
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Свариваемых деталей в достаточной степени заполнен материалом,
Образующим Сварочную ванну, чтобы обеспечить Рис. Ориентировочные размеры Качественного выполненного сварного Шва Наибольшую Прочность Соединения.
а - подготовленный стык; б - выполненный шов; с - зазор; p - притупление кромки; d - толщина листа; a - угол разделки; 1 - усиление шва; 2 - сварной шов; 3 - кратер
элементов сварочного шва
Знать название основных элементов сварочного шва и уметь пользоваться ими необходимо для того, чтобы грамотно проводить сравнительную характеристику контролируемого шва с требованиями к качественно выполненным сварочным швам или с эталонами дефектов, регламентированных технологией каждого типа самолета.
трудность заключается в получении полного провара.
Сущетствует два способа обеспечения получения полного провара без Рис. Подварка корня шва: 1 - основной шов; 2 - контроль шва
Рис. Сварка на подкладках: а - съемная; б - остающаяся опасности проплавления металла: • подварка корня (рис. ) и • сварка на подкладке (рис.
Подкдладки бывают остающиеся, которые в после сварки удаляются. Остающиеся подкладки обычно изготовляются из стали, а съемные - из меди.
).
применяются те же виды сварки (кислородно-ацетиленовая, аргонно- дуговая, электродуговая, точечная и т. д.), что и при их изготовлении. Ввиду большого разнообразия работ, при выборе способов ремонта в авиационных ремонтных органах предпочтение всегда отдается наиболее универсальным, хотя и менее производительным видам сварки. Высокопроизводительные виды сварки (например, автоматическая под слоем флюса) из-за малой серийности работ практического применения при ремонте не находят.
Требованиям универсальности в наибольшей степени удовлетворяют следующие виды сварки: 1. ацетилено-кислородная (газовая); 2. ручная электродуговая постоянным и переменным токами; 3. ручная электродуговая в среде аргона; 4. полуавтоматическая электродуговая в среде углекислого газа.
кромок свариваемых деталей и присадочного металла используется теплота пламени, получаемого при сгорании смеси горючих газов или паров с кислородом.
Кроме сварки газокислородным пламенем, производят также резку, пайку, поверхностную закалку и другие виды газопламенной обработки металлов.
получил ацетилен, который по сравнению с другими горючими дает более высокую температуру и наибольшее количество тепла в рабочей зоне сварочного пламени.
Технический ацетилен получают из карбида кальция СаС2при его взаимодействии с водой. Реакция протекает с выделением большого количества тепла: СаС2+ 2Н2О = Са (ОН)2+С2Н2.
Выход ацетилена из 1 кг карбида кальция составляет 230¼ 280л.
1 - горелка; 2 - шланги; 3 - ацетиленовый редуктор; 4 - баллон с растворенным ацетиленом; 5 - кислородный баллон; 6 - кислородный редуктор
1 - трубка подачи кислорода; 2 - вентиль подачи горючего газа; 3 - инжектор; 4 - камера смешения газов; 5 - наконечник; 6 - мундштук
Рис. Газовая горелка: 1, 2 - ниппели для шлангов, подающих ацетилен и кислород; 3 - регулятор; 4 - мундштук (сменный наконечник) Основным параметром режима ацетилено- кислородной сварки является номер наконечника газовой горелки
свариваемого металла
сварки: а - левая; б - правая
При правой сварке лучше используется тепло пламени, чем при левой. Благодаря этому повышается производительность труда сварщика (на 10¼ 20%) и сокращается расход ацетилена (на 10¼ 15%).
Выбор способа газовой сварки зависит от толщины свариваемого металла и положения шва в пространстве. При выполнении швов в нижнем положении левый способ сварки рекомендуется применять для соединения металлов толщиной до 3 мм, а правый — свыше 3 мм. Сварка вертикальных швов производится обычно левым способом в направлений снизу вверх, а горизонтальных и потолочных швов — правым.
кислородного пламени: а - нормальное пламя; б - пламя с избытком кислорода - окислительное; в - науглероживающее пламя; 1 - ядро; 2 - восстановительная (сварочная) зона; 3 - факел
1 - трубка подачи горючего газа (ацетилена); 2 - трубка подачи кислорода; 3 - мундштук; 4 - канал подачи горючей смеси газов (ацетилено-кислородной смеси); 5 - дополнительный канал для подведения режущей струи кислорода
1 - струя режущего кислорода; 2 - подогревающее ацетилено-кислородное пламя; 3 - металл; 4 - зона реза; 5 - расплавленные образующееся при резке окислы
1 - дополнительный канал для подведения режущей струи кислорода; 2 - канал подачи газовой смеси для нагрева металла
• значительное падение производительности процесса при увеличении толщины свариваемого металла, • большая зона нагрева основного металла, • меньшая экономичность по сравнению с электродуговой сваркой.
В настоящее время газовая сварка применяется при изготовлении и ремонте изделий из стали толщиной 1¼ 3 мм, чугуна, свинца, магниевых сплавов, алюминия, меди и их сплавов.
вольтовая дуга -, один из видов самостоятельного дугового разряда в газе, в котором разрядные явления сосредоточены в узком, ярко светящемся плазменном шнуре.
При горизонтальном расположении электродов этот шнур под действием восходящих потоков нагретого разрядом газа принимает форму дуги. Рис. Электрическая дуга между Вертикально расположенными Угольными электродами
Явление дугового разряда впервые открыл русский физик В. В. Петров в 1802 г.
представляет собой мощный длительный электрический разряд между двумя электродами, происходящий в хорошо ионизированной среде при большой силе тока и сопровождающийся большим выделением тепловой и световой энергии.
Рис. Схема сварочной дуги: 1 - катодная область; 2 - область катодного падения напряжения; 3 - переходные области; 4 - столб дуги; 5 - область анодного падения; 6 - кратер; 7 - анодная область
в шнуре электрической дуги при атмосферном давлении и силе тока в несколько А около 5000 К, при больших значениях давления и силы тока - до 12000 К, при обдувании шнура электрической дуги мощным потоком газа Рис. |
Последнее изменение этой страницы: 2017-04-13; Просмотров: 396; Нарушение авторского права страницы
 Рис. Структура стыкового соединения:
Рис. Структура стыкового соединения:  Рис. Название основных
Рис. Название основных При сварке стыковых швов основная
При сварке стыковых швов основная При ремонте элементов воздушных судов и авиационных двигателей
При ремонте элементов воздушных судов и авиационных двигателей Рис. Схема газового поста с питанием от баллонов:
Рис. Схема газового поста с питанием от баллонов:  Рис. Схема газосварочной инжекторной горелки:
Рис. Схема газосварочной инжекторной горелки:  Рис. Изменение угла наклона горелки в зависимости от толщины
Рис. Изменение угла наклона горелки в зависимости от толщины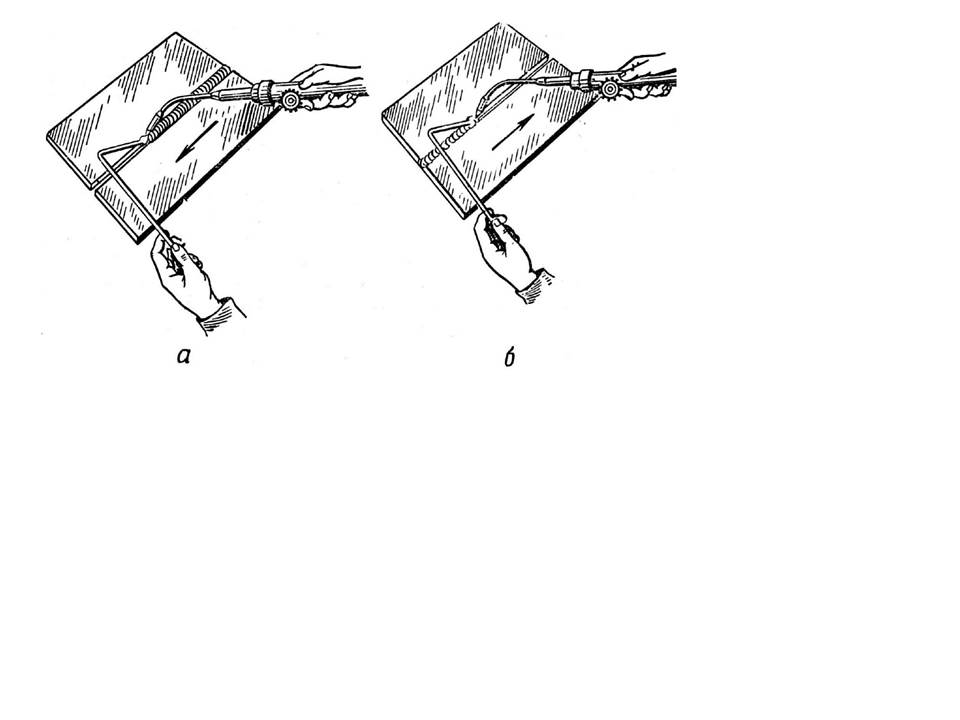 Рис. Методы газовой
Рис. Методы газовой  Рис. Схема ацетиленово-
Рис. Схема ацетиленово-  Рис. Резак инжекторного типа для кислородной резки:
Рис. Резак инжекторного типа для кислородной резки:  Рис. Схема кислородной резки:
Рис. Схема кислородной резки:  Рис. Резак инжекторного типа для кислородной резки:
Рис. Резак инжекторного типа для кислородной резки:  Недостатки газовой сварки:
Недостатки газовой сварки:  Сварочная дуга
Сварочная дуга  Сварочная дуга
Сварочная дуга  Температура плазмы
Температура плазмы