
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сваркой и порядок их приварки ⇐ ПредыдущаяСтр 4 из 4
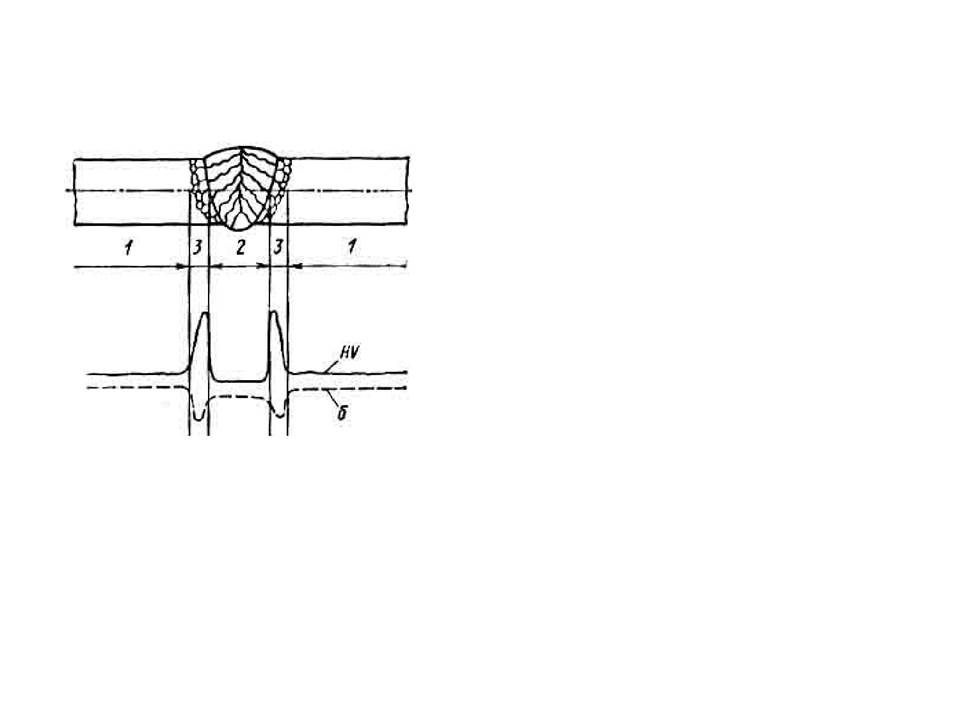
До начала ремонта силовых элементов сваркой ее качество проверяется на образцах, которые проходят испытания в лаборатории. Эффективность ремонта оценивается расчетом на равнопрочность по действующим на ремонтируемый элемент нагрузкам. Рис. Неоднородность механических свойств различных зон сварного соединения легированной стали: 1 - основной металл; 2 - шов; 3 - зона термического влияния; HB - твердость; d - пластичность (относительное удлинение) Данные для расчета на прочность берутся из таблиц нагрузок, которые приводятся в руководстве по ремонту или в альбоме основных сочленений данного тпа воздушного судна Наиболее опасным сечением при сварке является сечение по переходной зоне от шва к основному металлу (зоне отпуска).
ремонтируемого элемента равно: P = K1·s1в· F, где F- площадь поперечного сечения ремонтируемого элемента;
s1в -предел прочности на растяжение материала ремонтируемого элемента до сварки
K1- коэффициент, учитывающий снижение прочности основного металла в зоне отпуска (выбирается по таблицам в зависимости от: - основного металла, -толщины металла и -вида сварки).
заполнителя: 1 - обечайка изделия; 2 - заполнитель; 3 - технологические пластины; 4 - прихватка; 5 - зазор между основным материалом и заполнителем; R - радиус закругления
а - клинья; б - упоры для листов и угловых профилей; в - уголки на прихватах с бортом; г - скобы; д - струбцины; е и ж - винтовые стяжки
Зацеплением
Обычно формы и размеры швов устанавливаются стандартами, правилами и нормами, техническими условиями и указываются на рабочих чертежах. Так, основные типы швов сварных соединений и их конструктивные элементы • при ручной электродуговой сварке регламентированы ГОСТ 5264-69; • при автоматической и полуавтоматической сварке под флюсом - ГОСТ 8713-58; • для сварных швов, выполненных теми же способами под острым и тупым углом, руководствуются соответственно ГОСТ 11534-65 и ГОСТ 11533-65.
Наиболее частыми Дефектами сварных соединений являются • неполноценность шва, • неравномерная его ширина и высота (рис. ), • крупная чешуйчатость, • бугристость, Рис. Дефекты формы и размеров шва: а - неполномерность шва; б - неравномерность ширины стыкового шва; в - неравномерность по длине катета углового шва; h - требуемая высота усиления шва • наличие седловины.
При ручной и полуавтоматической сварке дефекты могут быть вызваны • недостаточной квалификацией сварщика, • нарушением технологических приемов, • плохим качеством электродов и других сварочных материалов.
зачатую свидетельствует о наличии таких дефектов, как наплывы (натеки), подрезы, прожоги и незаваренные кратеры.
Наплывы (натеки) (рис. ) образуются чаще всего при сварке горизонтальными швами вертикальных поверхностей в результате натекания жидкого металла на кромки холодного основного металла. Они могут быть местными, в виде отдельных застывших капель, или же иметь значительную протяженность вдоль шва. Причинами возникновения наплывов являются: большая величина сварочного тока, длинная дуга, неправильное Рис. Наружные дефекты в швах: положение электрода, большой угол а - стыковых; б - угловых; 1 - наплыв; 2 - подрез наклона изделия при сварке на подъем и спуск. В кольцевых швах наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто выявляются непровары, трещины и другие дефекты.
(канавки), образующиеся в основном металле вдоль края шва при завышенном сварочном токе и длинной дуге, так как в этом случае увеличивается ширина шва и сильнее оплавляются кромки. Подрезы приводят к ослаблению сечения основного металла и могут явиться причиной разрушения сварного соединения.
или наплавленного металла с возможным образованием сквозных отверстий. Они возникают вследствие недостаточного притупления кромок, большого зазора между ними, завышенного сварочного тока или мощности горелки при невысоких скоростях сварки. Особенно часто прожоги наблюдаются в процессе сварки тонкого металла и при выполнении первого прохода многослойного шва.
случае резкого обрыва дуги в конце сварки. Они уменьшают сечение шва и могут явиться очагами образования трещин.
внешним осмотром и измерением
Рис. Универсальный шаблон сварщика УШС2 (а) и примеры его использования для контроля глубины раковин (б) и забоин (в), формы разделки стыков (г), ширины зазора (д)
швов и пример использования одного из шаблонов (б): 1 - угловой шов; 2 - стыковые швы; 3 - шаблон
а - для контроля стыковых швов; б - для контроля угловых швов; h - высота усиления; b - ширина шва
его использования: А, б, в - при контроле швов таврового, нахлесточного и стыкового соединения; г - при измерении зазора между кромками
конструкции В. Э. Ушерова-Маршака: а - определение катета углового шва; б - определение высоты усиления стыкового шва
Размеров сварных швов
сварки сварочный шов должен быть: • слегка выпуклым, • без подрезов и • без непроваров. Поверхность шва должна быть: • светлой, • с четкой мелкой чешуйчатостью.
Заглаженная темная поверхность свидетельствует о перегреве металла, основной причиной которого является недостаточная скорость сварки. Темный матовый слой на поверхности шва при плохом формировании шва указывает на недосточную Рис. Индикатор высоты шва: 1 - индикатор; 2 - скоба газовую защиту.
швов: 1 - резиновый шланг; 2 - пленка керосина
способа контроля швов: насосом для испытания на 1 - пленка керосина; 2 - камера разрежения; 3 - отверстие для впуска воздуха при снятии разрежения; 4 - трехходовой кран; 5 - отвод к вакуумному насосу или эжектору; 6 - плексиглас; 7 - рамка; 8 - прокладка из губчатой резины |
Последнее изменение этой страницы: 2017-04-13; Просмотров: 371; Нарушение авторского права страницы
 Контроль качества сварки
Контроль качества сварки Разрушающее усилие на разрыв в зоне отпуска
Разрушающее усилие на разрыв в зоне отпуска Рис. Порядок прихватки
Рис. Порядок прихватки  Рис. Универсальные сборочные приспособления для сварки:
Рис. Универсальные сборочные приспособления для сварки:  Рис. Приспособления для сварки деталей с жестким
Рис. Приспособления для сварки деталей с жестким  Дефекты формы и размеров сварных швов
Дефекты формы и размеров сварных швов  При сварке плавлением
При сварке плавлением Нарушение формы и размеров шва
Нарушение формы и размеров шва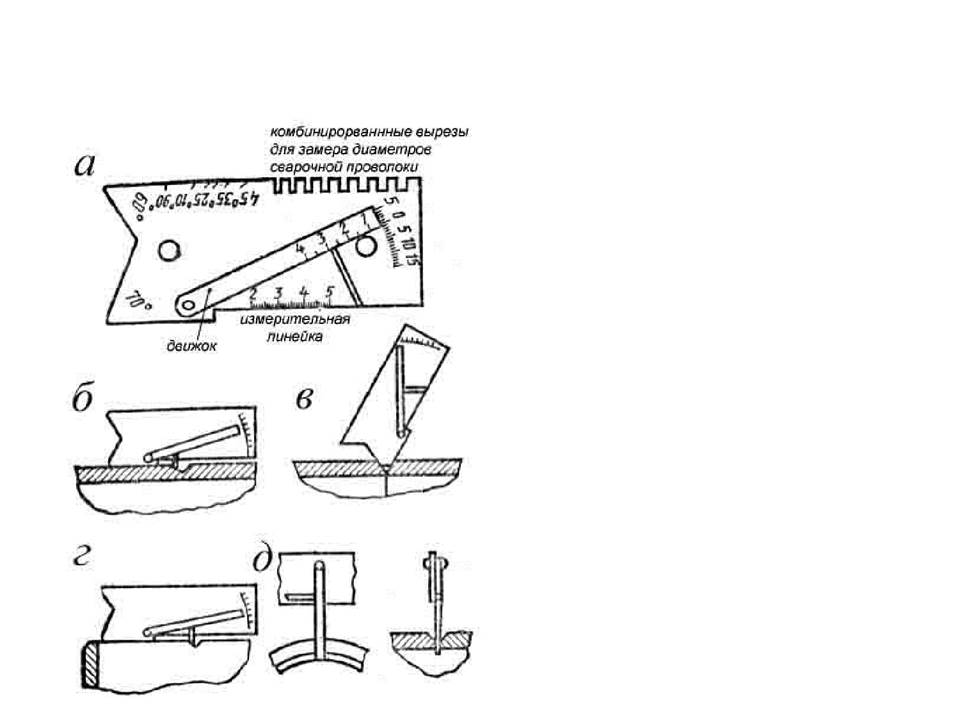 Контроль сварных соединений
Контроль сварных соединений Рис. Набор шаблонов (а) для контроля размеров
Рис. Набор шаблонов (а) для контроля размеров Рис. Предельные шаблоны:
Рис. Предельные шаблоны: 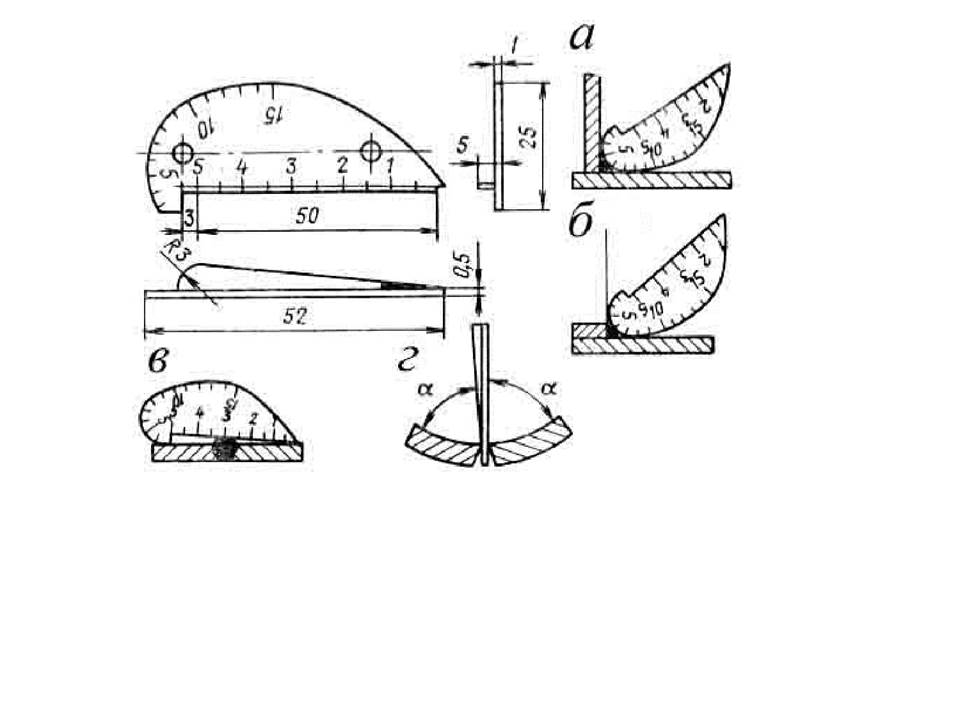 Рис. Универсальный шаблон А. И. Красовского и примеры
Рис. Универсальный шаблон А. И. Красовского и примеры  Рис. Примеры использования универсального шаблона
Рис. Примеры использования универсального шаблона 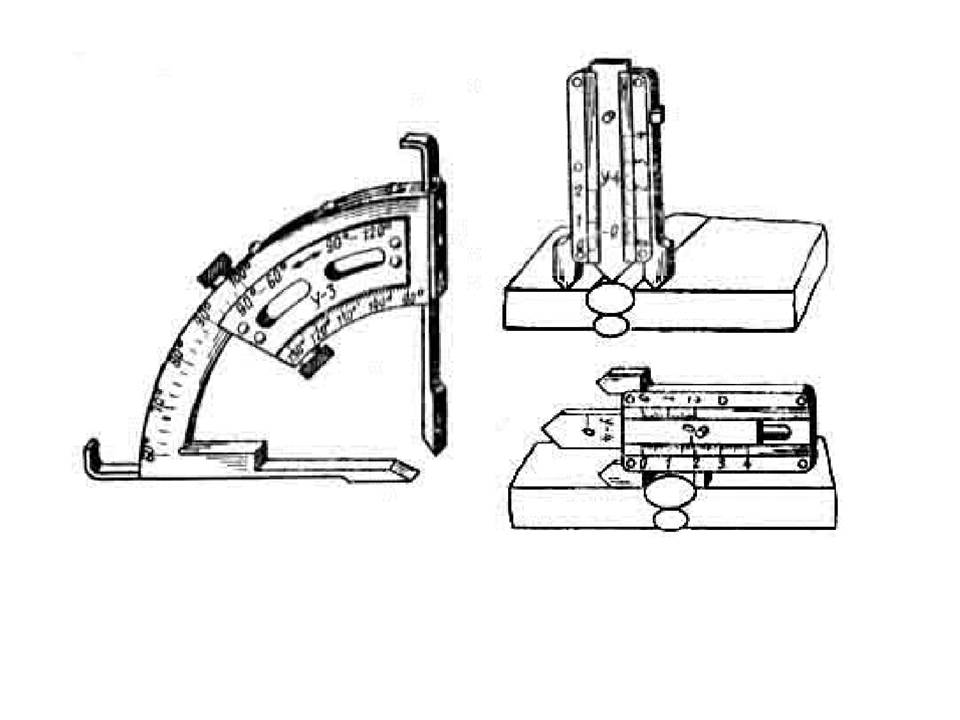 Рис. Универсальные шаблоны разных типов для проверки
Рис. Универсальные шаблоны разных типов для проверки  При нормальных режимах и правильной технике
При нормальных режимах и правильной технике Рис. Схема керосино-пневматического способа контроля
Рис. Схема керосино-пневматического способа контроля  Рис. Схема керосино-вакуумного Рис. Колпак с эжекторным
Рис. Схема керосино-вакуумного Рис. Колпак с эжекторным