
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
И сборки, применяемых в производстве летательных аппаратов
В процессе ремонта машин и механизмов наиболее трудоемкими и ответственными являются слесарно-сборочные операции.
работы могут подразделяться на слесарно-заготовительные (правка, разметка, резание материала, зачистка заусенцев и др.); слесарно-инструментальные (доводка поверхности, вырубка, опиловка, шабрение поверхности); слесарно-сборочные (сверление, нарезание резьбы, снятие фасок, смазывание, притирка и др.).
Производственных процессов при ремонте
процесса должно быть организовано и надлежащим образом оборудовано рабочее место. Рабочее место обычно представляет собой часть объема цеха, предназначенную для выполнения работы одним рабочим или группой рабочих, в которой размещено технологическое оборудование, инструмент, приспособления, подъемно-транспортное оборудование, тележки для хранения заготовок, деталей или сборочных единиц.
Рис. Примеры рабочих мест на Вертолеторемонтном заводе
места комплексной ремонтной бригады: 1 - разметочная плита; 2 - настольно- сверлильный станок; 3 - поворотный кран грузоподъемностью 0, 5 Т; 4 - слесарный верстак; 4 - ванна для подогрева подшипников; 6 - шкаф для хранения запасных деталей; 7 - ящик для грязных концов; 8 - ящик для обработанных деталей; 9 - стеллаж; 10 - промывочная ванна; 11 - наковальня
бригады слесарей-сборщиков: 1 - подставка для деталей; 2 - решетки для ног; 3 - подъемно-поворотные стулья; 4 - урна; 5, 11 - столы; 6 - слесарные двухтумбовые верстаки; 7 - двухсекционный шкаф; 8 - стол для технической документации; 9 - стеллаж; 10 - консольно-поворотный кран
Рис. Рабочее место, для п роверки деталей Шасси неразрушающими методами Контроля, развернутое непосредственно на Месте стоянки самолета
Стойки шасси
отдельной детали обычно делится на несколько частей - частных технологических процессов, которые в, в свою очередь, расчленяют на ряд технологических операций. В основу расчленения чаще всего кладут критерий законченности выполнения работы и место ее выполнения. Таким образом, технологическая операция - это законченная часть технологического процесса, выполняемая на одном рабочем месте.
отдельной детали обычно делится на несколько частей - частных технологических процессов, которые в, в свою очередь, расчленяют на ряд технологических операций. В основу расчленения чаще всего кладут критерий законченности выполнения работы и место ее выполнения. Необходимость деления порождается двумя видами причин - физическими и экономическими.
например, такие, как невозможность одновременной обработки резанием всех поверхностей детали, расположенных на шести ее стенках, невозможность физически осуществить при сборке монтаж несущего и рулевого винтов вертолета, пока не смонтирована хвостовая балка и т. п.
спроектировать и изготовить специальный дорогостоящий станок для одновременной обработки всех поверхностей корпуса коробки скоростей обычного токарного станка, если необходимо изготовить только один такой станок. Экономичнее разделить технологический процесс обработки корпуса на две части, одну из которых можно выполнить на обычном расточном, а вторую - на вертикально- расточном станке. По тем же причинам в ряде случаев оказывается невыгодным весь технологический процесс механической обработки детали выполнять на одном рабочем месте, как как это связано с нерациональным использованием станка, инструмента и квалификации рабочего. Целесообразнее, например, отделить предварительную обработку от окончательной, так как, выполняя их на различных станках даже одного типа, можно гораздо экономичнее достичь требуемую точность детали в результате стабилизации температуры обрабатываемой детали.
экономическим соображениям, целесообразнее технологический процесс разделить на части, выполняемые на отдельных рабочих местах в одинаковые промежутки времени.
При поточной форме организации труда (скажем - «скользящий поток», когда объект работ остается в стационарном состоянии, а исполнители переходят из одного дока в другой) необходимо подсчитать общий такт производства по формуле t = Фн/N, t - такт производства часы или дни; Фн - номинальный фонд времени цеха, часы или дни; N - количество ремонтируемых машин одной марки.
распределить между несколькими рабочими местами так, чтобы 1) разборка (сборка) производились поточно по технологическому процессу, а также, 2) чтобы такт каждого поста был равен такту разборки (сборки) - общему такту производства.
общему такту достигается путем изменения количества рабочих мест, а равенство тактов рабочих мест между собой - путем изменения трудоемкости работ или количества рабочих на рабочем месте.
Исходя из количества рабочих мест подбирают оборудование - верстаки, стенды, конвейерные тележки и т. п.
выполняемая на одном рабочем месте одним или несколькими рабочими, принято называть операцией. Операция является основной единицей при разработке, планировании и калькуляции технологического процесса, а также при расчете потребного оборудования, пропускной способности предприятия, потребности в рабочей силе, энергии и т. п. На операцию обычно разрабатывается и выписывается вся основная планировочная, учетная и технологическая документация.
или нескольких одинаковых деталей на станке; штамповка нескольких деталей на прессе; сборка на валик нескольких деталей на прессе; сборка на валик нескольких зубчатых колес, втулки и подшипников; шабрение направляющих станины станка; установка и закрепление двигателя на шасси автомобиля.
Из изложенного можно сделать вывод, что операции представляют собой наименьшие частицы, на которые делится технологический процесс с точки планирования, организации и учета.
технологических процессов с целью их рационализации и получения исходных данных о затратах времени рабочим на отдельные части технологического процесса приходится их делить на более мелкие составляющие элементы: переходы, Рис. Схема членения |
Последнее изменение этой страницы: 2017-04-13; Просмотров: 609; Нарушение авторского права страницы
 В зависимости от назначения слесарные
В зависимости от назначения слесарные Рис. Элементарная схема последовательности
Рис. Элементарная схема последовательности  Для выполнения технологического
Для выполнения технологического Рис. Схема организации рабочего
Рис. Схема организации рабочего 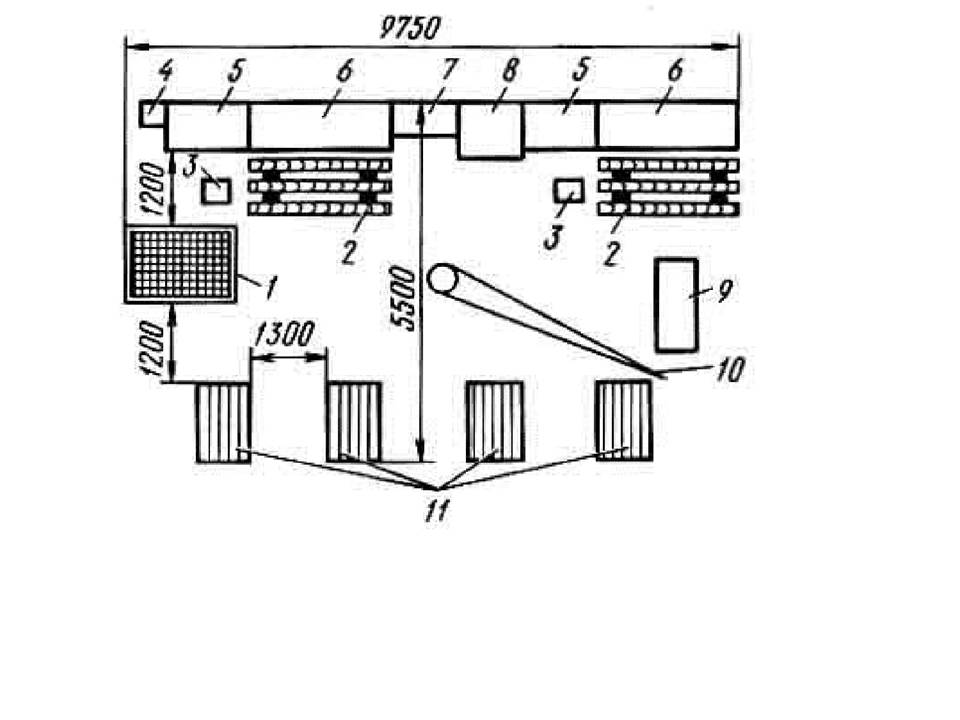 Рис. Типовая планировка рабочего места
Рис. Типовая планировка рабочего места 
 Рис. Рабочее место по мелкому ремонту тормозов основной
Рис. Рабочее место по мелкому ремонту тормозов основной  Затем разборочные (сборочные) работы
Затем разборочные (сборочные) работы Примерами операций могут служить обработка детали
Примерами операций могут служить обработка детали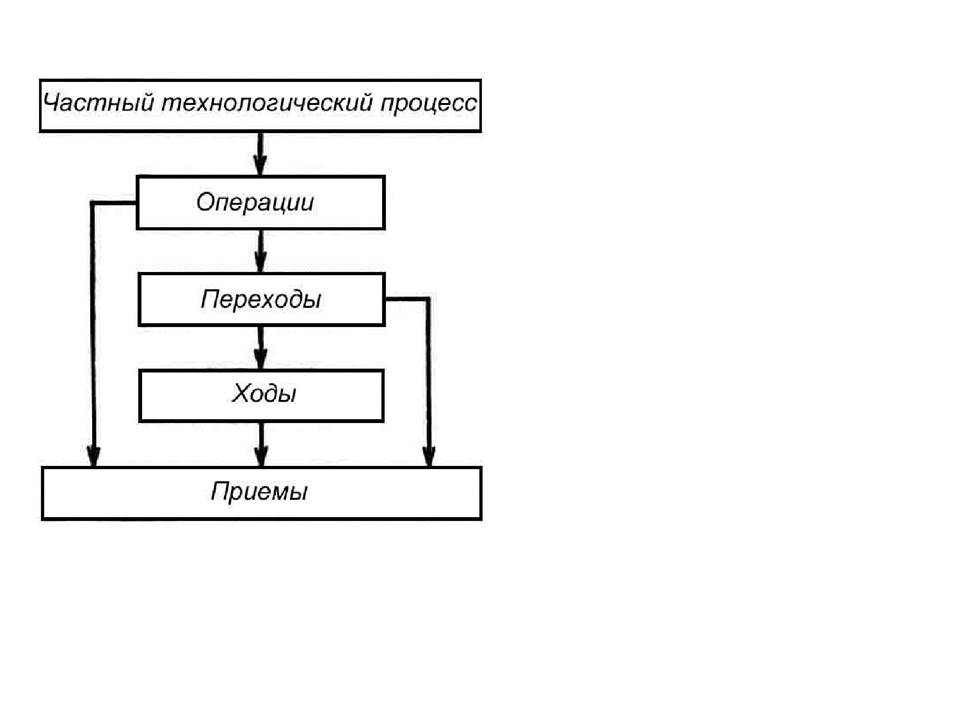 При изучении
При изучении