
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Наиболее важной характеристикойСтр 1 из 4Следующая ⇒
Обработка кромок
Изготовление • вставок, • вкладышей, • накладок и • усилений из аналогичного материала
Подгонка
Сваривание изготовленных деталей
Контроль качества ремонтно-сварочных работ Рис. Схема типового технологического процесса ремонта сваркой
Под сварным швом понимается место соединения деталей, образовавшееся в результате сварки.
Рис. Типы сварных соединений: 1 - стыковое; 2 - нахлесточное; 3 - заклепочное; 4 - тавровое; 5 - угловое
Рис.
Пространственные положе5ния сварных швов: Наиболее легко выполнять сварку в нижнем положении. Сварку вертикальных швов нужно выполнять снизу вверх. Сварка сверху вниз значительно труднее, так как при этом больше вероятность непровара. Для предотвращения вытекания жидкого металла из сварочной ванны при сварке вертикальных швов сварочный ток следует уменьшать на 10..15% по сравнению со сваркой в нижнем положении. Для сварки г оризонтальных швов подготовку кромок обычно выполняют с одним скосом у верхнего элемента соединения. Дугу при сварке горизонтальных швов возбуждают на нижненй горизонтальной кромке, а затем переходят на верхнюю, скошенную кромку. Сложность потолочной сварки заключается в умении удерживать плавящийся металл от вытекания из кратера вниз.Это достигается только при сварке короткой дугой. Сварочный ток и диаметр электрода при сварке потолочных а - нижнее; б - горизонтальное; в - вертикальное; г - потолочное швов выбирают относительно меньшими - на 15¼ 20% по отношению к сварке в нижнем положении.
свариваемого металла, непосредственно примыкающая к шву, называется околошовной зоной или зоной Термического Рис. Схема строения малоуглеродистой стали в зоне термического влияния: 1 - участок неполного расплавления; 2 - участок перегрева; 3 - участок перекристаллизации; 4 - участок неполной перекристаллизации; 5 - участок рекристаллизации; 6 - участок синеломкости влияния - з.т.в.
Синеломкость - снижение пластичности стали при одновременном повышении прочности, наблюдаемое при деформации в интервале температур, вызывающих синий цвет побежалости (200¼ 300оС).
1 - отбортовка; 2 - параллельный срез; 3 - V-образный срез; 4 - X- образный срез
а - V-образная; б - U-образная; в - Х-образная; г - двухсторонняя U- образная
Рис. Многослойный шов (порядок наложения)
а - поза рабочего; б - положение круга; в - обработка трубы
а - получение широких валиков; б, г - прогрев одной стороны валика; в - прогрев обеих сторон валика
Полное заполнение Сварочного шва Является по большому Счету единственной Наиболее важной характеристикой Качественного Сварочного соединения. Это означает, что Соединяемый стык Свариваемых деталей в достаточной степени заполнен материалом, Образующим Сварочную ванну, чтобы обеспечить Рис. Ориентировочные размеры Качественного выполненного сварного Шва Наибольшую Прочность Соединения.
а - подготовленный стык; б - выполненный шов; с - зазор; p - притупление кромки; d - толщина листа; a - угол разделки; 1 - усиление шва; 2 - сварной шов; 3 - кратер
элементов сварочного шва
Знать название основных элементов сварочного шва и уметь пользоваться ими необходимо для того, чтобы грамотно проводить сравнительную характеристику контролируемого шва с требованиями к качественно выполненным сварочным швам или с эталонами дефектов, регламентированных технологией каждого типа самолета.
трудность заключается в получении полного провара.
Сущетствует два способа обеспечения получения полного провара без Рис. Подварка корня шва: 1 - основной шов; 2 - контроль шва
Рис. Сварка на подкладках: а - съемная; б - остающаяся опасности проплавления металла: • подварка корня (рис. ) и • сварка на подкладке (рис.
Подкдладки бывают остающиеся, которые в после сварки удаляются. Остающиеся подкладки обычно изготовляются из стали, а съемные - из меди.
).
применяются те же виды сварки (кислородно-ацетиленовая, аргонно- дуговая, электродуговая, точечная и т. д.), что и при их изготовлении. Ввиду большого разнообразия работ, при выборе способов ремонта в авиационных ремонтных органах предпочтение всегда отдается наиболее универсальным, хотя и менее производительным видам сварки. Высокопроизводительные виды сварки (например, автоматическая под слоем флюса) из-за малой серийности работ практического применения при ремонте не находят.
Требованиям универсальности в наибольшей степени удовлетворяют следующие виды сварки: 1. ацетилено-кислородная (газовая); 2. ручная электродуговая постоянным и переменным токами; 3. ручная электродуговая в среде аргона; 4. полуавтоматическая электродуговая в среде углекислого газа.
кромок свариваемых деталей и присадочного металла используется теплота пламени, получаемого при сгорании смеси горючих газов или паров с кислородом.
Кроме сварки газокислородным пламенем, производят также резку, пайку, поверхностную закалку и другие виды газопламенной обработки металлов.
получил ацетилен, который по сравнению с другими горючими дает более высокую температуру и наибольшее количество тепла в рабочей зоне сварочного пламени.
Технический ацетилен получают из карбида кальция СаС2при его взаимодействии с водой. Реакция протекает с выделением большого количества тепла: СаС2+ 2Н2О = Са (ОН)2+С2Н2.
Выход ацетилена из 1 кг карбида кальция составляет 230¼ 280л.
1 - горелка; 2 - шланги; 3 - ацетиленовый редуктор; 4 - баллон с растворенным ацетиленом; 5 - кислородный баллон; 6 - кислородный редуктор
1 - трубка подачи кислорода; 2 - вентиль подачи горючего газа; 3 - инжектор; 4 - камера смешения газов; 5 - наконечник; 6 - мундштук
Рис. Газовая горелка: 1, 2 - ниппели для шлангов, подающих ацетилен и кислород; 3 - регулятор; 4 - мундштук (сменный наконечник) Основным параметром режима ацетилено- кислородной сварки является номер наконечника газовой горелки
свариваемого металла
сварки: а - левая; б - правая
При правой сварке лучше используется тепло пламени, чем при левой. Благодаря этому повышается производительность труда сварщика (на 10¼ 20%) и сокращается расход ацетилена (на 10¼ 15%).
Выбор способа газовой сварки зависит от толщины свариваемого металла и положения шва в пространстве. При выполнении швов в нижнем положении левый способ сварки рекомендуется применять для соединения металлов толщиной до 3 мм, а правый — свыше 3 мм. Сварка вертикальных швов производится обычно левым способом в направлений снизу вверх, а горизонтальных и потолочных швов — правым.
кислородного пламени: а - нормальное пламя; б - пламя с избытком кислорода - окислительное; в - науглероживающее пламя; 1 - ядро; 2 - восстановительная (сварочная) зона; 3 - факел
1 - трубка подачи горючего газа (ацетилена); 2 - трубка подачи кислорода; 3 - мундштук; 4 - канал подачи горючей смеси газов (ацетилено-кислородной смеси); 5 - дополнительный канал для подведения режущей струи кислорода
1 - струя режущего кислорода; 2 - подогревающее ацетилено-кислородное пламя; 3 - металл; 4 - зона реза; 5 - расплавленные образующееся при резке окислы
1 - дополнительный канал для подведения режущей струи кислорода; 2 - канал подачи газовой смеси для нагрева металла
• значительное падение производительности процесса при увеличении толщины свариваемого металла, • большая зона нагрева основного металла, • меньшая экономичность по сравнению с электродуговой сваркой.
В настоящее время газовая сварка применяется при изготовлении и ремонте изделий из стали толщиной 1¼ 3 мм, чугуна, свинца, магниевых сплавов, алюминия, меди и их сплавов.
вольтовая дуга -, один из видов самостоятельного дугового разряда в газе, в котором разрядные явления сосредоточены в узком, ярко светящемся плазменном шнуре.
При горизонтальном расположении электродов этот шнур под действием восходящих потоков нагретого разрядом газа принимает форму дуги. Рис. Электрическая дуга между Вертикально расположенными Угольными электродами
Явление дугового разряда впервые открыл русский физик В. В. Петров в 1802 г.
представляет собой мощный длительный электрический разряд между двумя электродами, происходящий в хорошо ионизированной среде при большой силе тока и сопровождающийся большим выделением тепловой и световой энергии.
Рис. Схема сварочной дуги: 1 - катодная область; 2 - область катодного падения напряжения; 3 - переходные области; 4 - столб дуги; 5 - область анодного падения; 6 - кратер; 7 - анодная область
в шнуре электрической дуги при атмосферном давлении и силе тока в несколько А около 5000 К, при больших значениях давления и силы тока - до 12000 К, при обдувании шнура электрической дуги мощным потоком газа Рис. В различных участках шнура температура достигает 50000 к. Источника питания
характеристики дуги: 1, 2, 3 - внешние характеристики источников тока; 4, 5 - вольт-амперные характеристики дуг длиной 2 и 5 мм
а - оборудование и принадлежности: 1 - шлем-маска; 2 - электрод; 3 - деталь; 4 - сварочный аппарат; б - схема электродуговой варки: 1 - электрод; 2 - держатель; 3 - электрическая дуга; 4, 5 - свариваемые детали; 6 - шов; 7 - присадочная проволока
При прямой полярности
полярности в свариваемом металле выделяется меньше тепла, чем при прямой полярности, но оно концентрируется на меньшем участке. В результате обеспечивается более концентрированный нагрев основного металла, что способствует увеличению скорости сварки, повышению глубины провара и уменьшению зоны термического влияния. Поэтому ток обратной полярности применяют при сварке Рис. Форма сварочной дуги При обратной полярности деталей малого сечения, деталей из цветных металлов и их сплавов, из сталей и сплавов, чувствительных с перегреву, и в других случаях, когда имеется опасность прожога или перегрева основного металла.
параметрами ручной электродуговой сварки являются диаметр электрода и сварочный ток. Диаметр электрода выбирается в зависимости от толщины свариваемой детали.. Величина сварочного тока определяется по формуле Хренова К. К. в зависимости от диаметра электрода: Рис. Схема сварки открытой дугой: 1 - электрод; 2 - электродное покрытие; 3 - защитные газы; 4 - жидкий шлак; 5 - шлаковая корка; 6 - наплавленный металл; 7 - сварочная ванна; 8 - основной металл; 9 - дуга I = (20 + 6·dэл)·dэл), где I - сварочный ток; А; dэл- диаметр электрода, мм.
электродами покрытие расплавляется и образующиеся шлак и газы защищают расплавленный металл от воздуха.
применяют проволоку: • низкоуглеродистую - Св-08, Св-08А, Св-08ГА, Св- 10ГА, Св-10Г2, предназначенную для сварки и наплавки мало- и среднеуглеродистых сталей; • легированную - Св-08Г2С, Св-08ХН2М и др., предназначенную для углеродистых и легированных сталей; •высоколегированную - Св-12Х13, Св-06Х19М9Т - для сварки и наплавки деталей, изготовленных из нержавеющих, жаростойких и других специальных сталей.
Индекс Св означает, что проволока предназначена для сварки. Цифры, следующие за индексом, указывают среднее содержание углерода в сотых долях процента. Каждая последующая буква указывает наименование химического элемента, входящего в состав проволоки, а цифра после нее - содержание химического элемента в процентах. Отсутствие цифры после буквы означает, что данного элемента содержится менее 1%..
расплавленного основного и присадочного металлов при сварке и наплавке применяются специальные покрытия для электродов: тонкие (толщиной 0, 1¼ 0, 25 мм) или толстые (0, 5¼ 1, 5 мм на сторону) обмазки.
Тонкие обмазки предназначаются для поддержания устойчивости дуги. Такие обмазки называются стабилизирующими. Они состоят из 80¼ 85% мела СаСО3 и 20¼ 15% жидкого стекла Na2Co3.
Толстые обмазки подразделяются на • руднокислые - Р, • рутиловые - Т, • фтористо-кальциевые - Ф, • органические - О и др.,
в состав которых могут входить следующие основные компоненты: • газообразующие (крахмал, древесная мука, целлюлоза), • шлакообразующие (мел, мрамор, полевой шпат, кварцевый песок), • легирующие (феррохром, ферровольфрам, ферромолибден и др.), • раскисляющие (ферросилициум, алюминий) и связующие (жидкое стекло, желатин).
а - общий вид горелки для сварки неплавящимся электродом; б - схема процесса сварки плавящимся электродом; 1 - проволока; 2 - неплавящийся электрод; 3 - сопло горелки; 4 - головка; 5 - колпак; 6 - корпус горелки; 7 - струя защитного газа; 8 - электрическая дуга
1 - сварочный трансформатор; 2 - балластный реостат; 3 - дроссель; 4 - горелка; 5 - ротаметр; 6 - баллон с аргоном; 7 - осциллятор
Рис.
параметрами процесса аргонодуговой сварки являются диаметр присадочной проволоки, диаметр Рис. Сварка в защитных газах: а - неплавящимся электродом; б - плавящимся электродом; 1 - присадочный пруток; 2 - неплавящийся вольфрамовый электрод; 3 - защитный газ; 4 - сварочная дуга; 5 - сварочная ванна; 6 - плавящийся электрод; 7 - мундштук; 8 - головка; 9 - токоподводящий наконечник; 10 -сопло; 11 - дуга; 12 - сварочная ванна; 13 - сварочный шов неплавящегося вольфрамового электрода, сварочный ток и расход аргона. Наличие защитного газа вокруг дуги и сварочной ванны обеспечивает высокие механические свойства наплавленного металла, поэтому в защитных газах сейчас сваривают наиболее ответственные конструкции
1 - заготовка; 2 - электроды; 3 - точечной сварки литое ядро сварной точки
Роликовой сварки
ремонта деталей сваркой является то, что этому процессу всегда сопутствуют остаточные сварочные деформации.
t1> t2 l1= l0+aм·(t1- t0); l2= l0+aм·(t2- t0); В результате неодинакового нагрева разница длин слоев составляет: l2- l1= aм·(t2- t1). Поскольку элементарные слои материала жестко связаны, их длины не могут быть различными. Они взаимно растягивают и сжимают друг друга. При этом в более нагретом слое возникают напряжения сжатия, а в более холодном - напряжения растяжения. Если принять модуль упругости материала неизменным, то величины напряжений в обоих слоях можно определить по формуле: s1= - s2= E·(l1- l2)/2·l0. При температуре 600оС предел текучести стали равен 0, 5¼ 1, 0 МПа. Следовательно, для стального образца металл будет течь уже при разнице температур 1оС.
После остывания образец, подвергнутый нагреву при сварке, прогнется, причем выпуклая сторона его будет направлена к менее нагретому слою.
При сварке всегда имеет место неравномерный нагрев по толщине, причем градиент температур достигает сотен градусов. Поэтому деталь при сварке всегда деформируется, получая прогиб, вогнутая сторона которого направлена к месту сварки. Сварочные деформации некоторых типовых соединений показаны на рис..
а - обратно-ступенчатый способ; б - способ сварки «на выход»
а - предварительный изгиб вертикальной полки тавра до сварки; б - положение вертикальной полки после сварки от центра «на выход»
шва с уравновешиванием деформаций
Рис. Местный предварительный подогрев перед сваркой
а - порядок наложения прихваток; б - прихватка цилиндрических изделий; в - прихватка ребер жесткости (цифрами указана последовательность постановки прихваток)
Зацеплением
Обычно формы и размеры швов устанавливаются стандартами, правилами и нормами, техническими условиями и указываются на рабочих чертежах. Так, основные типы швов сварных соединений и их конструктивные элементы • при ручной электродуговой сварке регламентированы ГОСТ 5264-69; • при автоматической и полуавтоматической сварке под флюсом - ГОСТ 8713-58; • для сварных швов, выполненных теми же способами под острым и тупым углом, руководствуются соответственно ГОСТ 11534-65 и ГОСТ 11533-65.
Наиболее частыми Дефектами сварных соединений являются • неполноценность шва, • неравномерная его ширина и высота (рис. ), • крупная чешуйчатость, • бугристость, Рис. Дефекты формы и размеров шва: а - неполномерность шва; б - неравномерность ширины стыкового шва; в - неравномерность по длине катета углового шва; h - требуемая высота усиления шва • наличие седловины.
При ручной и полуавтоматической сварке дефекты могут быть вызваны • недостаточной квалификацией сварщика, • нарушением технологических приемов, • плохим качеством электродов и других сварочных материалов.
зачатую свидетельствует о наличии таких дефектов, как наплывы (натеки), подрезы, прожоги и незаваренные кратеры.
Наплывы (натеки) (рис. ) образуются чаще всего при сварке горизонтальными швами вертикальных поверхностей в результате натекания жидкого металла на кромки холодного основного металла. Они могут быть местными, в виде отдельных застывших капель, или же иметь значительную протяженность вдоль шва. Причинами возникновения наплывов являются: большая величина сварочного тока, длинная дуга, неправильное Рис. Наружные дефекты в швах: положение электрода, большой угол а - стыковых; б - угловых; 1 - наплыв; 2 - подрез наклона изделия при сварке на подъем и спуск. В кольцевых швах наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто выявляются непровары, трещины и другие дефекты.
(канавки), образующиеся в основном металле вдоль края шва при завышенном сварочном токе и длинной дуге, так как в этом случае увеличивается ширина шва и сильнее оплавляются кромки. Подрезы приводят к ослаблению сечения основного металла и могут явиться причиной разрушения сварного соединения.
или наплавленного металла с возможным образованием сквозных отверстий. Они возникают вследствие недостаточного притупления кромок, большого зазора между ними, завышенного сварочного тока или мощности горелки при невысоких скоростях сварки. Особенно часто прожоги наблюдаются в процессе сварки тонкого металла и при выполнении первого прохода многослойного шва.
случае резкого обрыва дуги в конце сварки. Они уменьшают сечение шва и могут явиться очагами образования трещин.
внешним осмотром и измерением
Рис. Универсальный шаблон сварщика УШС2 (а) и примеры его использования для контроля глубины раковин (б) и забоин (в), формы разделки стыков (г), ширины зазора (д)
швов и пример использования одного из шаблонов (б): 1 - угловой шов; 2 - стыковые швы; 3 - шаблон
а - для контроля стыковых швов; б - для контроля угловых швов; h - высота усиления; b - ширина шва
его использования: А, б, в - при контроле швов таврового, нахлесточного и стыкового соединения; г - при измерении зазора между кромками
конструкции В. Э. Ушерова-Маршака: а - определение катета углового шва; б - определение высоты усиления стыкового шва
Размеров сварных швов
сварки сварочный шов должен быть: • слегка выпуклым, • без подрезов и • без непроваров. Поверхность шва должна быть: • светлой, • с четкой мелкой чешуйчатостью.
Заглаженная темная поверхность свидетельствует о перегреве металла, основной причиной которого является недостаточная скорость сварки. Темный матовый слой на поверхности шва при плохом формировании шва указывает на недосточную Рис. Индикатор высоты шва: 1 - индикатор; 2 - скоба газовую защиту.
швов: 1 - резиновый шланг; 2 - пленка керосина
способа контроля швов: насосом для испытания на 1 - пленка керосина; 2 - камера разрежения; 3 - отверстие для впуска воздуха при снятии разрежения; 4 - трехходовой кран; 5 - отвод к вакуумному насосу или эжектору; 6 - плексиглас; 7 - рамка; 8 - прокладка из губчатой резины Сварных швов способом вакуума: 1 - вакуумметр; 2 - колпак из органического стекла; 3 - эжекторный насос; окантовка из губчатой резины
Сварных соединений
швов определяют визуально или при помощи лупы трехкратного увеличения, замеряют их геометрические размеры.
Пригодность сварной конструкции определяют сравнением дефектов с эталонами этих дефектов, регламентированными технологией каждого типа самолета.
а - наплывы; б - подрезы; в - наружные непровары и несплавления; г - поверхностные трещины и поры - внешние дефекты; д - скрытые трещины и поры; е - внутренние непровары и несплавления; ж - шлаковые включения - внутренние, скрытые дефекты
Рис.
Вид трещин в сварных соединениях: Для выявления трещин используются магнитные дефектоскопы типа МДА.
Практика дефектации моторных рам способом магнитного порошка показала, что характерная концентрация порошка происходит не только в местах трещин, но и в местах наплывов сварного шва. Принятие наплывов за трещины приводило в некоторых случаях к браковке совершенно исправных моторных рам. Чтобы удостовериться в том, что выявлена действительно трещина, необходимо обеспечить плавный переход по границе шва от сварки к телу рамы, удалив с помощью напильника специально а - горячих; б - холодных; 1 - столбчатые кристаллы; 2 - расположение жидких прослоек при завершении кристаллизации шва; 3 - трещины подобранной формы (лучше всего круглый или овальный) резкий край сварного шва, нависающий над телом рамы и образующий щель.
Кафедра № 24 - «Авиационной техники»
Использованная литература: Можайского, 1978. - 322 с. Обработка кромок
Изготовление • вставок, • вкладышей, • накладок и • усилений из аналогичного материала
Подгонка
Сваривание изготовленных деталей
Контроль качества ремонтно-сварочных работ Рис. Схема типового технологического процесса ремонта сваркой
Под сварным швом понимается место соединения деталей, образовавшееся в результате сварки.
Рис. Типы сварных соединений: 1 - стыковое; 2 - нахлесточное; 3 - заклепочное; 4 - тавровое; 5 - угловое
Рис.
Пространственные положе5ния сварных швов: Наиболее легко выполнять сварку в нижнем положении. Сварку вертикальных швов нужно выполнять снизу вверх. Сварка сверху вниз значительно труднее, так как при этом больше вероятность непровара. Для предотвращения вытекания жидкого металла из сварочной ванны при сварке вертикальных швов сварочный ток следует уменьшать на 10..15% по сравнению со сваркой в нижнем положении. Для сварки г оризонтальных швов подготовку кромок обычно выполняют с одним скосом у верхнего элемента соединения. Дугу при сварке горизонтальных швов возбуждают на нижненй горизонтальной кромке, а затем переходят на верхнюю, скошенную кромку. Сложность потолочной сварки заключается в умении удерживать плавящийся металл от вытекания из кратера вниз.Это достигается только при сварке короткой дугой. Сварочный ток и диаметр электрода при сварке потолочных а - нижнее; б - горизонтальное; в - вертикальное; г - потолочное швов выбирают относительно меньшими - на 15¼ 20% по отношению к сварке в нижнем положении.
свариваемого металла, непосредственно примыкающая к шву, называется околошовной зоной или зоной Термического Рис. Схема строения малоуглеродистой стали в зоне термического влияния: 1 - участок неполного расплавления; 2 - участок перегрева; 3 - участок перекристаллизации; 4 - участок неполной перекристаллизации; 5 - участок рекристаллизации; 6 - участок синеломкости влияния - з.т.в.
Синеломкость - снижение пластичности стали при одновременном повышении прочности, наблюдаемое при деформации в интервале температур, вызывающих синий цвет побежалости (200¼ 300оС).
1 - отбортовка; 2 - параллельный срез; 3 - V-образный срез; 4 - X- образный срез
а - V-образная; б - U-образная; в - Х-образная; г - двухсторонняя U- образная
Рис. Многослойный шов (порядок наложения)
а - поза рабочего; б - положение круга; в - обработка трубы
|
Последнее изменение этой страницы: 2017-04-13; Просмотров: 615; Нарушение авторского права страницы
 Виды сварных соединений и швов
Виды сварных соединений и швов 
 Часть
Часть Рис. Способы подготовки кромок стыковых соединений под сварку:
Рис. Способы подготовки кромок стыковых соединений под сварку:  Рис. Формы подготовки кромок под сварку:
Рис. Формы подготовки кромок под сварку:  Рис. Типы сварных соединений
Рис. Типы сварных соединений  Рис. Схемы зачистки фаски под сварку:
Рис. Схемы зачистки фаски под сварку:  Рис. Положение швов в пространстве
Рис. Положение швов в пространстве  Рис. Схема движения электрода:
Рис. Схема движения электрода:  Надлежащий провар,
Надлежащий провар,  Рис. Структура стыкового соединения:
Рис. Структура стыкового соединения:  Рис. Название основных
Рис. Название основных При сварке стыковых швов основная
При сварке стыковых швов основная При ремонте элементов воздушных судов и авиационных двигателей
При ремонте элементов воздушных судов и авиационных двигателей Рис. Схема газового поста с питанием от баллонов:
Рис. Схема газового поста с питанием от баллонов:  Рис. Схема газосварочной инжекторной горелки:
Рис. Схема газосварочной инжекторной горелки:  Рис. Изменение угла наклона горелки в зависимости от толщины
Рис. Изменение угла наклона горелки в зависимости от толщины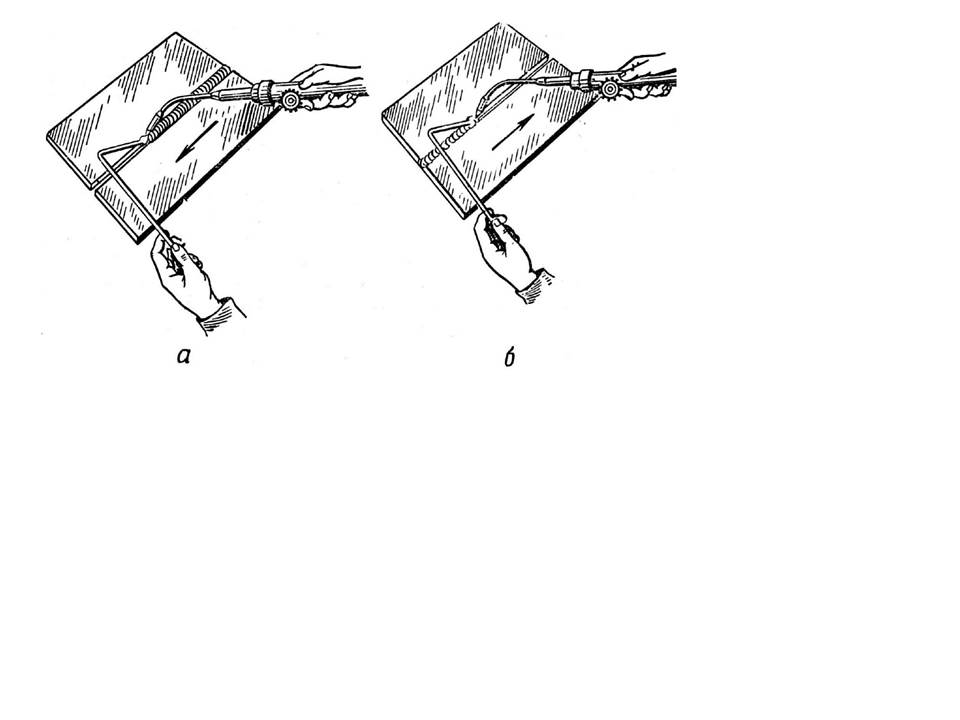 Рис. Методы газовой
Рис. Методы газовой  Рис. Схема ацетиленово-
Рис. Схема ацетиленово-  Рис. Резак инжекторного типа для кислородной резки:
Рис. Резак инжекторного типа для кислородной резки:  Рис. Схема кислородной резки:
Рис. Схема кислородной резки:  Рис. Резак инжекторного типа для кислородной резки:
Рис. Резак инжекторного типа для кислородной резки:  Недостатки газовой сварки:
Недостатки газовой сварки:  Сварочная дуга
Сварочная дуга  Сварочная дуга
Сварочная дуга  Температура плазмы
Температура плазмы Рис. Внешние характеристики источников тока и вольт-амперные
Рис. Внешние характеристики источников тока и вольт-амперные 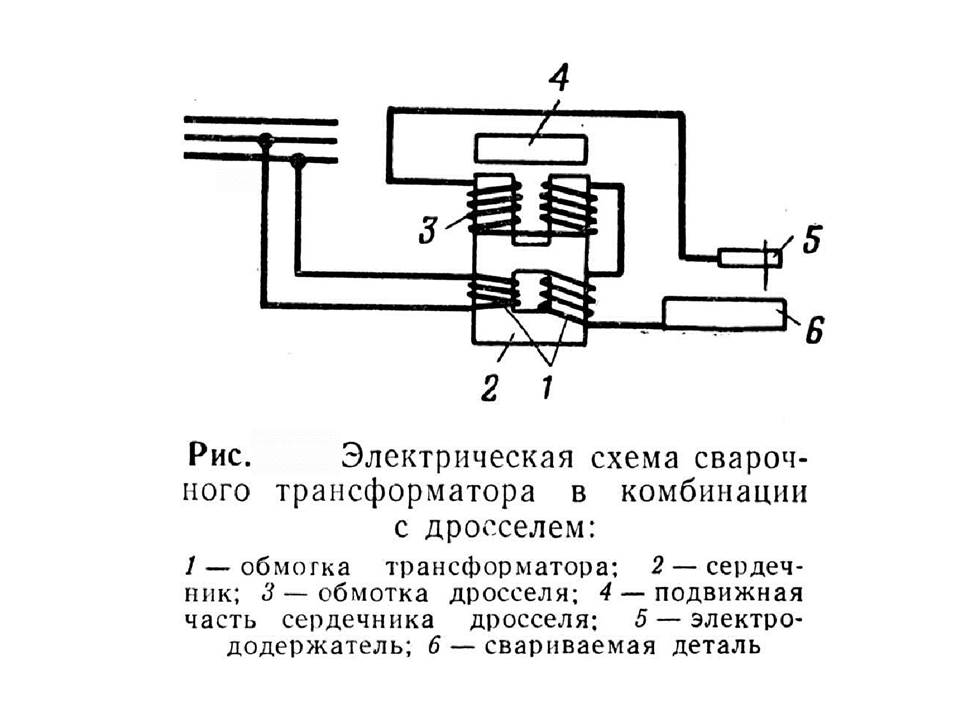
 Рис. Электродуговая сварка:
Рис. Электродуговая сварка:  Рис. Сравнение формы (глубины и ширины) зоны нагрева
Рис. Сравнение формы (глубины и ширины) зоны нагрева 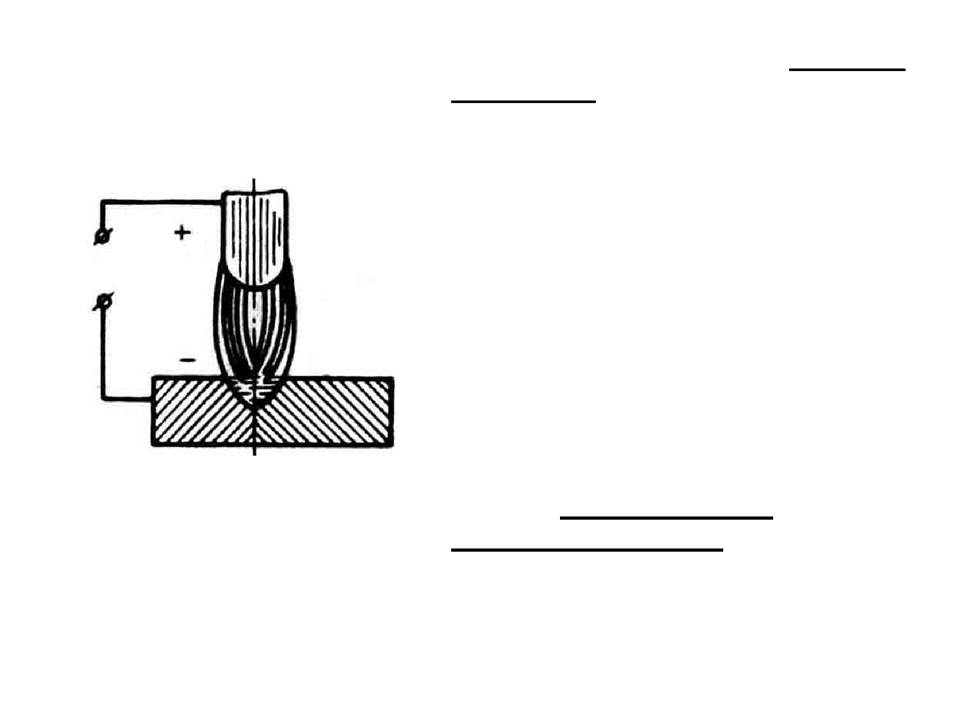 В случае применения тока обратной
В случае применения тока обратной Основными
Основными При сварке покрытыми
При сварке покрытыми В целях защиты от насыщения кислородом и азотом воздуха
В целях защиты от насыщения кислородом и азотом воздуха Рис. Сварка в среде защитного газа:
Рис. Сварка в среде защитного газа:  Рис. Схема поста для аргонодуговой сварки:
Рис. Схема поста для аргонодуговой сварки:  Основными
Основными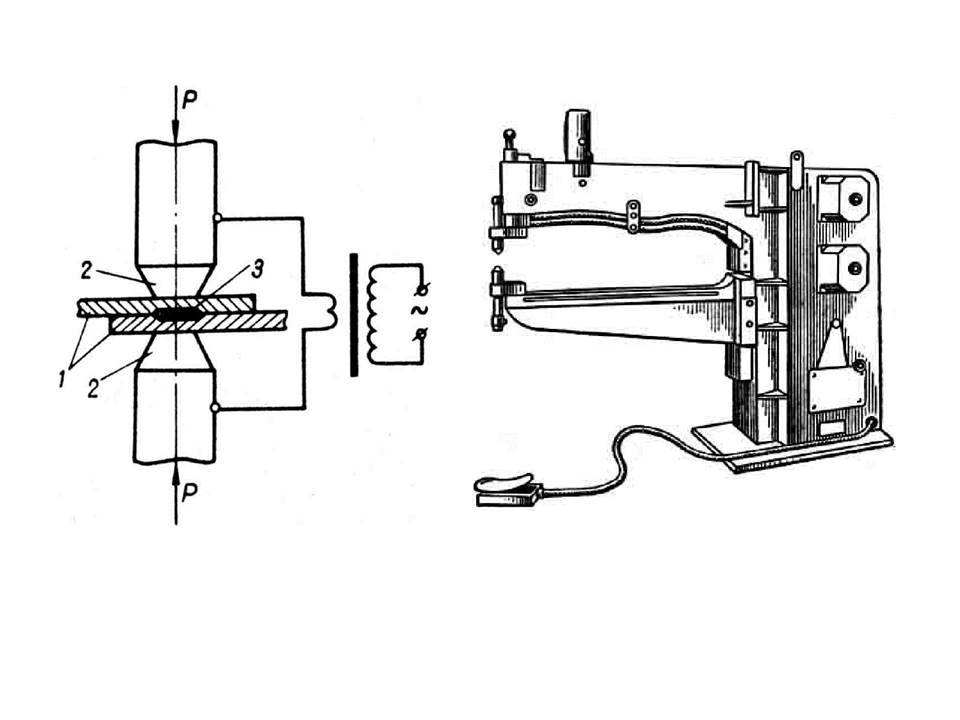 Рис. Схема точечной сварки: Рис. Стационарная машина для
Рис. Схема точечной сварки: Рис. Стационарная машина для  Рис. Схема роликовой сварки: Рис. Машина для
Рис. Схема роликовой сварки: Рис. Машина для  Рис. Тепловая модель сварного шва
Рис. Тепловая модель сварного шва 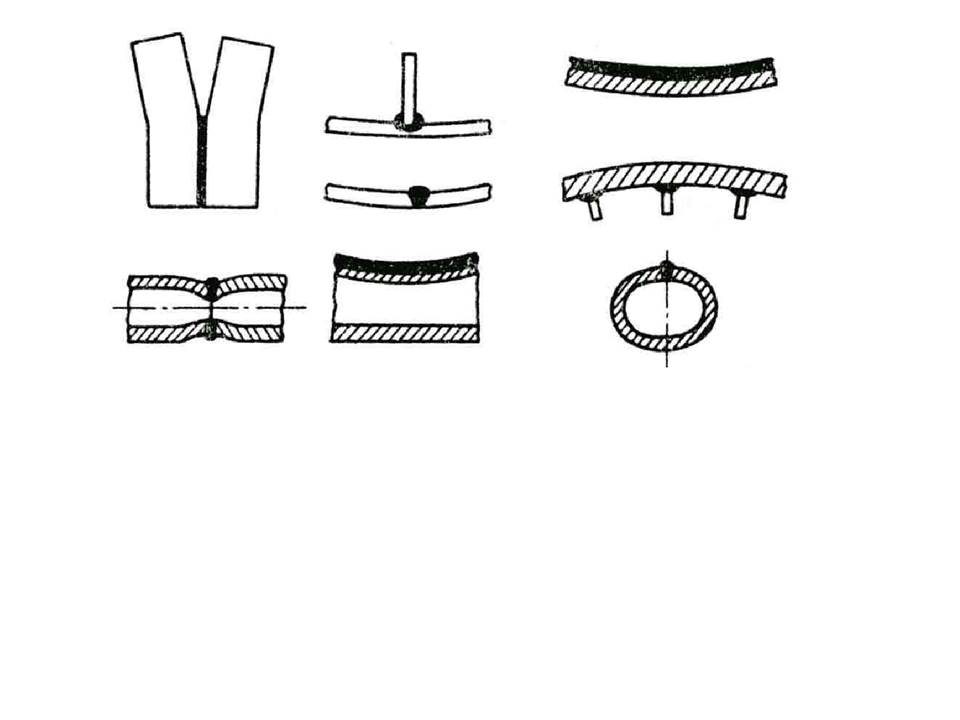 Рис. Сварочные деформации типовых соединений
Рис. Сварочные деформации типовых соединений  Рис. Способы уменьшения сварочных деформаций:
Рис. Способы уменьшения сварочных деформаций:  Рис. Обратные деформации элемента в балке:
Рис. Обратные деформации элемента в балке:  Рис. Порядок сварки Х-образного
Рис. Порядок сварки Х-образного Рис. Постановки прихваток:
Рис. Постановки прихваток:  Рис. Формы накладок и заполнителей для заделки пробоин
Рис. Формы накладок и заполнителей для заделки пробоин  Дефекты формы и размеров сварных швов
Дефекты формы и размеров сварных швов  При сварке плавлением
При сварке плавлением Нарушение формы и размеров шва
Нарушение формы и размеров шва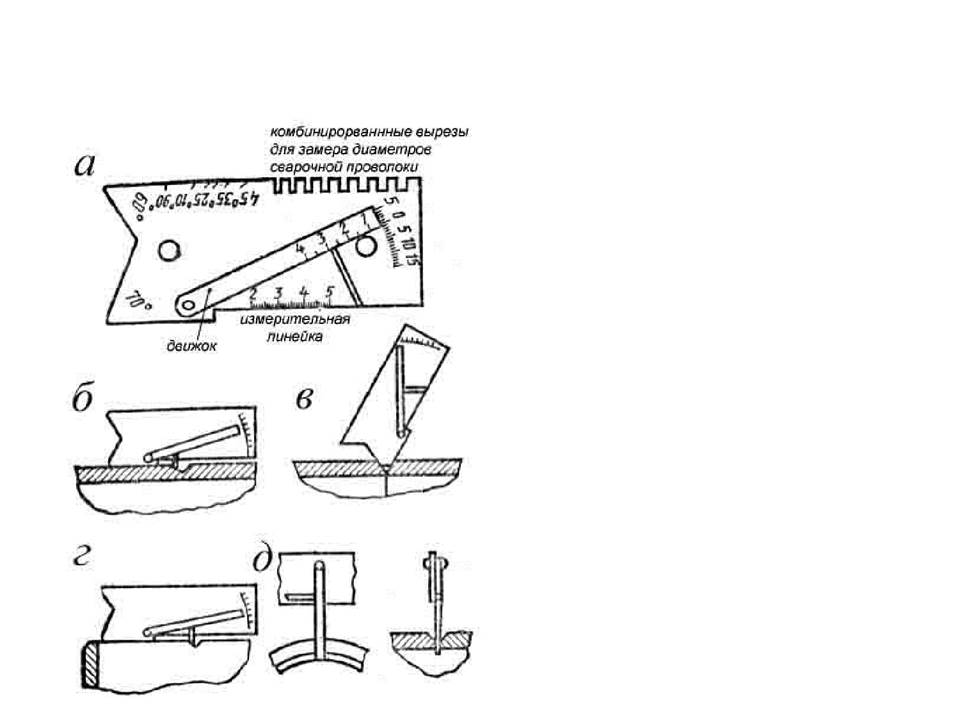 Контроль сварных соединений
Контроль сварных соединений Рис. Набор шаблонов (а) для контроля размеров
Рис. Набор шаблонов (а) для контроля размеров Рис. Предельные шаблоны:
Рис. Предельные шаблоны: 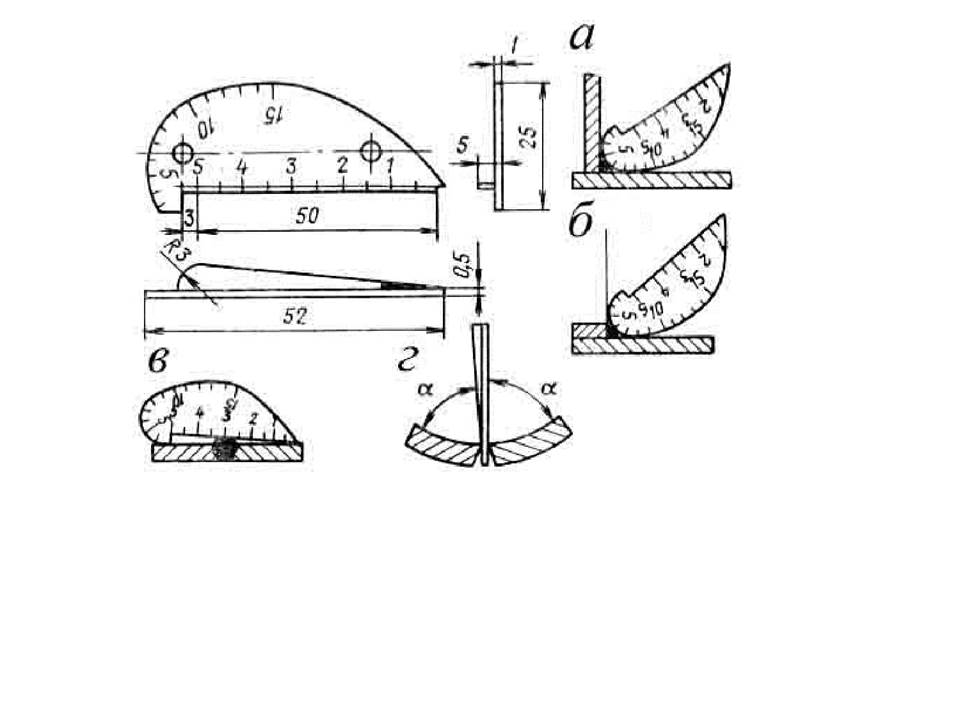 Рис. Универсальный шаблон А. И. Красовского и примеры
Рис. Универсальный шаблон А. И. Красовского и примеры  Рис. Примеры использования универсального шаблона
Рис. Примеры использования универсального шаблона 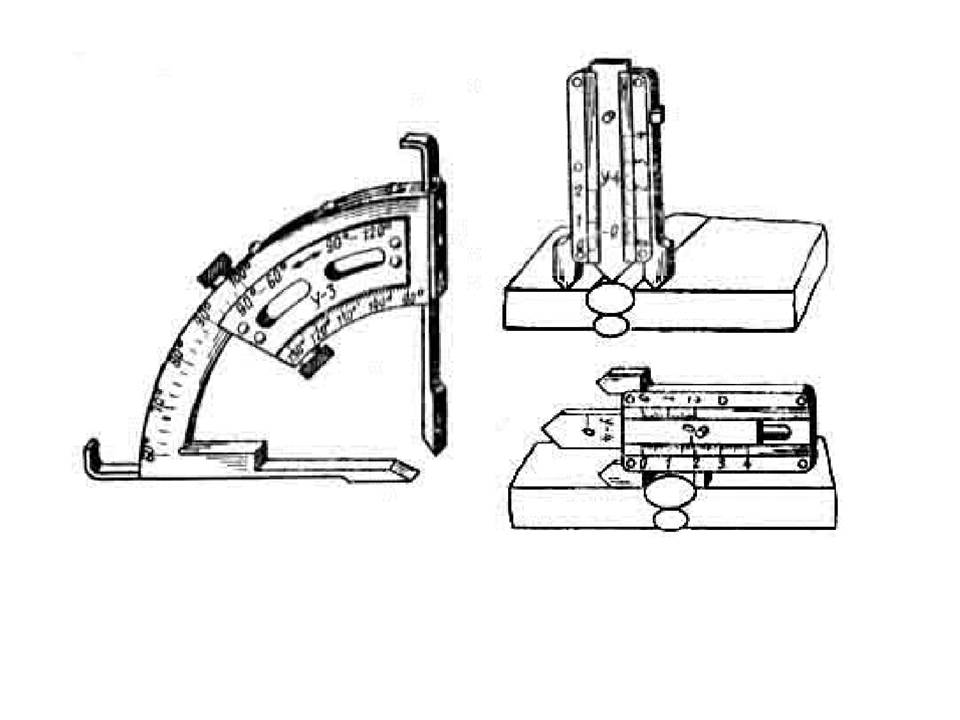 Рис. Универсальные шаблоны разных типов для проверки
Рис. Универсальные шаблоны разных типов для проверки  При нормальных режимах и правильной технике
При нормальных режимах и правильной технике Рис. Схема керосино-пневматического способа контроля
Рис. Схема керосино-пневматического способа контроля  Рис. Схема керосино-вакуумного Рис. Колпак с эжекторным
Рис. Схема керосино-вакуумного Рис. Колпак с эжекторным  Рис. Переносные вакуум-камеры для контроля непроницаемости
Рис. Переносные вакуум-камеры для контроля непроницаемости  Дефекты сварных
Дефекты сварных Рис. Виды дефектов в сварных соединениях:
Рис. Виды дефектов в сварных соединениях: 

 Санкт-Петербургский государственный университет гражданской авиации
Санкт-Петербургский государственный университет гражданской авиации