
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Частного технологического процесса на составляющие
Элементы. ходы, приемы.
формируется (и на которые делится) операция, являются переходы - технологические и вспомогательные.
Технологический переход - законченная часть технологической операции, характеризуемая постоянством режима работы станка, применяемого инструмента и обрабатываемых поверхностей.
Вспомогательный переход - это часть технологической операции, содержащая действия человека или оборудования, которые не изменяют состояния изношенной детали, но необходимы для выполнения технологических переходов. Примерами вспомогательных переходов являются установка, закрепление или снятие деталей, смена инструмента и т. д.
вспомогательных ходов.
Рабочим ходом называется законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности или других свойств заготовки.
Вспомогательный ход - однократное перемещение инструмента, не сопровождающееся изменением заготовки.
часть перехода, состоящую из нескольких законченных действий работающего, направленных на выполнение какой-либо законченной части перехода. Примерами приемов могут служить: установка детали в приспособлении, включение станка, подвод режущего инструмента в рабочее положение, соединение двух деталей при сборке, завертывание гайки, поворот детали и т. д.
технологических процессов ремонта деталей и сборочных единиц может быть различной. По степени детализации содержания технологических процессов предусматривается их деление на маршрутные, операционные и маршрутно-операционные.
только основные операции и последовательности их выполнения без указания переходов и режимов обработки.
В операционном процессе кроме операций приводятся входящие в них все более мелкие составляющие: ходы, приемы и режимы обработки.
В маршрутно-операционном процессе часть - более сложных - операций приводится с указанием переходов, приемов и режимов обработки, а часть - без них.
глубокую разработку технологического процесса с подробным членением его на составляющие элементы. В этом случае изделие будет легче изготовить (отремонтировать) на производстве с меньшими затратами труда и при более низкой квалификации исполнителей. Но на разработку такого процесса потребуется больше времени и сложный инженерный труд. Сложность и трудоемкость будут расти по мере увеличения степени детализации и глубины проработки технологического процесса.
основных операций, то есть так называемого технологического маршрута изделия. При этом значительно упростится инженерный руд, сократится продолжительность разработки технологического процесса, но усложнится изготовление (ремонт) изделия, потребуются рабочие более высокой квалификации, так как при изготовлении (ремонте) изделия они сами будут детализировать технологический процесс.
технологического процесса следует применить (глубокую, то есть разработать операционный технологический процесс, маршрутно-операционный процесс или ограничиться разработкой только маршрутного технологического процесса) в конкретных условиях зависит от организационной формы производства, объема и программы выпуска изделий. Чем больше объем производства и программа выпуска, тем глубже и детальнее должна быть разработка технологического процесса.
ремонтов является составной частью системы технологической подготовки производства.
проектирования технологических процессов, являются следующие:
1. Годовая производственная программа ремонта деталей, от которой зависит степень детализации процесса. 2. Чертеж узла или сборочной единицы, в которую входит деталь, требующая ремонта. 3. Рабочий чертеж детали для изготовления ее на машиностроительном заводе. 4. Технологический процесс изготовления детали на машиностроительном заводе. Важным условием обеспечения требуемого уровня качества ремонта деталей является технологическая преемственность между процессами изготовления и восстановления деталей. 5. Ремонтный чертеж детали. 6. Данные о числе изношенных и поврежденных поверхностей, характере повреждений, вероятных сочетаниях дефектов. Эти сведения необходимы для установления рациональной последовательности партий, пускаемых в ремонт и др. 7. Указания о предпочтительности применения методов обработки и способов устранения отдельных дефектов. 8. Справочные данные об оборудовании, сведения о передовом опыте ремонта деталей данного наименования, руководящие и нормативные технические материалы.
системой является совокупность взаимосвязанных действий (операций) по изготовлению (ремонту) деталей; соответственной структурой технологического процесса называется последовательность этих действий.
последующего синтеза возникают и при и разработке технологического маршрута обработки деталей и при определении оптимальной последовательности переходов в каждой операции. Поскольку последовательность переходов в каждой операции будет, конечно, влиять на общий показатель эффективности, используемый при выборе технологического маршрута (последовательности операций), то в общем виде мы имеем дело с задачей синтеза сложной системы, имеющей иерархическую структуру.
процесса сложна и трудно формализуема, особенно с учетом всех особенностей производства, поэтому, как правило, используются упрощенные подходы.
Рис. Технологическая схема сборки самолета
структуры технологического процесса: 1. с технологическим процессом- прототипом; 2. с элементами прототипа; 3. без прототипа.
Естественно, что введение прототипов или их элементов позволяет упростить решение задачи
процесса ремонтов при проектировании с технологическим процессом-аналогом имеет вид: Изделие - изделие-аналог - процесс ремонта изделия-аналога - процесс ремонта изделия
Проектирование технологического процесса по данной схеме, как правило, не приводит к определению оптимального варианта технологического процесса, так как основывается на использовании процессов, не всегда самых лучших.
Модель выполнения Заклепочного Соединения
1 - склепываемый пакет; 2 - сверло; 3 - зенковка; 4 - заклепка ЗУК; 5 - верхний пуансон; 6 - прижим; 7 - нижний пуансон; 8 - система микровыключателей; 9 - торцевая фреза; 10 - индикатор с подставкой; 11 - шаблон
элементами прототипа - используются типовые и групповые технологические процессы. Работы в этом направлении базируются на создании классификаторов деталей, поверхностей, типовых технологических операций, комплексных технологических маршрутов, на которых строятся библиотеки, содержащие запись технологических процессов или их отдельных частей. В этом случае схема проектирования технологического процесса будет следующей: Изделие - Унифицированный технологический процесс - Рабочий технологический процесс.
регламентированы:
технологические модели изделия, описывающие конструктивно-технологические свойства деталей и сборочных единиц и являющиеся исходными данными для подсистем технологического проектирования;
модели порождающей (технологической) среды, включающие описание среды (операций, переходов, оборудования, оснащения), связей между ними, алгоритмов и правил выбора и оценки технологических решений;
модели технологических процессов, описывающие взаимодействие элементов технологической системы и изделия в технологическом процессе.
|
Последнее изменение этой страницы: 2017-04-13; Просмотров: 634; Нарушение авторского права страницы
 Основными технологическими элементами, из которых
Основными технологическими элементами, из которых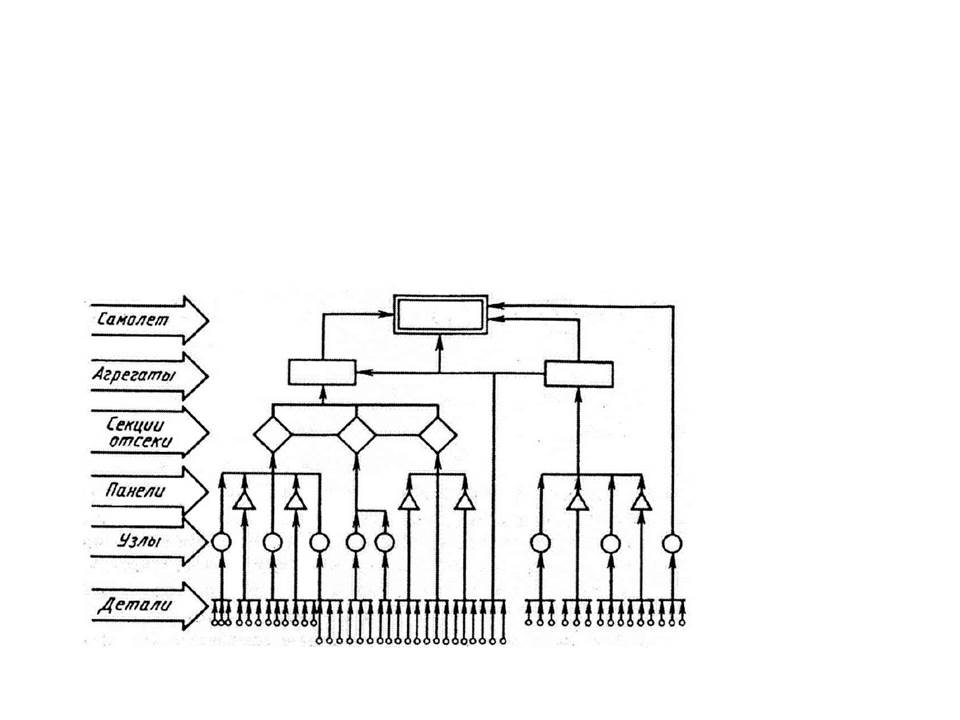 Задача синтеза структуры технологического
Задача синтеза структуры технологического Рис. Табличная
Рис. Табличная  Рис. Операции процесса клепки:
Рис. Операции процесса клепки: 
 В качестве базовых моделей при таком подходе
В качестве базовых моделей при таком подходе Рис. Схема образования заготовки для
Рис. Схема образования заготовки для