процессы восстановления деталей при ремонте ВС. 26 Разборка ВС и их сборочных единиц. 26 Подготовка к разборке ВС. 26 Состав («глубина») разборки ВС. 26 Промывка и очистка деталей АТ. 28 Ремонт клепаных корпусных конструкций. 32 Операции процесса клепки. 33 Определение диаметра стержня. 33 Определение длины стержня. 34 Дефектация. 34 Принципы расчета на равнопрочность. 37 Решение задачи ремонта. 37 Сварочные работы.. 38 Газовая сварка. 39 Недостатки газовой сварки. 40 Электродуговая сварка. 40 Много пропущено. 40 Восстановление деталей пластическим деформированием.. 40 Пропущено. 42 Способы обеспечения точности сборки. 42 Понятие о размерных цепях. 43
Ремонт ВС ГОСТ 15467-79 определяет: Качество продукции – совокупность свойств продукта, обуславливающая пригодность удовлетворяющую определенным потребностям в соответствии с назначением данной продукции. Эти свойства продукции могут выражаться количественно (показателями качества продукции) и качественно. Показатели качества продукции это наличие характерных, одного или нескольких свойств продукта, составляющих ее качество, рассматриваемых применительно к определенным условиям ее создания и эксплуатации или потребления.
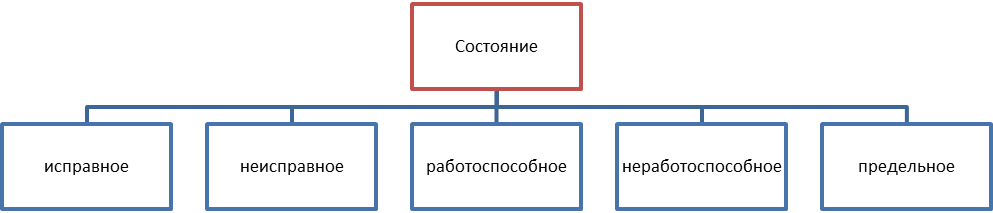
Следует различать понятия качества и технического уровня машин. Если качество оценивается абсолютными показателями, то технический уровень – совокупность относительных показателей качества продукции, характеризующих техническое совершенство машины по отношению к базовым показателям (уровень аналогов). Качество – совокупность свойств, определяющих потребность. Состояние – положение, в котором что-нибудь или кто-нибудь находится. Характеризуется тем, какие именно конкретные значения его показателей или параметры качества принимают в определенный промежуток времени.
В исправном состоянии машина соответствует всем требованиям нормативно-технической или конструкторской документации. Работоспособное состояние – значение всех параметров, характеризующих способность машины выполнять заданные функции, соответствуют требованиям документации. Если хотя бы один из параметров вышел за пределы установленных нормативов, машина считается неработоспособной. Неисправное состояние машины – состояние, при котором машина может оставаться работоспособной, но не полностью соответствует всем требованиям документации и/или хотя бы одно из требований не будет выполняться. Под предельным состоянием машины понимают такое состояние, при котором его дальнейшее применение по назначению или восстановление работоспособности/исправного состояния невозможно или нецелесообразно.
Повреждением называется случайное событие заключающееся в нарушении исправного состояния машины при сохранении ее работоспособности. Отказ – случайное событие, заключающееся в нарушении работоспособного состояния машины. Каждое отклонение от требований, выявленное при контроле на стадии изготовления или ремонта называют дефектом. ТО – работы, направленные на поддержание исправного состояния техники, т.е. комплекс операций по поддержанию работоспособности или исправности машины при ее использовании, ожидании, транспортировании, хранении. Классификация отказов Анализ – процедура мысленного или реального расчленения предмета (явления, процесса), свойства предмета или отношений между предметами на части.
Коррозия
Признаки появления коррозии - вспучивание ЛКП; - появление белых или серых пятен, черных точек с налетом порошка для алюминиевых сплавов; - появление влажного солеобразного налета грязно-белого цвета для магниевых сплавов; - ржавчина для сталей; - черный и изумрудно-зеленый цвет для сплавов меди.
Системы и виды ремонтов ГОСТ 2.602-68 – характеристика видов ремонта. Капитальный ремонт заключается в полной разборке и дефектации, в замене или ремонте всех составляющих частей (в том числе и базовых), проверке всех составных частей, сборке изделий и его комплексной проверке, регулировке и испытаний. При капитальном ремонте ЛКП заменяются полностью, после капитального ремонта на оборудование устанавливаются новые технические и гарантийные ресурсы. Средний ремонт заключается в восстановлении эксплуатационных характеристик ремонтом или заменой только изношенных или поврежденных составных частей. Может проводиться капитальный ремонт отдельных узлов. Базовые узлы обычно не ремонтируются. Новый гарантийный ресурс остается, по трудоемкости составляет 60% от капитального ремонта. Капитальный ремонт и средний ремонт выполняются на авиаремонтных заводах ГА. Текущий (малый) ремонт – минимальный по объему вид ремонта, при котором обеспечивается нормальная эксплуатация изделия до очередного планового ремонта. Текущий ремонт 15…18% капитального, проводится силами эксплуатирующего предприятия и является частью регламентного обслуживания. Система ремонта – совокупность взаимосвязанных средств, документов по проведению регламентных работ и специализированных исполнителей, необходимых для поддержания и восстановления качества изделий, входящих в систему. Последовательность капитальных или средних ремонтов сама по себе образует систему ремонтов. Планово-предупредительная система ремонта. Эта система ремонт наиболее экономична, поскольку объем ремонтных работ всегда является минимально необходимым. При стандартной системе планирования независимо от фактического состояния, что не экономично, но наиболее удобно с точки зрения планирования ремонтных работ. Не требует специалистов высокой квалификации, все работы могут быть освоены заранее. Технический ресурс – наработка (время эксплуатации) между двумя соседними ремонтами.
Условия для ТО ВС по состоянию: 1. живучесть; 2. контролепригодность; 3. легкосъемность; 4. взаимозаменяемость. Индивидуальный ремонт При не обезличенном методе ремонта детали и сборочные единицы машин после ремонта устанавливаются на ту же машину, с которой они были демонтированы. Следовательно, машина находится в ремонте, пока на нее не поставят все детали. Такой метод ремонта выполняется универсальными или специализированными бригадами. В первом случае бригада проводит как разборно-сборочные, так и ремонтные работы. Она должна иметь необходимое оборудование запчасти для восстановления работоспособности всех деталей. При этом каждый рабочий должен быть квалифицированным. При выполнении ремонта специализированными бригадами, каждый этап ремонта выполняется разными бригадами. Каждая бригада работает на определенных участках ремонтных работ. Отремонтированные детали возвращаются обратно в сборочно-разборочный участок, где устанавливаются на машину. Положительной особенностью такого вида ремонта является то, что приработанные детали после ремонта сохраняются в паре (например, цилиндр-поршень). Недостатком является то, что необходимы большие ремонтные площади и получается длительный простой машины в ремонте. Индивидуальный ремонт применяется, когда машинный парк очень разнообразен и в небольшом количестве. Обезличенный ремонт Этот метода ремонта устраняет основной недостаток индивидуального метода – длительный простой машины в ремонте. Сущность этого метода заключается в том, что в процессе разборки и дефектации детали одной марки обезличиваются, т.е. теряют принадлежность детали к определенной машине. Отремонтированные детали комплектуются для сборки. Обезличенный метод ремонта дает возможность укрупнить партию деталей и сборочных единиц. Метод позволяет уменьшить трудоемкость, стоимость и продолжительность ремонта (длительность меньше по сравнению с индивидуальным). Недостатком обезличенного метода является то, что для его проведения в организации должен быть оборотный фонд по каждому из узлов и деталей. Смешанный ремонт Заключается в том, что часть составных частей ремонтируемых деталей также обезличиваются. Разновидностью обезличенного метода является агрегатный метод. Агрегат – отдельная, самостоятельная, сборочная единица, выполняющая определенные законченные функции в машине. Элементы должны ремонтироваться в специальных предприятиях или специальных АТБ, где можно обеспечить качественный ремонт. Потребное число сборочных единиц в оборотном фонде:
Виды организации труда Организация труда – система мероприятий, обеспечивающая рациональное использование рабочей силы и включающая соответствующую расстановку людей в процесс производства. Разделение труда: по классификации рабочих, по операциям и т.д. Разделение труда по квалификации означают работу, соответствующую квалификации рабочих. Это способствует улучшению качества труда, продукции, вызывает материальную заинтересованность рабочих.
1. Поточно-операционный. Движение машины относительно мест по поточной линии. 2. Бригадный технологическо-специализированный. Деление всего комплекса работ на отдельные виды работ с вполне законченным процессом выполняемых определенной бригадой одной профессии. 3. Бригадно-узловой. Бригада выполняет полный комплекс работ по восстановлению отдельного узла машины. 4. Бригадно-комплексный. Выполнение всего комплекса работ комплексной бригадой. Технологическая карта на ремонт (заделку) пробоины обшивки хвостовой балки вертолета Ми-8 Дефекты: Пробоина в районе шпангоута №… и стрингера №… Способ ремонта: клепка. Материал: Д16Т.
При оформлении технологических карт должны соблюдаться определенные требования к заполнению некоторых граф. Последовательность операций переходов обозначается порядковыми номерами. Операции обозначаются римскими цифрами (I, II, III, IV…). Технологические цифры арабскими (1, 2, 3, 4…). Порядковые номера переходов даются самостоятельно для каждой операции. Наименования операции формулируются кратко по виду обработки (токарная, фрезерная). Переходы описываются подробно и с указанием обрабатываемой поверхности, размеров и допусков. Причем, переходы записываются в повелительно-наклонительной форме (сверлить, зачищать). При необходимости даются установочные, операционные эскизы, с указанием способа крепления, конструкции приспособления и т.д. На этих эскизах места обработки обозначаются красными или толстыми линиями. При описании оборудования должны быть указаны: тип, марка и основная характеристика. Например: для всех типов дрелей указываются максимальные обороты. Для рабочего инструмента указывается тип и марка. Профессия и разряд рабочего берутся из квалификационного справочника в соответствии с выполняемой работой. Нормирование работ осуществляют по действующим нормативам. Для некоторых работ норму времени определяют по нормативам, но зачастую их просто нет. Тогда определяют исследованием.
Проектирование ТП может быть как ручным, так и автоматизированным. Необходимо стремиться к автоматизации ТП. Оптимизация ТП, при которой меняются параметры, режимы выполнения операций при неизменной структуре ТП. Оптимизация структуры ТП – оптимизация, изменяющая состав, структуру и/или последовательность операций ТП (чаще используется и больше влияет на конечные показатели.
Подготовка к разборке ВС Прежде, чем приступить к разборке следует: - в отношении материально-технических объектов: o подготовить место разборки (освободить от посторонних предметов, выровнять, спланировать, отгоризонтировать площадку); o заземлить ВС; o установить колодки под колеса шасси; o проверить системы и емкости на герметичность; o подготовить оборудование и материалы; o установить объекты на подъемники и страховочные устройства; - в отношении исполнителей работ: o ознакомить исполнителей с правилами ТБ; o ознакомить исполнителей с мерами по предотвращению повреждения деталей и агрегатов (с ключевыми положениями технологии выполнения работ – последовательностью действий, применяемым оборудованием, приспособлениями, инструментом, приемами, режимами их применения и т.д.). Операции процесса клепки
Определение диаметра стержня Стержень заклепки нужно выбирать исходя из условия, чтобы диаметр был равен двойной наименьшей толщине склепываемых деталей (листов). При ремонте клепаных отсеков диаметр заклепок выбирают таким же, как и на ремонтируемом участке конструкции. Если на ремонтируемом участке применены заклепочные швы с заклепками различных диаметров, то выбор диаметра заклепок следует производить из толщины склепываемого пакета. Для заклепок с потайными головками диаметр заклепок вычисляют по формуле: d = 1, 3 δ 1, где δ 1 – толщина зенкуемого листа. Для заклепок с выступающими головками диаметр заклепок определяют по формулам: d=2√ δ 1+δ 2=2√ S, при S > 1 мм; d = 3∙ S, при S ≤ 1 мм, где δ 1 и δ 2 – толщина соединяемых листов; S – толщина пакета. Ориентировочно d = 2∙ δ min, где δ min– наименьшая толщина склепываемых деталей (листов). Расчетное значение диаметра при необходимости увеличивают до ближайшего стандартного значения. В восстанавливаемые расшитые заклепочные швы устанавливают заклепки увеличенного диаметра, выбираемые ближайшими из ряда диаметров заклепок данного типа. Аналогично поступают при замене дефектных заклепок. Определение длины стержня
Диаметр отверстия под заклепку dо определяется по формуле dо = d + 0, 1 мм. Длина стержня при образовании замыкающей головки заклепки с потайной головкой определяется по формуле: l=s+(0, 8…1, 2)d, длина стержня при образовании замыкающей головки заклепки с полукруглой головкой определяется по формуле: l=s+(1, 2…1, 5)d, где l – длина стержня заклепки, мм; s – толщина склепываемых листов, мм; d – диаметр стержня заклепки, мм. Заклепочные швы при использовании заклепок с потайными закладными головками обладают в общем случае меньшей прочностью, чем швы, образованные при помощи заклепок с выступающими закладными головками. Одна из причин состоит в том, что часть материала одного из склепываемых листов удаляется под потайную головку заклепки. Другая причина состоит в том, что в случае, если срез потайной закладной головки заклепки опускается ниже уровня поверхности листа, со стороны которой она закладывается. Или излишне высоко выступает над названной поверхностью, по при обжатии стержня не происходит полное заполнение полости в склепываемых листах, предназначенных для установки стержня и потайной закладной головки. Необходимо зенковку производить таким образом, чтобы срез потайной закладной головки заклепки выступал над поверхностью листа на 0, 1…0, 2 мм. Дефектация Дефектация может производиться: - визуальным осмотром; - техническим осмотром; - методами неразрушающего контроля. Методы неразрушающего контроля: - акустический; - вихретоковый (индукционный); - магнитный; - оптический; - тепловой; - радиотехнический; - радиационный; - электрический; - проникающих веществ.
Акустический: - свободных колебаний; - импендансный; - ультразвуковой.
Шаг заклепочного соединения определяется по приближенным формулам: t = 3∙ d мм (для односрезного шва); t = 5∙ d мм (для двухсрезного шва). Расстояние оси заклепки от края листа с1 = 2∙ d + 2 мм. При ремонте герметических кабин применяют двухрядный заклепочный шов, шаг которого определяется по формуле: t = (4…5)∙ d мм, а расстояние между рядами по формуле: с2 = (0, 6…0, 8)∙ t. Зазор между стыкуемыми элементами а ≤ 1 мм. Длину подкладки L находят из выражения: L = L1 + 2(а + 2 с1 (n1 – 1) с2 ), где L1 – длина вырезанного участки; n1 - число рядов заклепок в шве.
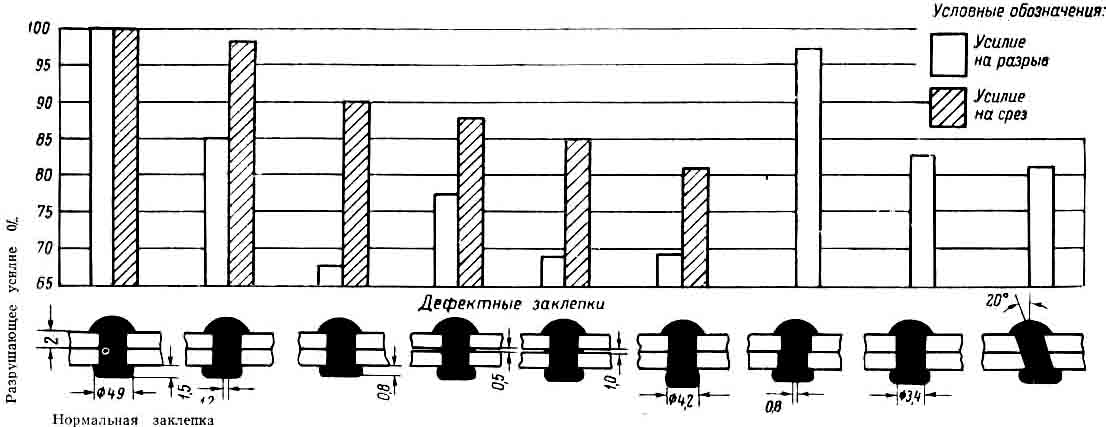
Если возможно, отверстия сверлят по старым отверстиям, как по кондуктору. В этих случаях разметка не требуется, а трудоемкость сверления сокращается на 30%. Заклепки в соединениях конструкции самолета работают на срез, смятие и в ряде случаев (крепление обшивки к каркасу) на отрыв головки.Точно определить силу трения в заклепочном соединении довольно трудно. Поэтому считают, что нагрузка равномерно распределена между всеми заклепками. На самом деле, чем больше заклепок в ряду, тем неравномернее они работают, причем больше всего нагружены крайние заклепки за счет недогрузки средних. Усилие, приходящееся на одну заклепку Р0, определяется но формуле: Р0 = (zπ d2 / 4)∙ τ ср, где z — число одновременно срезающихся сечений; d— диаметр отверстий под заклепку, см; τ ср — допустимое напряжение на срез, кГ/см2. Отсюда количество заклепок в шве п будет равно п ≥ Р / Р0 , где Р — усилие на узел. Если считать, что заклепки могут работать не только на срез, но и на смятие, то число их п должно быть: п ≥ Р/(smin∙ d∙ σ см), где σ см — допускаемое напряжение на смятие, кГ/см2, smin — наименьшая толщина соединяемых листов, см.
Принципы расчета на равнопрочность Решение задачи ремонта В хвостовой балке вертолета повреждение в виде пробоины. Материал обшивки Д16АТ. Измерение повреждения (38 мм). Толщина обшивки 0, 8 мм. Вырезать окружность диаметром 40 мм в месте повреждения. Вырезали заплатку диаметром 40 мм с зазором к отверстию не более 0, 1 мм. Изготавливаем подкладку. При расчете на местную равнопрочность делаются следующие упрощающие допущения: - силовые элементы планера подвержены только растяжению. Для расчета на равнопрочность ремонтируемого силового элемента планера необходимо знать: - предел прочности (напряжение временного сопротивления) при растяжении для материала, ремонтируемого элемента и накладки; - площадь поперечного сечения ремонтируемого элемента (замер непосредственно ремонтируемого элемента планера). Равнопрочность – равенство характеристик поперечных сечений ремонтируемых силовых элементов и усиливающих элементов, а так же равенство элементов соединений друг с другом. При размещении заклепок в соединении необходимо соблюдать некоторые минимальные расстояния между осями заклепок и от оси заклепок до края листа, задаваемые в диаметрах заклепки. Указанные минимальные расстояния исключают возможность разрушения соединения путем прорезания листов заклепками. Сварочные работы Сварка – технологический процесс получения неразъемного соединения деталей, осуществляемый за счет использования межатомных сил сцепления. Для соединения двух и более частей металла в одно целое необходимо осуществить тесное сближение их атомов на расстояние порядка 4× 108 см, чтобы между ними начали действовать силы взаимного притяжения. При сварке это достигается либо расплавливанием кромок свариваемых деталей, либо путем соединения давлением нагретого до пластического состояния металла. Без подогрева можно сварить только очень пластичные металлы, например, алюминий, медь, свинец, применяя высокое удельное давление сжатия.
Сварка применяется при ремонте деталей, получивших различные механические повреждения: пробоины, трещины, вмятины, поломки.
Рисунок 1. 1 – стыковое; 2 - нахлесточное; 3 – заклепочное; 4 – тавровое; 5 - угловое
Газовая сварка При газовой сварке для расплавления кромок свариваемых деталей и присадочного металла используется теплота пламени, получаемого при сгорании смеси горючих газов или паров с кислородом. Кроме сварки газокислородным пламенем, производят также резку, пайку, поверхностную закалку и другие виды газопламенной обработки металлов. Недостатки газовой сварки - значительное падение производительности процесса при увеличиении толщины свариваемого металла; - большая зона нагрева основного металла; - меньшая экономичность по сравнению с электродуговой сваркой. Электродуговая сварка
Сварка на переменном токе более экономична, так как для ее выполнения применяется более простое и менее дорогое оборудование, чем для сварки на постоянном токе, однако иногда сварку рациональнее выполнять на постоянном токе.
Много пропущено. Пропущено Понятие о размерных цепях При выполнении ремонта машин и агрегатов авиационной техники наиболее сложной и ответственной задачей является восстановление их точности. Точность сборки – степень совпадения осей, поверхностей контакта или других элементов сопрягаемых деталей с положением, установленным на чертеже или в технических требованиях. Решению этой задачи может помочь размерный анализ, основанный на теории размерных цепей.
Размерной цепью называют все размеры, расположенные в определенной последовательности по замкнутому контуру и связывающие детали, взаимное положение которых необходимо определить. Все размеры деталей, составляющие данную размерную цепь, называют звеньями размерной цепи. Звено размерной цепи, получающееся при ее построении последним, называется замыкающим . и в отличие от остальных обозначается индексом Δ (дельта). Решая размерную цепь, можно, например, установить необходимую величину зазора.
Δ з max = Δ dо max – Δ dв min, а минимальный зазор: Δ з min = Δ dо min – Δ dв max. Допуск зазора будет равен разности: Δ з max - Δ з min = (Δ dо max – Δ dв min) – (Δ dо min – Δ dв max) = Δ dо – Δ dв
Пропущено
Раздел 2. Основные технологические процессы восстановления деталей при ремонте ВС. 26 Разборка ВС и их сборочных единиц. 26 Подготовка к разборке ВС. 26 Состав («глубина») разборки ВС. 26 Промывка и очистка деталей АТ. 28 Ремонт клепаных корпусных конструкций. 32 Операции процесса клепки. 33 Определение диаметра стержня. 33 Определение длины стержня. 34 Дефектация. 34 Принципы расчета на равнопрочность. 37 Решение задачи ремонта. 37 Сварочные работы.. 38 Газовая сварка. 39 Недостатки газовой сварки. 40 Электродуговая сварка. 40 Много пропущено. 40 Восстановление деталей пластическим деформированием.. 40 Пропущено. 42 Способы обеспечения точности сборки. 42 Понятие о размерных цепях. 43
Ремонт ВС ГОСТ 15467-79 определяет: Качество продукции – совокупность свойств продукта, обуславливающая пригодность удовлетворяющую определенным потребностям в соответствии с назначением данной продукции. Эти свойства продукции могут выражаться количественно (показателями качества продукции) и качественно. Показатели качества продукции это наличие характерных, одного или нескольких свойств продукта, составляющих ее качество, рассматриваемых применительно к определенным условиям ее создания и эксплуатации или потребления.
Следует различать понятия качества и технического уровня машин. Если качество оценивается абсолютными показателями, то технический уровень – совокупность относительных показателей качества продукции, характеризующих техническое совершенство машины по отношению к базовым показателям (уровень аналогов). Качество – совокупность свойств, определяющих потребность. Состояние – положение, в котором что-нибудь или кто-нибудь находится. Характеризуется тем, какие именно конкретные значения его показателей или параметры качества принимают в определенный промежуток времени.
В исправном состоянии машина соответствует всем требованиям нормативно-технической или конструкторской документации. Работоспособное состояние – значение всех параметров, характеризующих способность машины выполнять заданные функции, соответствуют требованиям документации. Если хотя бы один из параметров вышел за пределы установленных нормативов, машина считается неработоспособной. Неисправное состояние машины – состояние, при котором машина может оставаться работоспособной, но не полностью соответствует всем требованиям документации и/или хотя бы одно из требований не будет выполняться. Под предельным состоянием машины понимают такое состояние, при котором его дальнейшее применение по назначению или восстановление работоспособности/исправного состояния невозможно или нецелесообразно.
Повреждением называется случайное событие заключающееся в нарушении исправного состояния машины при сохранении ее работоспособности. Отказ – случайное событие, заключающееся в нарушении работоспособного состояния машины. Каждое отклонение от требований, выявленное при контроле на стадии изготовления или ремонта называют дефектом. ТО – работы, направленные на поддержание исправного состояния техники, т.е. комплекс операций по поддержанию работоспособности или исправности машины при ее использовании, ожидании, транспортировании, хранении. Классификация отказов Анализ – процедура мысленного или реального расчленения предмета (явления, процесса), свойства предмета или отношений между предметами на части. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 998; Нарушение авторского права страницы


 число одинаковых элементов на одной машине;
число одинаковых элементов на одной машине;  число машин;
число машин;  время оборачиваемости детали (время ремонта);
время оборачиваемости детали (время ремонта);  коэффициент, учитывающий возможные отклонения в процессе ремонта.
коэффициент, учитывающий возможные отклонения в процессе ремонта.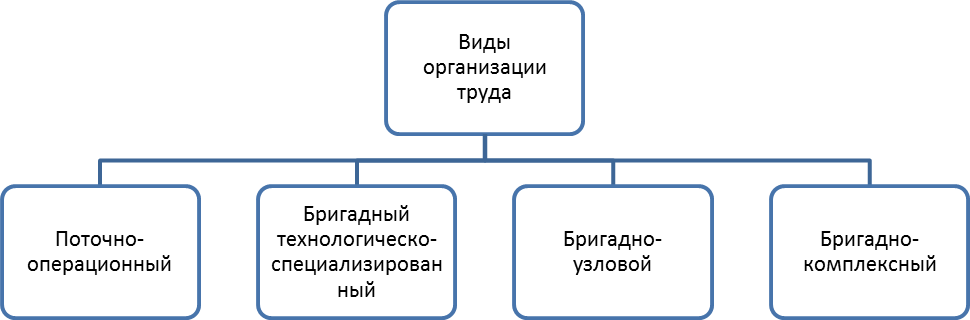

 1 – склепываемый пакет; 2 – сверло; 3 – зенковка; 4 – заклепка ЗУК; 5 – верхний пуансон; 6 – прижим; 7 – нижний пуансон; 8 – система микровыключателей; 9 – торцевая фреза; 10 – индикатор с подставкой; 11 - шаблон
1 – склепываемый пакет; 2 – сверло; 3 – зенковка; 4 – заклепка ЗУК; 5 – верхний пуансон; 6 – прижим; 7 – нижний пуансон; 8 – система микровыключателей; 9 – торцевая фреза; 10 – индикатор с подставкой; 11 - шаблон


 т.к. промышленность изготавливает 2 мм.
Нагрузка, которую держит заклепка:
т.к. промышленность изготавливает 2 мм.
Нагрузка, которую держит заклепка:
 , где
, где  – предел прочности заклепки на срез;
Необходимо соблюсти условие:
– предел прочности заклепки на срез;
Необходимо соблюсти условие:  Необходимо поставить 15 заклепок на половину из условия равнопрочности.
Считается, что
Необходимо поставить 15 заклепок на половину из условия равнопрочности.
Считается, что  Также необходимо считать соединение на смятие.
Также необходимо считать соединение на смятие.


 - временное сопротивление материала Д16А-Т;
- временное сопротивление материала Д16А-Т;
 – максимальная сила, которую держало соединение;
– максимальная сила, которую держало соединение;




 Сварочная дуга представляет собой мощный длительный электрический разряд между двумя электродами, происходящий в хорошо ионизированной среде при большой силе тока и сопровождающийся большим выделением тепловой и световой энергии.
Сварочная дуга представляет собой мощный длительный электрический разряд между двумя электродами, происходящий в хорошо ионизированной среде при большой силе тока и сопровождающийся большим выделением тепловой и световой энергии. В настоящее время все задачи, связанные с достижением требуемой точности машин и их механизмов на всех этапах их создания, осуществляются с помощью размерных цепей.
В настоящее время все задачи, связанные с достижением требуемой точности машин и их механизмов на всех этапах их создания, осуществляются с помощью размерных цепей. Если допуск на обработку вала
Если допуск на обработку вала  , а на обработку отверстия
, а на обработку отверстия  , то максимальный зазор в данном соединении
, то максимальный зазор в данном соединении