
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Ремонт клепаных корпусных конструкций ⇐ ПредыдущаяСтр 7 из 7
Клепка – процесс соединения двух или нескольких деталей при помощи заклепок, вставленных в предварительно просверленные в деталях отверстия, посредством деформирования (расклепывания) их стержней (формирования замыкающей головки). Заклепка – крепежная деталь, состоящая из металлического стержня и закладной головки. Необходимо подбирать близкие материалы для заклепки и материала, для того чтобы не появлялась электрохимическая коррозия.
АМг5П (не стареющий, в отличие от остальных), Д18П, В65, В94 – алюминиевые сплавы применяемые для клепки.
Категорически запрещается применять для удаления участков конструкции сварку во избежание термического влияния значительного изменения прочности рядом расположенных элементов и участков.
1. Накернить керном центры на закладных головках. 2. 3. Если просверленная головка не снялась сверлом, отломить ее вставленным в отверстие бородком. 4. Поддерживая обшивку поддержкой, выбить бородком заклепку, не задевая обшивку. Высокопрочные заклепки удаляются только ударами со стороны замыкающей головки. Операции процесса клепки
Определение диаметра стержня Стержень заклепки нужно выбирать исходя из условия, чтобы диаметр был равен двойной наименьшей толщине склепываемых деталей (листов). При ремонте клепаных отсеков диаметр заклепок выбирают таким же, как и на ремонтируемом участке конструкции. Если на ремонтируемом участке применены заклепочные швы с заклепками различных диаметров, то выбор диаметра заклепок следует производить из толщины склепываемого пакета. Для заклепок с потайными головками диаметр заклепок вычисляют по формуле: d = 1, 3 δ 1, где δ 1 – толщина зенкуемого листа. Для заклепок с выступающими головками диаметр заклепок определяют по формулам: d=2√ δ 1+δ 2=2√ S, при S > 1 мм; d = 3∙ S, при S ≤ 1 мм, где δ 1 и δ 2 – толщина соединяемых листов; S – толщина пакета. Ориентировочно d = 2∙ δ min, где δ min– наименьшая толщина склепываемых деталей (листов). Расчетное значение диаметра при необходимости увеличивают до ближайшего стандартного значения. В восстанавливаемые расшитые заклепочные швы устанавливают заклепки увеличенного диаметра, выбираемые ближайшими из ряда диаметров заклепок данного типа. Аналогично поступают при замене дефектных заклепок. Определение длины стержня
Диаметр отверстия под заклепку dо определяется по формуле dо = d + 0, 1 мм. Длина стержня при образовании замыкающей головки заклепки с потайной головкой определяется по формуле: l=s+(0, 8…1, 2)d, длина стержня при образовании замыкающей головки заклепки с полукруглой головкой определяется по формуле: l=s+(1, 2…1, 5)d, где l – длина стержня заклепки, мм; s – толщина склепываемых листов, мм; d – диаметр стержня заклепки, мм. Заклепочные швы при использовании заклепок с потайными закладными головками обладают в общем случае меньшей прочностью, чем швы, образованные при помощи заклепок с выступающими закладными головками. Одна из причин состоит в том, что часть материала одного из склепываемых листов удаляется под потайную головку заклепки. Другая причина состоит в том, что в случае, если срез потайной закладной головки заклепки опускается ниже уровня поверхности листа, со стороны которой она закладывается. Или излишне высоко выступает над названной поверхностью, по при обжатии стержня не происходит полное заполнение полости в склепываемых листах, предназначенных для установки стержня и потайной закладной головки. Необходимо зенковку производить таким образом, чтобы срез потайной закладной головки заклепки выступал над поверхностью листа на 0, 1…0, 2 мм. Дефектация Дефектация может производиться: - визуальным осмотром; - техническим осмотром; - методами неразрушающего контроля. Методы неразрушающего контроля: - акустический; - вихретоковый (индукционный); - магнитный; - оптический; - тепловой; - радиотехнический; - радиационный; - электрический; - проникающих веществ.
Акустический: - свободных колебаний; - импендансный; - ультразвуковой.
Шаг заклепочного соединения определяется по приближенным формулам: t = 3∙ d мм (для односрезного шва); t = 5∙ d мм (для двухсрезного шва). Расстояние оси заклепки от края листа с1 = 2∙ d + 2 мм. При ремонте герметических кабин применяют двухрядный заклепочный шов, шаг которого определяется по формуле: t = (4…5)∙ d мм, а расстояние между рядами по формуле: с2 = (0, 6…0, 8)∙ t. Зазор между стыкуемыми элементами а ≤ 1 мм. Длину подкладки L находят из выражения: L = L1 + 2(а + 2 с1 (n1 – 1) с2 ), где L1 – длина вырезанного участки; n1 - число рядов заклепок в шве.
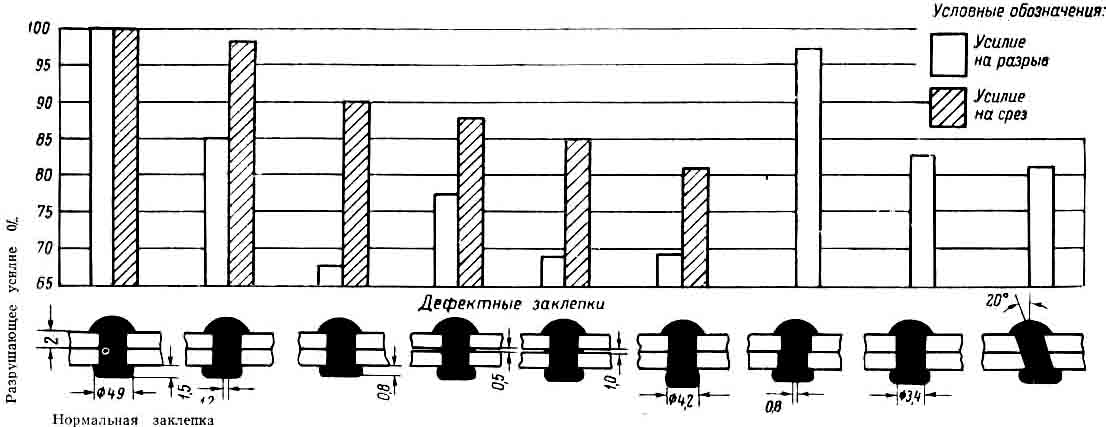
Если возможно, отверстия сверлят по старым отверстиям, как по кондуктору. В этих случаях разметка не требуется, а трудоемкость сверления сокращается на 30%. Заклепки в соединениях конструкции самолета работают на срез, смятие и в ряде случаев (крепление обшивки к каркасу) на отрыв головки.Точно определить силу трения в заклепочном соединении довольно трудно. Поэтому считают, что нагрузка равномерно распределена между всеми заклепками. На самом деле, чем больше заклепок в ряду, тем неравномернее они работают, причем больше всего нагружены крайние заклепки за счет недогрузки средних. Усилие, приходящееся на одну заклепку Р0, определяется но формуле: Р0 = (zπ d2 / 4)∙ τ ср, где z — число одновременно срезающихся сечений; d— диаметр отверстий под заклепку, см; τ ср — допустимое напряжение на срез, кГ/см2. Отсюда количество заклепок в шве п будет равно п ≥ Р / Р0 , где Р — усилие на узел. Если считать, что заклепки могут работать не только на срез, но и на смятие, то число их п должно быть: п ≥ Р/(smin∙ d∙ σ см), где σ см — допускаемое напряжение на смятие, кГ/см2, smin — наименьшая толщина соединяемых листов, см.
Принципы расчета на равнопрочность Решение задачи ремонта В хвостовой балке вертолета повреждение в виде пробоины. Материал обшивки Д16АТ. Измерение повреждения (38 мм). Толщина обшивки 0, 8 мм. Вырезать окружность диаметром 40 мм в месте повреждения. Вырезали заплатку диаметром 40 мм с зазором к отверстию не более 0, 1 мм. Изготавливаем подкладку. При расчете на местную равнопрочность делаются следующие упрощающие допущения: - силовые элементы планера подвержены только растяжению. Для расчета на равнопрочность ремонтируемого силового элемента планера необходимо знать: - предел прочности (напряжение временного сопротивления) при растяжении для материала, ремонтируемого элемента и накладки; - площадь поперечного сечения ремонтируемого элемента (замер непосредственно ремонтируемого элемента планера). Равнопрочность – равенство характеристик поперечных сечений ремонтируемых силовых элементов и усиливающих элементов, а так же равенство элементов соединений друг с другом. При размещении заклепок в соединении необходимо соблюдать некоторые минимальные расстояния между осями заклепок и от оси заклепок до края листа, задаваемые в диаметрах заклепки. Указанные минимальные расстояния исключают возможность разрушения соединения путем прорезания листов заклепками. Сварочные работы Сварка – технологический процесс получения неразъемного соединения деталей, осуществляемый за счет использования межатомных сил сцепления. Для соединения двух и более частей металла в одно целое необходимо осуществить тесное сближение их атомов на расстояние порядка 4× 108 см, чтобы между ними начали действовать силы взаимного притяжения. При сварке это достигается либо расплавливанием кромок свариваемых деталей, либо путем соединения давлением нагретого до пластического состояния металла. Без подогрева можно сварить только очень пластичные металлы, например, алюминий, медь, свинец, применяя высокое удельное давление сжатия.
Сварка применяется при ремонте деталей, получивших различные механические повреждения: пробоины, трещины, вмятины, поломки.
Рисунок 1. 1 – стыковое; 2 - нахлесточное; 3 – заклепочное; 4 – тавровое; 5 - угловое
Газовая сварка При газовой сварке для расплавления кромок свариваемых деталей и присадочного металла используется теплота пламени, получаемого при сгорании смеси горючих газов или паров с кислородом. Кроме сварки газокислородным пламенем, производят также резку, пайку, поверхностную закалку и другие виды газопламенной обработки металлов. Недостатки газовой сварки - значительное падение производительности процесса при увеличиении толщины свариваемого металла; - большая зона нагрева основного металла; - меньшая экономичность по сравнению с электродуговой сваркой. Электродуговая сварка
Сварка на переменном токе более экономична, так как для ее выполнения применяется более простое и менее дорогое оборудование, чем для сварки на постоянном токе, однако иногда сварку рациональнее выполнять на постоянном токе.
Много пропущено. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 1098; Нарушение авторского права страницы
 Заклепки свыше 10 мм не применяются в самолетостроении из-за невозможности вести холодную клепку.
Заклепки свыше 10 мм не применяются в самолетостроении из-за невозможности вести холодную клепку. Удалять заклепки необходимо только высверливанием по следующей технологии.
Удалять заклепки необходимо только высверливанием по следующей технологии.  Засверлить головку заклепки сверлом, диаметр которого меньше диаметра стержня заклепки на 0, 5 мм, на высоту головки. При этом рекомендуется на сверло надеть деревянную пробку-упор так, чтобы оставить выступающую часть сверла 3…4 мм.
Засверлить головку заклепки сверлом, диаметр которого меньше диаметра стержня заклепки на 0, 5 мм, на высоту головки. При этом рекомендуется на сверло надеть деревянную пробку-упор так, чтобы оставить выступающую часть сверла 3…4 мм. 1 – склепываемый пакет; 2 – сверло; 3 – зенковка; 4 – заклепка ЗУК; 5 – верхний пуансон; 6 – прижим; 7 – нижний пуансон; 8 – система микровыключателей; 9 – торцевая фреза; 10 – индикатор с подставкой; 11 - шаблон
1 – склепываемый пакет; 2 – сверло; 3 – зенковка; 4 – заклепка ЗУК; 5 – верхний пуансон; 6 – прижим; 7 – нижний пуансон; 8 – система микровыключателей; 9 – торцевая фреза; 10 – индикатор с подставкой; 11 - шаблон


 т.к. промышленность изготавливает 2 мм.
Нагрузка, которую держит заклепка:
т.к. промышленность изготавливает 2 мм.
Нагрузка, которую держит заклепка:
 , где
, где  – предел прочности заклепки на срез;
Необходимо соблюсти условие:
– предел прочности заклепки на срез;
Необходимо соблюсти условие:  Необходимо поставить 15 заклепок на половину из условия равнопрочности.
Считается, что
Необходимо поставить 15 заклепок на половину из условия равнопрочности.
Считается, что  Также необходимо считать соединение на смятие.
Также необходимо считать соединение на смятие.


 - временное сопротивление материала Д16А-Т;
- временное сопротивление материала Д16А-Т;
 – максимальная сила, которую держало соединение;
– максимальная сила, которую держало соединение;




 Сварочная дуга представляет собой мощный длительный электрический разряд между двумя электродами, происходящий в хорошо ионизированной среде при большой силе тока и сопровождающийся большим выделением тепловой и световой энергии.
Сварочная дуга представляет собой мощный длительный электрический разряд между двумя электродами, происходящий в хорошо ионизированной среде при большой силе тока и сопровождающийся большим выделением тепловой и световой энергии.