
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Распределение температуры (в К)
В различных участках шнура температура достигает 50000 к. Электрической дуги между угольными Электродами при силе тока 200А
(1842 - 1905 гг.) Славянов Н. Г. (1854 - 1897 гг.)
Рис. Схемы сварки: а - по способу Н. Н. Бенардоса - угольным электродом; б - по способу Н. Г. Славянова - металлическим электродом; 1 - свариваемые детали; 2 - электрод; 3 - электродержатель; 4 - присадочная проволока
1 - короткое замыкание; 2 - плавление слоя металла; 3 - образование шейки металла при отводе электрода; 4 - зажигание дуги
а - внутренняя вольт-амперная характеристика дуги; б - внутренняя вольт- амперная характеристика трансформатора; I - зона крупнокапельного переноса металла; II - зона мелкокапельного переноса металла; III - зона струйного переноса металла; 1 - характеристика дуги; 2 - пологопадающая характеристика; 3 - крутодадающая характеристика; Lд - длина дуги; Iк.з - ток короткого замыкания; Iсв - сварочный ток; Uк - напряжение дуги; Uх.х - напряжение холостого хода
дуги вольтамперная характеристика источника питания (ВАХ) должна быть падающей. Косвенно судить о ней можно по паспортным данным, а именно, зная напряжение холостого хода и номинальное, а также номинальный (рабочий) ток и ток короткого замыкания, можно достаточно точно оценить ее крутизну. Конечно, крутизну ВАХ можно увеличить включением в сварочную цепь балластного сопротивления, но лучше, если у аппарата Рис. Вольтамперная характеристика этот параметр в порядке. Источника питания
характеристики дуги: 1, 2, 3 - внешние характеристики источников тока; 4, 5 - вольт-амперные характеристики дуг длиной 2 и 5 мм
а - оборудование и принадлежности: 1 - шлем-маска; 2 - электрод; 3 - деталь; 4 - сварочный аппарат; б - схема электродуговой варки: 1 - электрод; 2 - держатель; 3 - электрическая дуга; 4, 5 - свариваемые детали; 6 - шов; 7 - присадочная проволока
Основного металла при электродуговой сварке на прямом токе Прямой и обратной полярности и на переменном токе
Сварка на переменном токе более экономична, так как для ее выполнения применяется более простое и менее дорогое оборудование, чем для сварки на постоянном токе, однако иногда сварку рациональнее выполнять на постоянном токе.
используется обычно при сварке массивных деталей из черных металлов, когда для хорошего провара требуется выделить больше тепла в свариваемом металле.
Рис. Форма сварочной дуги При прямой полярности
полярности в свариваемом металле выделяется меньше тепла, чем при прямой полярности, но оно концентрируется на меньшем участке. В результате обеспечивается более концентрированный нагрев основного металла, что способствует увеличению скорости сварки, повышению глубины провара и уменьшению зоны термического влияния. Поэтому ток обратной полярности применяют при сварке Рис. Форма сварочной дуги При обратной полярности деталей малого сечения, деталей из цветных металлов и их сплавов, из сталей и сплавов, чувствительных с перегреву, и в других случаях, когда имеется опасность прожога или перегрева основного металла.
параметрами ручной электродуговой сварки являются диаметр электрода и сварочный ток. Диаметр электрода выбирается в зависимости от толщины свариваемой детали.. Величина сварочного тока определяется по формуле Хренова К. К. в зависимости от диаметра электрода: Рис. Схема сварки открытой дугой: 1 - электрод; 2 - электродное покрытие; 3 - защитные газы; 4 - жидкий шлак; 5 - шлаковая корка; 6 - наплавленный металл; 7 - сварочная ванна; 8 - основной металл; 9 - дуга I = (20 + 6·dэл)·dэл), где I - сварочный ток; А; dэл- диаметр электрода, мм.
электродами покрытие расплавляется и образующиеся шлак и газы защищают расплавленный металл от воздуха.
применяют проволоку: • низкоуглеродистую - Св-08, Св-08А, Св-08ГА, Св- 10ГА, Св-10Г2, предназначенную для сварки и наплавки мало- и среднеуглеродистых сталей; • легированную - Св-08Г2С, Св-08ХН2М и др., предназначенную для углеродистых и легированных сталей; •высоколегированную - Св-12Х13, Св-06Х19М9Т - для сварки и наплавки деталей, изготовленных из нержавеющих, жаростойких и других специальных сталей.
Индекс Св означает, что проволока предназначена для сварки. Цифры, следующие за индексом, указывают среднее содержание углерода в сотых долях процента. Каждая последующая буква указывает наименование химического элемента, входящего в состав проволоки, а цифра после нее - содержание химического элемента в процентах. Отсутствие цифры после буквы означает, что данного элемента содержится менее 1%..
расплавленного основного и присадочного металлов при сварке и наплавке применяются специальные покрытия для электродов: тонкие (толщиной 0, 1¼ 0, 25 мм) или толстые (0, 5¼ 1, 5 мм на сторону) обмазки.
Тонкие обмазки предназначаются для поддержания устойчивости дуги. Такие обмазки называются стабилизирующими. Они состоят из 80¼ 85% мела СаСО3 и 20¼ 15% жидкого стекла Na2Co3.
Толстые обмазки подразделяются на • руднокислые - Р, • рутиловые - Т, • фтористо-кальциевые - Ф, • органические - О и др.,
в состав которых могут входить следующие основные компоненты: • газообразующие (крахмал, древесная мука, целлюлоза), • шлакообразующие (мел, мрамор, полевой шпат, кварцевый песок), • легирующие (феррохром, ферровольфрам, ферромолибден и др.), • раскисляющие (ферросилициум, алюминий) и связующие (жидкое стекло, желатин).
а - общий вид горелки для сварки неплавящимся электродом; б - схема процесса сварки плавящимся электродом; 1 - проволока; 2 - неплавящийся электрод; 3 - сопло горелки; 4 - головка; 5 - колпак; 6 - корпус горелки; 7 - струя защитного газа; 8 - электрическая дуга
1 - сварочный трансформатор; 2 - балластный реостат; 3 - дроссель; 4 - горелка; 5 - ротаметр; 6 - баллон с аргоном; 7 - осциллятор
Рис.
параметрами процесса аргонодуговой сварки являются диаметр присадочной проволоки, диаметр Рис. Сварка в защитных газах: а - неплавящимся электродом; б - плавящимся электродом; 1 - присадочный пруток; 2 - неплавящийся вольфрамовый электрод; 3 - защитный газ; 4 - сварочная дуга; 5 - сварочная ванна; 6 - плавящийся электрод; 7 - мундштук; 8 - головка; 9 - токоподводящий наконечник; 10 -сопло; 11 - дуга; 12 - сварочная ванна; 13 - сварочный шов неплавящегося вольфрамового электрода, сварочный ток и расход аргона. Наличие защитного газа вокруг дуги и сварочной ванны обеспечивает высокие механические свойства наплавленного металла, поэтому в защитных газах сейчас сваривают наиболее ответственные конструкции
1 - заготовка; 2 - электроды; 3 - точечной сварки литое ядро сварной точки
Роликовой сварки
ремонта деталей сваркой является то, что этому процессу всегда сопутствуют остаточные сварочные деформации.
t1> t2 l1= l0+aм·(t1- t0); l2= l0+aм·(t2- t0); В результате неодинакового нагрева разница длин слоев составляет: l2- l1= aм·(t2- t1). Поскольку элементарные слои материала жестко связаны, их длины не могут быть различными. Они взаимно растягивают и сжимают друг друга. При этом в более нагретом слое возникают напряжения сжатия, а в более холодном - напряжения растяжения. Если принять модуль упругости материала неизменным, то величины напряжений в обоих слоях можно определить по формуле: s1= - s2= E·(l1- l2)/2·l0. При температуре 600оС предел текучести стали равен 0, 5¼ 1, 0 МПа. Следовательно, для стального образца металл будет течь уже при разнице температур 1оС.
После остывания образец, подвергнутый нагреву при сварке, прогнется, причем выпуклая сторона его будет направлена к менее нагретому слою.
При сварке всегда имеет место неравномерный нагрев по толщине, причем градиент температур достигает сотен градусов. Поэтому деталь при сварке всегда деформируется, получая прогиб, вогнутая сторона которого направлена к месту сварки. Сварочные деформации некоторых типовых соединений показаны на рис..
а - обратно-ступенчатый способ; б - способ сварки «на выход»
а - предварительный изгиб вертикальной полки тавра до сварки; б - положение вертикальной полки после сварки от центра «на выход»
шва с уравновешиванием деформаций
Рис. Местный предварительный подогрев перед сваркой
а - порядок наложения прихваток; б - прихватка цилиндрических изделий; в - прихватка ребер жесткости (цифрами указана последовательность постановки прихваток)
|
Последнее изменение этой страницы: 2017-04-13; Просмотров: 590; Нарушение авторского права страницы
 Бенардос Н. Н.
Бенардос Н. Н. Рис. Возбуждение электрической дуги:
Рис. Возбуждение электрической дуги:  Рис. Характеристики дуги и сварочного трансформатора:
Рис. Характеристики дуги и сварочного трансформатора:  Для поддержания устойчивой
Для поддержания устойчивой Рис. Внешние характеристики источников тока и вольт-амперные
Рис. Внешние характеристики источников тока и вольт-амперные 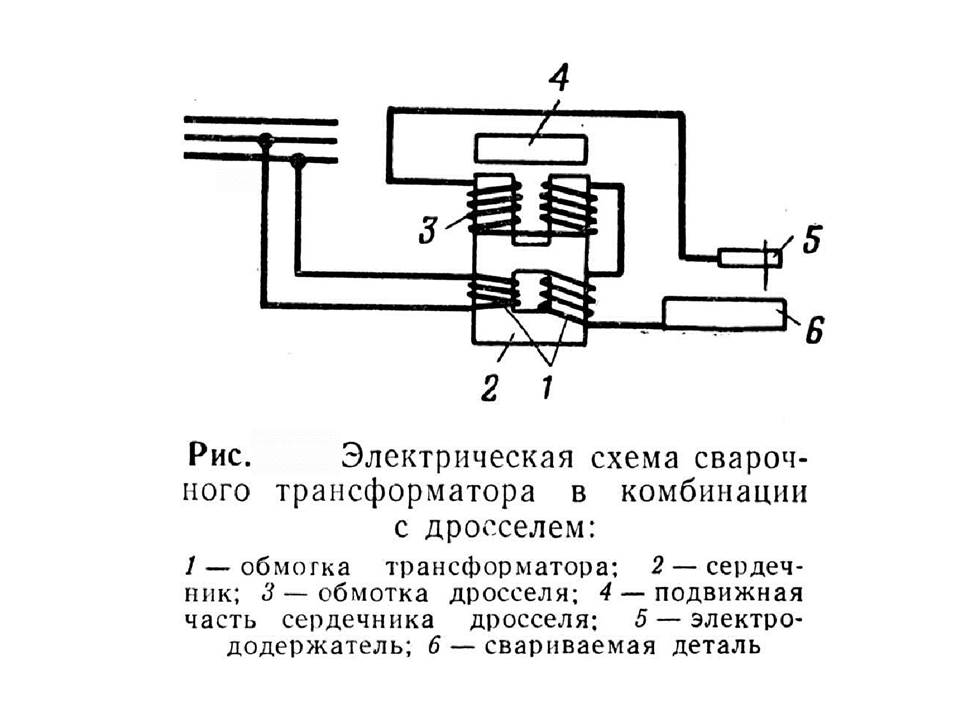
 Рис. Электродуговая сварка:
Рис. Электродуговая сварка:  Рис. Сравнение формы (глубины и ширины) зоны нагрева
Рис. Сравнение формы (глубины и ширины) зоны нагрева 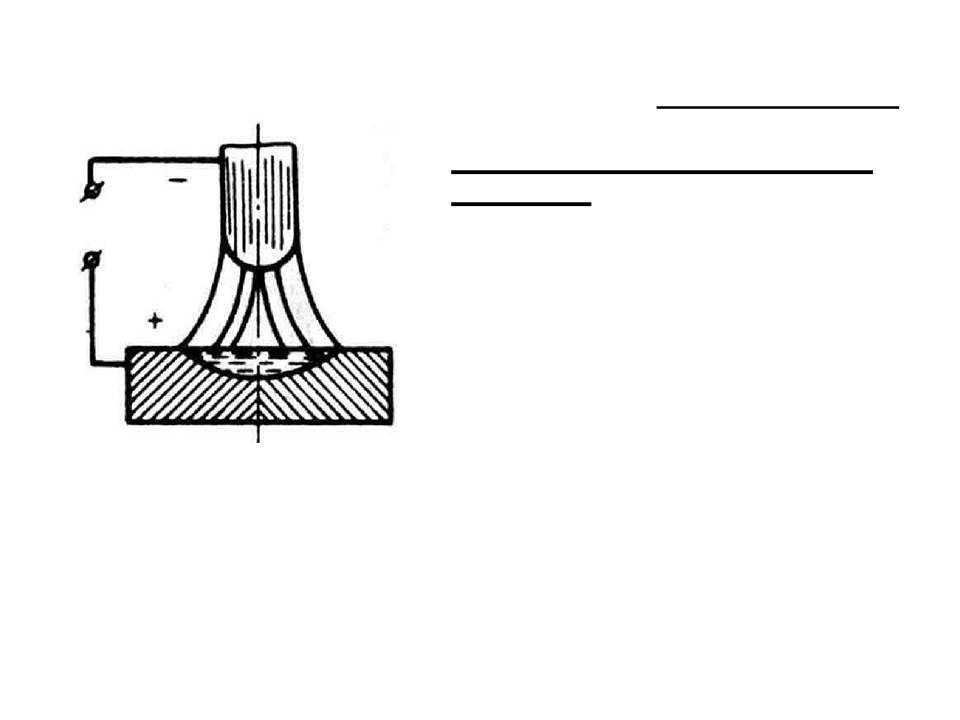 Постоянный ток прямой полярности
Постоянный ток прямой полярности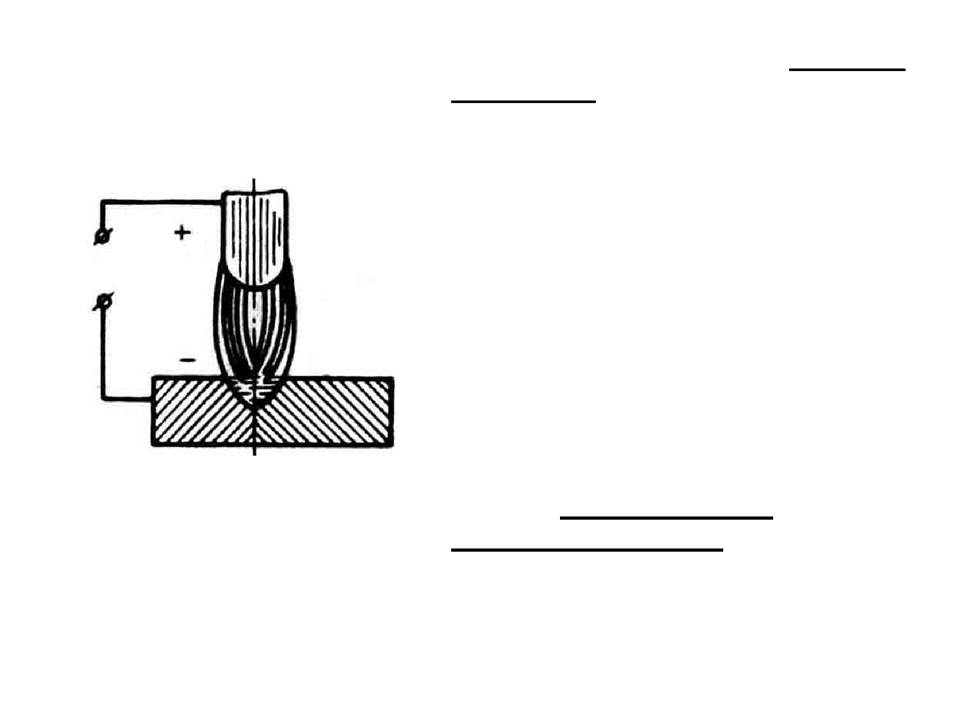 В случае применения тока обратной
В случае применения тока обратной Основными
Основными При сварке покрытыми
При сварке покрытыми В ремонтной практике для изготовления электродов
В ремонтной практике для изготовления электродов В целях защиты от насыщения кислородом и азотом воздуха
В целях защиты от насыщения кислородом и азотом воздуха Рис. Сварка в среде защитного газа:
Рис. Сварка в среде защитного газа:  Рис. Схема поста для аргонодуговой сварки:
Рис. Схема поста для аргонодуговой сварки:  Основными
Основными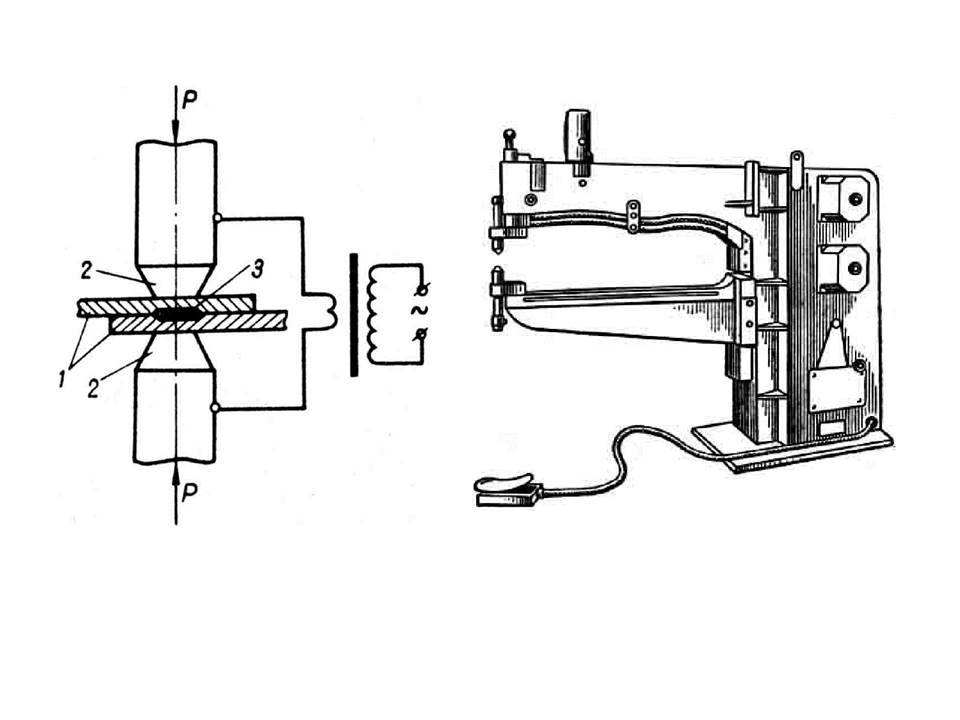 Рис. Схема точечной сварки: Рис. Стационарная машина для
Рис. Схема точечной сварки: Рис. Стационарная машина для  Рис. Схема роликовой сварки: Рис. Машина для
Рис. Схема роликовой сварки: Рис. Машина для  Рис. Тепловая модель сварного шва
Рис. Тепловая модель сварного шва 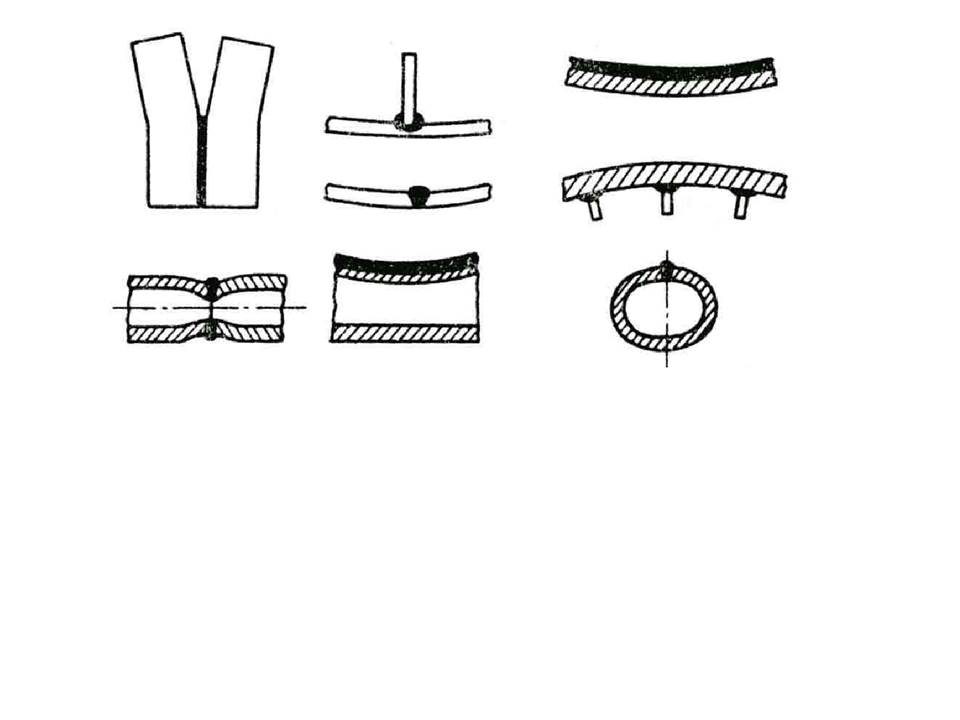 Рис. Сварочные деформации типовых соединений
Рис. Сварочные деформации типовых соединений  Рис. Способы уменьшения сварочных деформаций:
Рис. Способы уменьшения сварочных деформаций:  Рис. Обратные деформации элемента в балке:
Рис. Обратные деформации элемента в балке:  Рис. Порядок сварки Х-образного
Рис. Порядок сварки Х-образного Рис. Постановки прихваток:
Рис. Постановки прихваток:  Рис. Формы накладок и заполнителей для заделки пробоин
Рис. Формы накладок и заполнителей для заделки пробоин