|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Промывка и очистка деталей АТ
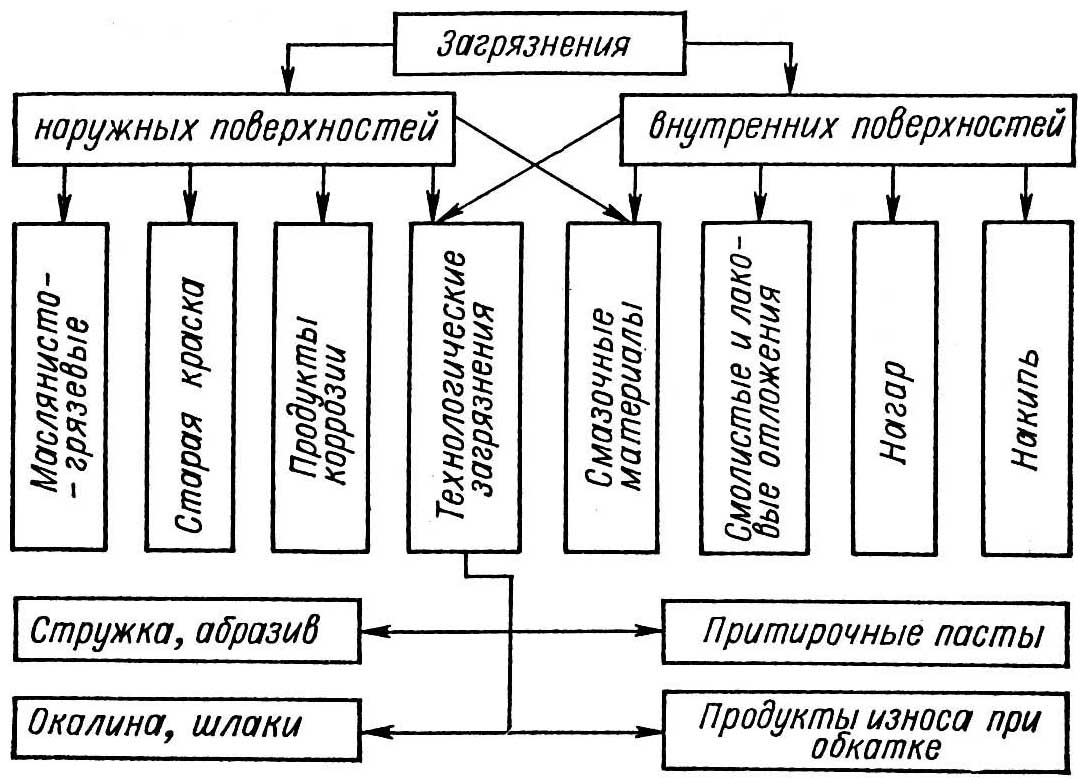
В процессе эксплуатации на деталях ВС образуются загрязнения различного рода.
Многие виды ТП при ремонте требуют удаления загрязнений и неметаллических поверхностных пленок (дефектация, пайка, сварка, механическая обработка и т.д.). Процесс очистки объектов ремонта заключается в удалении с их поверхности с помощью твердой, жидкой или газообразной среды всех видов загрязнений. Трудоемкость очистки деталей составляет примерно 7…9% от общей трудоемкости ремонта. Обязательному удалению подлежат: - деструктурированные (старые) лакокрасочные и специальные неметаллические покрытия; - продукты высокотемпературных превращений масел, топлива и рабочих жидкостей (нагароотложения, лаковые пленки, смолы); - консервирующие материалы; - посторонние механические частицы различного рода.
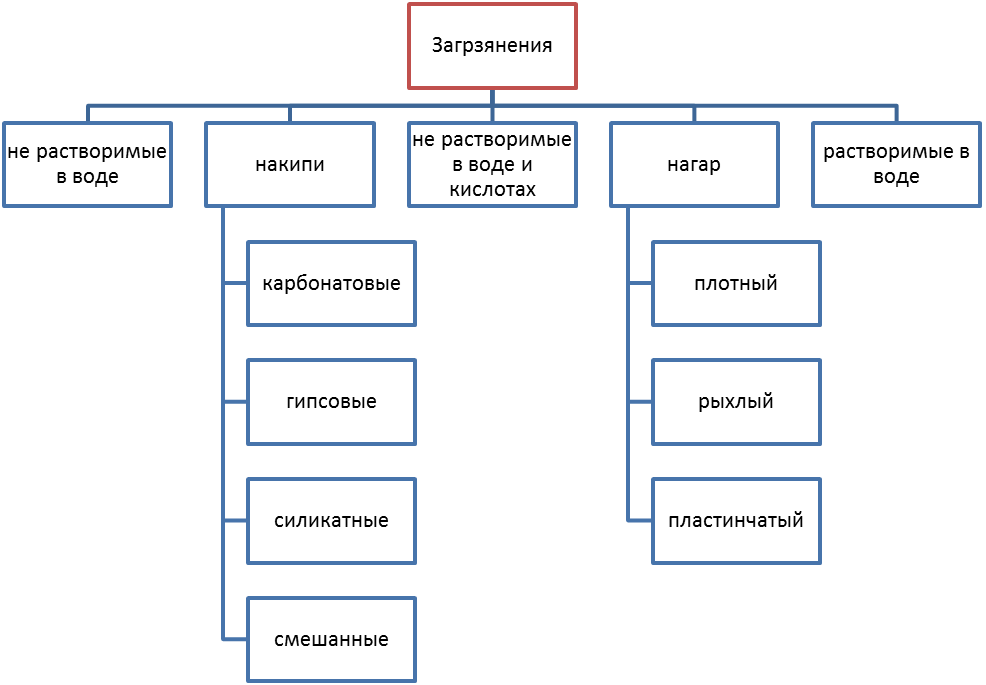
Для технологии ремонта АТ наиболее важной является классификация загрязнений по эффективности воздействия на них различных моющих средств. К загрязнениям, не растворимым в воде относятся: пленки, слои окислов и их гидрантов основного металла детали (окалина, ржавчина), нагар, кокс, силикаты, песок, пыль, зола, частички металла (стружки, опилки, продукты изнашивания). Окалины и ржавчины обычно удаляются травлением в сильных кислотах (неорганических: серной, соляной, фосфорной, плавиковой; органических: муравьиной, уксусной). В условиях АТБ окалины, ржавчины и другие загрязнения этой группы удаляются чаще всего: абразивами, стальными крацовочными щетками и другими механическими способами. Продукты коррозии с обшивки ВС удаляются с помощью жестких: волосяных, травянистых и щетинных щеток. Нельзя применять шкурки или металлические щетки, т.к. они могут повредить защитный слой. Мягкая щетина предотвращает сильную абразию. Узкая щетка для точных работ с полировальным мотором. Промежуточные участки щетки обеспечивают эффект охлаждения. Круглая щетка из комбинации льняных прокладок и щетины китайского кабана для предварительной полировки. Загрязнения не растворимые в воде и кислотах: органические жиры и масла, а так же воск, смола, асфальт и углеводороды типа парафин. Процесс удаления таких загрязнений называется обезжириванием. Чаще всего процесс основывается на коллоидно-химическом поведении загрязнений при растворении их в органических растворителях (бензине, бензоле, керосине, трихлорэтан и перхлорэтане, четыреххлористом углероде и др.) или при эмульгировании (измельчении, превращении жировых пленок в шаровые эмульсии малых размеров) в растворах едких щелочей с добавлением эмульгаторов и других органических поверхностно-активных вещест. Химическое воздействие заключается в омылении растительных животных жиров и масел. Для удаления загрязнений, не растворимых в воде и кислотах, применяется также: - ультразвуковая обработка в щелочных растворах, - электрохимическое обезжиривание в кислотных растворах, - обжиг при температуре 450…500°C окислительным пламенем. Загрязнения, растворимые в воде. К ним относятся: щелочные вещества и их растворы, остающиеся после обезжиривания или травления, водно-растворимые ПАВ, соли железа, фосфаты и хлориды от пота человеческих пальцев. Такие загрязнения легко смываются водой. Накипи. Образование трудноудалимой накипи на стенках водяных полостей теплообменных аппаратов дизелей и компрессоров обусловлено присутствием в воде: бикарбонатов двууглекислого кальция и двууглекислого магния, а так же органических веществ и кремнезема. При нагреве в воде бикарбонаты разлагаются, выделяя в виде накипи карбонаты и хлориды и ряд других солей, которые выпадают из раствора и осаждаются на стенках. Накипи могут быть различными (карбонатные, гипсовые, силикатные, смешанные). Накипи удаляют химической и реже механической обработкой водяных полостей агрегатов.
Барботер – сосуд для жидкости в нижней части которого установлено устройство (обычно в виде трубок с отверстиями) для подачи тонкими струями газа или пара. Старую краску удаляют в погружных ваннах с концентрированным раствором каустической соды при температура 90…100°C. При небольшом объеме работ целесообразно применять обработку специальными смывками, гидродробеструйную очистку или механическое удаление краски металлическими щетками и скребками. Смывки на основе органических растворителей делятся на три группы: - взрыво- и пожароопасные (АФТ-1, СД специальная и обыкновенная); - относительно пожароопасные (СП-6, СП-7, СМП-9, СПС-2); - взрыво- и пожаробезопасные (СЭУ-1, СЭУ-2, СПС-1, «автосмывка старой краски»); Разрушающее действие смывки АФТ-1 повышается при добавлении в нее 15 г ортофосфорной кислоты на 1 литр смывки. Метод очистки высокоскоростной струей гранул сухого льда. Достоинства метода по сравнению с традиционными: - очистка может проходить без разборки оборудования; - снижение объема «вторичных» отходов (растворители, песок). Чистка сухим льдом устраняет вторичные отходы; - экологически безвредное решение; - более быстрая и тщательная чистка, чем ручная (лучше проникновение); - безопасная чистка электрических контактов; - устраняется риск повреждения оборудования; - препятствует появлению и росту бактерий плесени (натуральный антибактериальный низкотемпературный очиститель); - более безопасная среда. Перед сборкой сборочных единиц детали очищают от производственных загрязнении (металлическая стружка, абразивные частицы, пасты и т.д.). Особенно это касается таких деталей двигателя, как диски турбин, лопатки компрессоров и турбин, направляющих аппаратов, валы, подшипники и т.д. Основное требование на этих операциях – полное отсутствие загрязнений. Под чистой поверхностью понимается такое состояние поверхности, когда на ней остается допустимое для данного процесса или производства количество загрязнений. Методы определения чистоты: 1. Чистоту легко проверить лейкопластырем или салфеткой. 2. Весовой метод (протирочный материал взвешивают с точностью 0, 001 г). Площадь протираемой поверхности определяется до 10% всей поверхности детали. В зависимости от остаточной загрязненности присваивают балл – 0 (50 г/м2), 1 – (25 г/м2), 10 (0, 1 г/м2). 3. Метод водяной пленки. Применяются по стеканию и по напылению. Варианты основаны на том, что поверхности, покрытые жировыми пленками, не смачиваются водой. При первом варианте очищенную деталь погружают в чистую воду, а во втором распылителем наносят воду в виде тонкого тумана. 4. Флуоресцентный метод контроля очистки. Жиры и масла при облучении ультрафиолетом светятся, а чистые поверхности остаются темными. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 1174; Нарушение авторского права страницы