
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
МЫСЛИ, НО ВСЁ КОГДА-НИБУДЬ ЛОМАЕТСЯСтр 1 из 7Следующая ⇒
Необходимо своевременно производить техническое обслуживание и строго в соответствии с требованиями эксплуатационной документации. Важным фактором является применение рекомендованных для данного Типа двигателя сортов масел и топлив, своевременное проведение Профилактических осмотров деталей и узлов, контроль наличия Стружки в масле, контроль вибраций, строгое выполнение регламентных работ в установленные сроки.
ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
РЕМОНТА Авиационные двигатели (АД) относятся к машинам, которые быстро совершенствуются. У авиационных ГТД наблюдается тенденция к снижению удельных расходов, росту параметров цикла (степени повышения давления, температуры газа перед турбиной, степени двухконтурности), усложнению систем регулирования и автоматики. В настоящее время летательный аппарат, двигатель и их агрегаты в основном списываются по исчерпании ресурса и достижении предельного технического состояния. Но уже имеют место ситуации, когда списание вызвано моральным старением. Для предотвращения списания ЛА авиационного двигателя и их агрегатов как морально устаревших необходимо, чтобы сроки их службы до исчерпания ресурса составляли 10 - 15 лет. В связи с этим возникает необходимость более интенсивного использования парка ЛА и АД, т.е. сведения к минимуму всех простоев. Наиболее продолжительны технические простои авиационной техники при их ремонте. Поэтому уменьшение календарного времени нахождения ЛА и АД в ремонте является важной экономической задачей. Например, применительно к двигателям гражданских среднемагистральных самолётов продолжительность ремонта должна быть 5¼ 8 суток. Столь жесткие сроки ремонта требуют соответствующей организации всей системы планирования и организации ремонта.
находятся в обороте, к числу мест для них в действующем парке ЛА. Например, для гражданской авиации нормально, когда указанное соотношение составляет 1, 4¼ 1, 6, т.е. примерно 30¼ 40 % парка АД находятся в ожидании установки на ЛА, в ожидании ремонта или проходят ремонт. Требование снижения себестоимости эксплуатации ЛА означает необходимость снижения стоимости ремонта Сiгде i - номер ремонта. Очевидно, что увеличение межремонтного ресурса Tp·(i+1) снижает стоимость лётного часа эксплуатации. Таким образом, снижение стоимости лётного часа зависит от отношения Сi/Tp·(i+1). Иными словами, повышение надёжности авиационной техники означает снижение себестоимости полётов ЛА. Неисправность и отказ подразделяют на устранимые в условиях эксплуатации и неустранимые, вызывающие необходимость ремонта или списания. Устранимые неисправности и отказы вызывают потери, связанные с затратами на их устранение и дополнительными простоями летательного аппарата. Качество ремонта сказывается на интенсивности потока устранимых отказов и неисправностей. Чем ниже качество ремонта, тем выше интенсивность потока устранимых отказов. Это означает, что снижение затрат на ремонт и уменьшение календарной продолжительности ремонта должно сопровождаться повышением качества ремонта. Иначе кажущееся снижение затрат на ремонт обернётся повышенными потерями в процессе эксплуатации двигателя и простоями ЛА.
различные дефекты в виде повреждения поверхностного слоя пера, наклепов по стыковым поверхностям бандажей, износа бандажных полок. Лопатки турбины изготовляют из дорогостоящего материала, при этом выход годных при литье и изготовлении сложных лопаток невелик и составляет 15¼ 20 %. Процесс ремонта лопаток (напыление, упрочнение замковой части и т.д.) требует приобретения сложного оборудования, а также очень дорог. Однако по своей стоимости, по затратам энергетических, финансовых и трудовых ресурсов ремонт составляет примерно 20 % от затрат на изготовление новой лопатки.
не зависят от состояния машины, и стоимости переменных работ, которые связаны с ремонтом и заменой отдельных неисправных частей. К числу постоянных работ относятся монтажные и демонтажные работы, проверка и регулировка. Переменные работы зависят от ресурсов отдельных частей двигателя, конкретных неисправностей. Очевидно, что по мере увеличения порядкового номера ремонта растёт число деталей, ресурс которых оказывается исчерпанным, т.е. растёт число агрегатов, подлежащих восстановлению или замене. Стоимость ремонта при этом, естественно, также увеличивается. Стоимость производства нового двигателя также не остаётся постоянной. Совершенствование технологии, повышение производительности труда приводят к постоянному снижению себестоимости производства двигателя. Помимо этого, стоимость двигателя уменьшается в силу морального старения (рис. 1.1).
и стоимости ремонта Сремот времени эксплуатации Т (КР1¼ КР4 - капитальный ремонт 1¼ 4)
Точка А на рисунке соответствует ситуации, когда стоимость ремонта становится выше стоимости нового ЛА или АД. Из графика следует, что не имеет смысла ремонтировать ЛА или АД более трёх раз.
Периодические виды технического обслуживания называют регламентными работами. Регламентные работы выполняются в рамках эксплуатационного предприятия. Они включают и текущий ремонт. Капитальные и средние ремонты являются разновидностью регламентных работ, но обладают по сравнению с ними большей трудоёмкостью. Последовательность капитальных и средних ремонтов образует систему ремонтов.
этой системе для двигателя и его агрегатов назначаются ресурсы Тр1, Тр2, Тр3. Машины направляются в ремонт независимо от состояния, как только будет исчерпан очередной ресурс до Тpi. Ресурс Тр1, и последующие ресурсы устанавливаются по наиболее " слабым" местам, т.е. по тем частям двигателя или агрегата, на которых наиболее быстро возникает дефект. При этом речь идёт о частях, устранение неисправностей в которых не может быть выполнено в условиях эксплуатационных предприятий из-за большого объёма демонтажных и монтажных работ, регулировок, испытаний и отсутствия специального оборудования. Обычно двигатель имеет несколько " слабых" мест. Ими могут быть увеличение зазора по бандажным полкам лопаток, растрескивание корпуса жаровой трубы, повышенные вибрации из-за износа межвальных и межроторных подшипников и др. Ресурс до ремонта должен быть таков, чтобы развитие дефекта не привело к отказу. Поэтому среди всех " слабых" мест выделяется группа, развитие дефектов на которой идёт наиболее быстро и создаёт наибольшую опасность возникновения отказа. Планово-предупредительная система капитальных ремонтов обеспечивает высокую безопасность полётов. Это связано с тем, что независимо от состояния машины её полностью разбирают и все её части подвергают контролю. Недостатком этой системы является её высокая трудоёмкость и большие простои авиационной техники.
капитального ремонта (КР) разбивается на несколько этапов (обычно не больше четырёх), каждый из которых представляет собой средний ремонт (СР). Работы, выполненные на всех этапах, образуют полный объём КР, так что после их выполнения оказывается, что все части машины были проверены с целью выявления и устранения неисправностей. Этапы ремонта располагаются по наработке через некоторые заранее определенные промежутки. На каждом этапе есть группа постоянных работ, которые выполняются независимо от состояния машины, и группа переменных работ, которые зависят от имеющихся неисправностей. Объём работ на каждом последующем этапе больше, чем на предыдущем. На данном этапе ремонта выполняется только тот объём демонтажных работ, который необходим для устранения возможных на этом этапе дефектов. Преимущество рассматриваемой системы состоит в том, что на каждом этапе объём демонтажных и монтажных работ целиком определяется только теми неисправностями, появление которых возможно. В отличие от этого при планово-предупредительной системе капитальных ремонтов объём демонтажных и монтажных работ намного превышает объём, минимально необходимый для устранения имеющихся неисправностей. Следует иметь в виду, что система регламентированных ремонтов требует для обеспечения безопасности полётов тщательного изучения закономерностей появления неисправностей.
перечисленных выше систем ремонтов характерно, что наработка до очередного ремонта задаётся заранее и не связана с состоянием конкретного двигателя. При этом оказывается, что для части двигателей, которые находились в более благоприятных условиях эксплуатации, ремонт мог бы быть выполнен намного позже, чем это определено величиной Тpi. Макроскопические дефекты. Пример воздействия эрозии на лопатки компрессора ГТД
На характер дефектов камеры сгорания основное влияние оказывают температурные воздействия. Из-за неравномерного нагрева жаровых труб по оси, радиусу и в окружном направлении возникают температурные напряжения. На жаровых трубах, патрубках, кожухах, диффузорах появляются термоусталостные трещины. Неполное сгорание топлива и наличие в нём серы и других веществ приводит к нагарообразованию. Слой нагара на стенках ухудшает охлаждение камеры, создает условия для местного перегрева, что вызывает коробление и растрескивание. Изменение давления газов в ГВТ и колебания участков камер сгорания при резонансных частотах могут вызвать усталостные трещины и разрушения. Процессы зарождения и развития трещин стимулируются концентраторами напряжений: отверстиями, заклёпками, сварными швами, резкими изменениями размеров. Газовая коррозия поверхностей ГВТ снижает статическую и динамическую прочность деталей. В посадочных поясах в результате изнашивания при трении появляются наклёпы, которые нарушают посадки, центрирование корпусов и диффузоров. Износ при трении может быть очень значительным.
следующие параметры: - точность формы и размеры посадочных поверхностей корпусов, кожухов, жаровых труб; - величина биения, осевые зазоры, зазоры в щелях поверхностей жаровых труб; - неперпендикулярность торцевых поверхностей фланцев к посадочным поверхностям; - неплоскостность поверхностей стыков; - герметичность сварных соединений. Основные элементы камеры сгорания - корпус камеры сгорания, жаровая труба и топливный коллектор. При ремонте камер сгорания большая часть объёма работ приходится на ремонт корпусов и жаровых труб. Технологической особенностью ремонта является преобладание узловой обработки. Эта особенность обусловлена большим количеством неподвижных неразъёмных соединений в узлах камер сгорания. При восстановлении таких соединений широко используется сварка.
Узел турбины относится к наиболее напряженным элементам двигателя. Условия работы характеризуются не только очень высокими уровнями рабочих температур, но и частыми сменами их значений, что приводит к потере прочности материала лопаток и разрушению защитных покрытий на поверхности лопаток. Проточная часть турбины подвержена воздействию высокоскоростного потока газа, который содержит агрессивные компоненты, вызывающие газовую коррозию лопаток. Кроме того, в потоке газа находятся твёрдые частицы, повреждающие поверхность лопаток, в результате чего происходит их абразивный износ. В процессе эксплуатации на лопатках турбины могут появляться местные зоны перегрева, образовываться трещины как на пере лопатки, так и в районе перфорации, выработка и наклёп на втулках под цапфы блоков сопловых аппаратов, износ бандажных полок и т.д. С перепадами температур связаны деформации и усадка корпусов. Внутренняя часть корпуса нагревается сильнее наружной, обдуваемой воздухом. Внутренний диаметр остывающего корпуса быстро уменьшается. В слоях металла, примыкающих к внутренней поверхности, возникают напряжения сжатия, в наружных - растяжения. Создаются условия для пластических деформаций корпуса, возникает коробление, изменяются посадки. Последствия нагрева выражаются и в недопустимых структурных превращениях в металле.
Усугубляют их повреждения поверхностного слоя. Даже мельчайшие трещины (размером до 1 мкм) значительно снижают сопротивление ползучести. Остаточные удлинения от ползучести рабочих лопаток и дисков изменяют радиальные зазоры. Большинство дефектов так или иначе связано с вибрациями. Снижение вибраций достигается многократными выверками биений, сложной системой уравновешивания роторов. Технические требования предусматривают ограничения следующих параметров: - радиальных зазоров между корпусом турбины и рабочими лопатками, ободами дисков и бандажными полками в лабиринтных уплотнениях; - размеров и биений посадочных поверхностей валов, дисков, рабочих колёс, сопловых аппаратов, шлицов, лабиринтных поясов, сопрягаемых с гребешками лабиринтов; - отклонений от плоскости, перпендикулярности и концентричности рабочих поверхностей фланцев корпусов, сопловых аппаратов; - отклонений формы и размеров контура пера рабочих и сопловых лопаток в расчётных сечениях, ёлочного замка, бандажных полок, гребешков лабиринтов, ёлочных пазов дисков; - шероховатости рабочих поверхностей деталей; - люфтов лопаток и зазоров в бандажных поясах; - остаточных дисбалансов валов, дисков, рабочих колёс, ротора в целом; - площади проходного сечения сопловых аппаратов; - частоты собственных колебаний рабочих лопаток.
Целом, так и отдельных её элементов. Поскольку лопатки, диски, корпуса, валы и другие детали турбины изготовляются из очень дорогостоящих сплавов, как правило на основе никеля и хрома, а технология производства, в особенности лопаток, чрезвычайно трудоёмка, остро встаёт вопрос о ремонте и восстановлении работоспособности турбины.
ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
Агрегаты представляют собой сложные конструкции с малогабаритными деталями, имеющие жесткие допуски размеров и высокую чистоту поверхности. Основными агрегатами являются топливные и масляные насосы, насосы-регуляторы, агрегаты автоматики.
Особенности ремонта агрегатов определяются: - малыми эксплуатационными износами деталей и, соответственно, малыми допусками на зазоры трущихся пар; - индивидуальным подбором ответственных деталей (плунжерные и золотниковые пары), резко повышающим объем доводочных работ, увеличивающим номенклатуру оснастки и оборудования; - испытаниями частей и агрегатов с индивидуальной настройкой и регулировкой; - многообразием конструкций агрегатов.
Указанные особенности вынуждают ремонтировать агрегаты в отдельном цехе, в котором выполняются все операции ремонта.
приспособления, исключающие деформации корпусов и сокращающие время на установку и закрепление агрегатов. Корпуса агрегатов с сетью внутренних каналов перед промывкой прокачивают горячим маслом или керосином под давлением. Для повышения эффективности очистки в струю керосина периодически подаётся сжатый воздух. Качество прокачки проверяется по контрольной сетке, установленной на выходе из агрегата. Отсутствие загрязнений на сетке свидетельствует о чистоте каналов. Основными видами изнашивания агрегатов являются: износ при трении, эрозия, коррозия, усталость.
" Руководством по капитальному ремонту".
Этапы ремонта: 1. Поступление редуктора на склад завода; 2. Составление акта входного контроля. Поступление в ремонтный цех; 3. Изучение документации редуктора; 4. Разборка редуктора; 5. Мойка и сушка редуктора; 6. Дефектация деталей и узлов редуктора; 7. Ремонт (в том числе пневмо - гидро испытания) узлов редуктора; 8. Комплектовка деталей и узлов редуктора; 9. Поузловая сборка, испытание узлов, общая сборка редуктора; 10. Испытание редуктора на стенде моторно-испытательной станции; 11. Консервация и отправка на склад готовой продукции; 12. Отправка в эксплуатирующее подразделение.
Редуктор поступает из эксплуатирующего подразделения на склад завода, отработав межремонтный ресурс, или же при досрочном снятии (из-за возникших неполадок). Редуктор поступает в безопасно упакованном деревянном контейнере вместе с формуляром.
Ремонтный цех
Составляется акт входного контроля (акт комплектности). Проверяется наличие всех технологических и транспортировочных заглушек, узлов и запасных деталей (рессоры, соединяющие двигатели с муфтами редуктора). Согласно производственному плану редуктор поступает в ремонтный цех.
Узлов редуктора
Детали и узлы восстанавливают следующими способами: - Механической обработкой; - Слесарной обработкой; - Термической обработкой; - Гальванической обработкой - восстановление защитных покрытий и размеров; - Напылением (газопламенным, газоплазменным, детонационным, ионно -плазменным); - Сваркой; - Покраской - восстановление лакокрасочных покрытий.
После ремонта деталей и узлов, для выявления возможных дефектов, производят пневмо-гидро испытания. По окончании ремонта детали и узлы промывают в бензине с добавлением масла Б-3В.
После ремонта осуществляется комплектовка всех деталей и узлов редуктора: - Телеги с отремонтированными деталями и узлами доукомплектовываются деталями и узлами I категории; - Детали обязательной замены (самоконтрящиеся гайки, болты, шайбы, резиновые уплотнители, шплинты, паранитовые прокладки, контровочная проволока, контровочные кольца, шпонки и т.д.) комплектуются в специальные сортовики; - Крепёж, транспортировочные заглушки комплектуются в отдельные сортовики; - Подшипники в зависимости от ресурса доукомплектовываются подшипниками I категории.
Для каждого узла редуктора имеется специальный сортовик.
Динамометрический ключ. Сателлиты
Сборка редуктора
Редуктор собирают в определённой последовательности. В процессе сборки, собранные узлы (например, маслоагрегат и вал несущего винта), форсунки испытывают на специальных установках. Для сборки каждого узла имеются свои приспособления и инструмент согласно РКР. Для проверки зазоров, биения, люфта используются индикаторы часового типа. Для проверки зацепления шестерён между собой применяют метод проверки на краску (смотрят контактные отпечатки на зубцах). При затягивании гаек, используют торцовые, рожковые и накидные ключи. Если при сборке узла требуется точный момент затяжки гаек, то после затягивания ключом, используют динамометрический ключ, который показывает в кгс м прилагаемое усилие. При этом сначала делается протяжка (прилагается большее усилие, к примеру 1, 2 кгсм), а затем подгон (прилагается меньшее усилие - 0, 8 кгсм).
Сборка редуктора
Для обеспечения герметичности, при сборке крышек и агрегатов с корпусом редуктора устанавливаются во фланцевые соединения паранитовые прокладки, смазанные герметиком. Для обеспечения посадки с натягом детали нагревают в печах до 120¼ 140 °С, к примеру в случаи напрессовки внутренних обойм роликовых подшипников на шейки сателлитов. Все операции рабочего проверяются контролёром. При особо ответственных переходах контролёр присутствует при выполнении операции сборки. По окончании сборки редуктора его прокачивают горячим маслом для промывки, проверки герметичности и первичной смазки перед испытанием. После прокачки на редукторе устанавливают транспортировочные заглушки и отправляют на испытание.
подшипников на шейки сателлитов
МЫСЛИ, НО ВСЁ КОГДА-НИБУДЬ ЛОМАЕТСЯ
восстановление технических параметров и характеристик, изменяющихся при эксплуатации и определяющих возможность использования изделия по прямому назначению (ГОСТ 2.602-68).
Под словом ремонт понимают комплекс работ, которые проводят для получения нормальной работоспособности элементов или целой машины. Сюда включают разборку, дефектовку, сборку, обкатку, покраску, контроль.
Термин восстановление применяют в тех случаях, когда неисправности деталей устраняют различными способами обработки или приданием первоначальных размеров, форм и физико-механических свойств.
условий эксплуатации объекта надёжность может включать в себя как отдельные свойства, такие, как безотказность, долговечность, ремонтопригодность и сохраняемость двигателя, так и комбинацию этих свойств.
Для конкретных объектов и условий их эксплуатации указанные свойства надёжности имеют различную относительную значимость, однако важнейшими из них являются безотказность и долговечность, и поэтому во многих случаях, когда это специально не оговорено, под надёжностью подразумевают именно безотказность и долговечность объектов.
Уровень надёжности авиационных изделий, задаваемый техническими требованиями, характеризуется рядом количественных показателей, среди которых наиболее часто используется вероятность безотказной работы. Применительно к отдельным узлам и элементам изделий удобнее использовать количественный показатель - наработку на отказ.
времени в установленных пределах значения всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения, технического обслуживания, ремонтов, хранения и транспортировки.
Безопасность - это свойство объекта (ВС, двигателя, узла) не причинять вреда людям и окружающей среде в условиях эксплуатации.
Работоспособность - это состояние объекта (ВС, двигателя, узла), при котором он способен выполнять заданные функции с параметрами, установленными требованиями технической документации.
Безотказность - это свойство объекта (ВС, двигателя, узла) непрерывно сохранять работоспособное состояние в течение некоторого времени или наработки.
работоспособное состояние до наступления предельного состояния при установленной системе технического обслуживания и ремонтов до некоторого предельного состояния, которое обуславливается либо экономическими показателями, либо требованиями безопасности.
Ремонтопригодность - это свойство объекта (ВС, двигателя, узла), заключающееся в приспособленности к продлению и восстановлению работоспособного состояния путём проведения технического обслуживания и ремонта.
Сохраняемость - это свойство объекта (ВС, двигателя, узла) сохранять в заданных пределах значения параметров, характеризующих способность объекта выполнять требуемые функции в течение и после хранения и (или) транспортирования.
пять основных состояний объектов: 1. Исправное; 2. Неисправное; 3. Работоспособное; 4. Неработоспособное; 5. Предельное.
Переход объекта из одного состояния в другое происходит вследствие событий: повреждений или отказов. Появление и развитие каждого события обусловлены внутренними процессами, происходящими в элементах и деталях объекта, характером нагружений и действием внешних условий. Раскрытие физических причин и прогнозирование закономерностей развития событий является одной из важнейших и сложных задач теории и практики надёжности.
состояние.
Исправное состояние (исправность) - это состояние объекта (ВС, двигателя, узла), при котором он соответствует всем требованиям нормативно-технической документации.
Неисправное состояние (неисправность) - это состояние объекта (ВС, двигателя, узла), при котором он не соответствует хотя бы одному из требований технической или конструкторской документации.
Работоспособный объект в отличие от исправного должен удовлетворять лишь тем требованиям нормативно-технической документации, выполнение которых обеспечивает нормальное применение объекта по назначению.
Понятие исправность шире понятия работоспособность, так как исправный объект, как правило, работоспособен.
Предельное состояние - это состояние объекта (ВС, двигателя, узла), при котором его дальнейшая эксплуатация недопустима или нецелесообразна, либо восстановление его работоспособного состояния невозможно.
состояния объекта (ВС, двигателя, узла) при сохранении его работоспособности.
Дефект - всякое повреждение и разрегулировка объекта (ВС, двигателя, узла) или его отдельного элемента, не приведшие к потере работоспособности объекта.
Отказ - событие, заключающееся в нарушении работоспособного состояния объекта (ВС, двигателя, узла).
количественной оценки надёжности принята следующая классификация отказов авиационных двигателей: 1. Конструктивный отказ - это отказ, обусловленный ошибками или недостатками при конструировании или несовершенством конструкции; 2. Производственно-технологический отказ - это отказ, обусловленный нарушениями (недостатками) принятого производственно-технологического процесса или его несовершенством; 3. Конструктивно-производственный отказ - это отказ, вызванный как ошибками при конструировании, так и нарушениями или несовершенством производственно-технологического процесса; 4. Эксплуатационный отказ - это отказ, вызванный нарушением правил эксплуатации и технического обслуживания.
Кроме того, отказы могут быть вызваны плохим качеством материала, попаданием в двигатель посторонних предметов, низким качеством поставляемых агрегатов и покупных деталей.
двигателя, узла), измеряемый в часах.
Ресурс - это суммарная наработка объекта (ВС, двигателя, узла) от начала эксплуатации или её возобновления после ремонта до перехода его в предельное состояние.
Назначенный ресурс - это суммарная наработка объекта (ВС, двигателя, узла), при достижении которой эксплуатация должна быть прекращена или приостановлена до принятия решения об увеличении ресурса, независимо от его технического состояния. Назначается из соображений безопасности и экономичности.
Гарантийный ресурс (разрешённая наработка при эксплуатации по техническому состоянию - ЭТС) - это установленная в нормативно- технической документации (НТД) наработка объекта (ВС, двигателя, узла), в течение которой изготовитель или ремонтное предприятие гарантирует и обеспечивает выполнение установленных требований к объекту при условии соблюдения правил эксплуатации, хранения и транспортировки.
Межремонтный ресурс - это установленная в НТД для данного этапа серийного производства и эксплуатации наработка между смежными капитальными ремонтами.
на начальном этапе, на так называемом этапе приработки. Поэтому для повышения надёжности двигателей систематически проводят конструктивные, технологические, эксплуатационные и организационно- технические мероприятия. Как показывает статистика, большинство отказов авиационных двигателей во время эксплуатации вызвано разрушением или поломкой деталей из-за их недостаточной прочности, что в 70 % случаев обусловлено вибрацией. Поэтому при проектировании и выпуске двигателей в эксплуатацию много внимания уделяется расчётам деталей на прочность и на воздействие вибрации. Разрушение деталей при эксплуатации, как правило, начинается с поверхности, поскольку поверхностный слой детали оказывается наиболее нагруженным и подвергается воздействию окружающей среды. Поэтому основные технологические мероприятия по повышению надёжности авиационных двигателей направлены на защиту или упрочнение рабочих поверхностей деталей.
|
Последнее изменение этой страницы: 2017-04-13; Просмотров: 350; Нарушение авторского права страницы
 ТЕХНОЛОГИИ РЕМОНТА И
ТЕХНОЛОГИИ РЕМОНТА И  1. ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ЦЕЛЕСООБРАЗНОСТЬ
1. ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ЦЕЛЕСООБРАЗНОСТЬ  Весьма показательно отношение общего числа двигателей, которые
Весьма показательно отношение общего числа двигателей, которые На лопатке газовой турбины в процессе эксплуатации появляются
На лопатке газовой турбины в процессе эксплуатации появляются Стоимость ремонта складывается из стоимости постоянных работ, которые
Стоимость ремонта складывается из стоимости постоянных работ, которые Рис. 1.1. Зависимость стоимости производства нового ЛА или АД Снов
Рис. 1.1. Зависимость стоимости производства нового ЛА или АД Снов 2. СИСТЕМЫ РЕМОНТОВ
2. СИСТЕМЫ РЕМОНТОВ  Планово-предупредительная система капитальных ремонтов. При
Планово-предупредительная система капитальных ремонтов. При Система регламентированных ремонтов. При этой системе весь объём
Система регламентированных ремонтов. При этой системе весь объём Система ремонтов по фактическому техническому состоянию. Для
Система ремонтов по фактическому техническому состоянию. Для 6. РЕМОНТ КАМЕРЫ СГОРАНИЯ
6. РЕМОНТ КАМЕРЫ СГОРАНИЯ  Технические требования на ремонт камеры сгорания регламентируют
Технические требования на ремонт камеры сгорания регламентируют 7. РЕМОНТ ТУРБИНЫ
7. РЕМОНТ ТУРБИНЫ  Ползучесть вызывает необратимые деформации лопаток и дисков.
Ползучесть вызывает необратимые деформации лопаток и дисков. Эксплуатационные дефекты снижают ресурс как турбины в
Эксплуатационные дефекты снижают ресурс как турбины в  8. РЕМОНТ АГРЕГАТОВ
8. РЕМОНТ АГРЕГАТОВ  При разборке используются быстросъёмные бестисковые зажимные
При разборке используются быстросъёмные бестисковые зажимные Ремонт редукторов на заводе осуществляется строго в соответствии с
Ремонт редукторов на заводе осуществляется строго в соответствии с Этап №1. Поступление редуктора на склад завода
Этап №1. Поступление редуктора на склад завода  Рис. 9.1. Поступившие из эксплуатации редукторы. Склад приёмки
Рис. 9.1. Поступившие из эксплуатации редукторы. Склад приёмки Этап №2. Составление акта входного контроля. Поступление в
Этап №2. Составление акта входного контроля. Поступление в  Этап №8. Комплектовка деталей и узлов редуктора
Этап №8. Комплектовка деталей и узлов редуктора  Рис. 9.4. Сортовик с различными малогабаритными деталями.
Рис. 9.4. Сортовик с различными малогабаритными деталями. Этап №9. Поузловая сборка, испытание узлов, общая
Этап №9. Поузловая сборка, испытание узлов, общая  Этап №9. Поузловая сборка, испытание узлов, общая
Этап №9. Поузловая сборка, испытание узлов, общая  Рис. 9.5. Участок сборки редукторов
Рис. 9.5. Участок сборки редукторов Рис. 9.6. Участок сборки редукторов
Рис. 9.6. Участок сборки редукторов Рис. 9.7. Участок масляной прокачки деталей и узлов редуктора
Рис. 9.7. Участок масляной прокачки деталей и узлов редуктора Рис. 9.8. Прокачка маслом вала несущего винта
Рис. 9.8. Прокачка маслом вала несущего винта Рис. 9.9. Напрессовка внутренних обойм роликовых
Рис. 9.9. Напрессовка внутренних обойм роликовых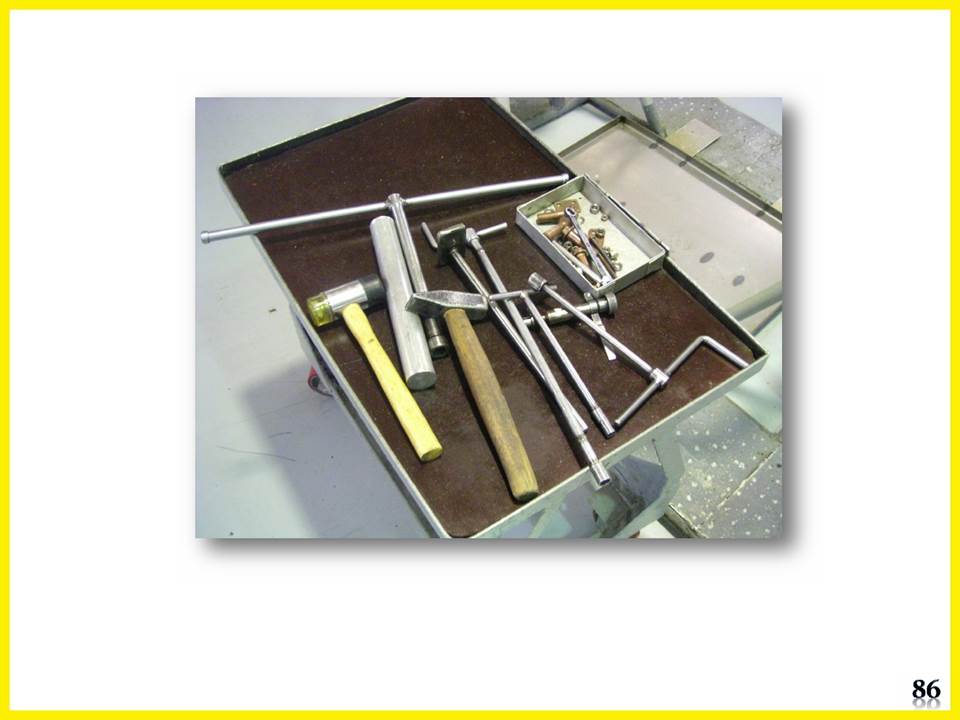 Рис. 9.10. Лоток с инструментом
Рис. 9.10. Лоток с инструментом Рис. 9.11. Затяжка гайки сателлита динамометрическим ключом
Рис. 9.11. Затяжка гайки сателлита динамометрическим ключом Рис. 9.12. Прокачка маслом собранного редуктора
Рис. 9.12. Прокачка маслом собранного редуктора Рис. 9.13. Собранный редуктор на участке сборки
Рис. 9.13. Собранный редуктор на участке сборки Этап №10. Испытание редуктора на стенде
Этап №10. Испытание редуктора на стенде 
 Ремонт - это технически возможное и экономически целесообразное
Ремонт - это технически возможное и экономически целесообразное Надёжность является комплексным свойством. В зависимости от назначения и
Надёжность является комплексным свойством. В зависимости от назначения и Надёжность - это свойство объекта (ВС, двигателя, узла) сохранять во
Надёжность - это свойство объекта (ВС, двигателя, узла) сохранять во Долговечность - это свойство объекта (ВС, двигателя, узла) сохранять
Долговечность - это свойство объекта (ВС, двигателя, узла) сохранять Надёжность объекта зависит от его технического состояния. Различают
Надёжность объекта зависит от его технического состояния. Различают Нормальным состоянием объекта или изделия является исправное
Нормальным состоянием объекта или изделия является исправное Повреждение - событие, заключающееся в нарушении исправного
Повреждение - событие, заключающееся в нарушении исправного В настоящее время для практического использования результатов
В настоящее время для практического использования результатов Наработка - это продолжительность или объём работы объекта (ВС,
Наработка - это продолжительность или объём работы объекта (ВС,  Отказы двигателей в процессе эксплуатации особенно часто наблюдаются
Отказы двигателей в процессе эксплуатации особенно часто наблюдаются Чтобы предотвратить появление неисправностей или дефектов,
Чтобы предотвратить появление неисправностей или дефектов,