
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Одним из универсальных способов повышения прочности является поверхностное упрочнение деталей путем наклёпа. Степень упрочнения должна повышаться с ростом концентрации напряжений.
Основные процессы изнашивания деталей компрессора - износ при трении, повреждении проточной части посторонними предметами, накоплении усталости, эрозии и коррозии. Износ при трении проявляется в виде изменений: размеров и формы посадочных поверхностей (цапфы, корпуса подшипников, втулок направляющих лопаток, хвостовиков лопаток, торцевых поверхностей антивибрационных полок), рисок, надиров, схватывания (пазов замков дисков, замковых частей лопаток, поверхности разъёмов). Под влиянием аэродинамических, вибрационных, изгибных сил и колебаний в материале накапливается усталость . Трещины могут возникать на обечайках корпусов, в рабочих и направляющих лопатках, по сварным швам. Нестабильность течения и пульсация потока в диффузорных каналах за компрессором могут вызвать усталостные разрушения тонких стенок деталей воздушного тракта. Вибрационные напряжения в сочетании с аэродинамическими нагрузками бывают причиной усталостных разрушений лопаток.
основных параметров двигателя: тяги, удельного расхода топлива, температуры газов перед турбиной. Наибольшему повреждению подвергаются входные и выходные кромки лопаток, а также периферийные части лопаток ротора и статора. При значительном износе уменьшаются хорды лопаток, что снижает запас газодинамической устойчивости компрессора. Повреждение ГВТ посторонними предметами (песок, мелкие камни, лед, град) наиболее характерно для летательных аппаратов с низко расположенными двигателями. Особенно сильно повреждаются передние кромки лопаток в основном первых ступеней. Забоины на поверхности лопаток, особенно между узлами колебаний, где изгибные напряжения выше, являются обычно местами возникновения усталостных трещин. Коррозии подвержены поверхности проточной части компрессора (поверхности лопаток, кольца входного и направляющего аппаратов и др.). Коррозионное повреждение лопаток снижает предел выносливости их материала на 10¼ 30%. Деформации и коробление корпусов вызываются перепадами температур и разной жёсткостью корпуса по длине и радиусу.
параметры: • радиальные зазоры между торцами рабочих лопаток и корпусом; • зазоры в лабиринтных уплотнениях; • размеры, биения и эллипсность центрирующих и посадочных поверхностей корпусов, цапф, поверхностей с уплотнительным слоем; • размеры биения по гребешкам лабиринтов; • люфты лопаток, шероховатость, размеры лопаток по профильной и замковой частям; • вибрационные характеристики рабочих лопаток; • неплоскостность торцевых поверхностей корпусов, колец направляющих аппаратов; • дисбаланс ротора и его частей. При ремонте устраняются поверхностные дефекты, восстанавливаются размеры, форма, взаимное расположение поверхностей деталей. Зачищаются налёт коррозии, риски, задиры, забоины, наклёпы. Зачищенные места полируются и подвергаются антикоррозийной обработке. Форма тонкостенных деталей восстанавливается рихтовкой (правкой). Форма и размеры центрирующих и посадочных поверхностей дисков, валов, допустимые биения торцевых и опорных поверхностей восстанавливаются механической обработкой и нанесением покрытий.
воздействию сред, вызывающих эрозию, таких как песок, грязь и вулканический пепел, которые находятся в воздухе во взвешенном состоянии. Это воздействие усиливается во время взлёта и посадки, особенно по полосе без надлежащего покрытия или во время работы в пустыне. Эрозия особенно вредна для компрессора двигателя, что влечёт за собой снижение КПД и помпаж, уменьшается срок службы, повышается расход топлива и снижаются показатели надёжности двигателей.
Пример воздействия эрозии на лопатки компрессора ГТД
На характер дефектов камеры сгорания основное влияние оказывают температурные воздействия. Из-за неравномерного нагрева жаровых труб по оси, радиусу и в окружном направлении возникают температурные напряжения. На жаровых трубах, патрубках, кожухах, диффузорах появляются термоусталостные трещины. Неполное сгорание топлива и наличие в нём серы и других веществ приводит к нагарообразованию. Слой нагара на стенках ухудшает охлаждение камеры, создает условия для местного перегрева, что вызывает коробление и растрескивание. Изменение давления газов в ГВТ и колебания участков камер сгорания при резонансных частотах могут вызвать усталостные трещины и разрушения. Процессы зарождения и развития трещин стимулируются концентраторами напряжений: отверстиями, заклёпками, сварными швами, резкими изменениями размеров. Газовая коррозия поверхностей ГВТ снижает статическую и динамическую прочность деталей. В посадочных поясах в результате изнашивания при трении появляются наклёпы, которые нарушают посадки, центрирование корпусов и диффузоров. Износ при трении может быть очень значительным.
следующие параметры: - точность формы и размеры посадочных поверхностей корпусов, кожухов, жаровых труб; - величина биения, осевые зазоры, зазоры в щелях поверхностей жаровых труб; - неперпендикулярность торцевых поверхностей фланцев к посадочным поверхностям; - неплоскостность поверхностей стыков; - герметичность сварных соединений. Основные элементы камеры сгорания - корпус камеры сгорания, жаровая труба и топливный коллектор. При ремонте камер сгорания большая часть объёма работ приходится на ремонт корпусов и жаровых труб. Технологической особенностью ремонта является преобладание узловой обработки. Эта особенность обусловлена большим количеством неподвижных неразъёмных соединений в узлах камер сгорания. При восстановлении таких соединений широко используется сварка.
Узел турбины относится к наиболее напряженным элементам двигателя. Условия работы характеризуются не только очень высокими уровнями рабочих температур, но и частыми сменами их значений, что приводит к потере прочности материала лопаток и разрушению защитных покрытий на поверхности лопаток. Проточная часть турбины подвержена воздействию высокоскоростного потока газа, который содержит агрессивные компоненты, вызывающие газовую коррозию лопаток. Кроме того, в потоке газа находятся твёрдые частицы, повреждающие поверхность лопаток, в результате чего происходит их абразивный износ. В процессе эксплуатации на лопатках турбины могут появляться местные зоны перегрева, образовываться трещины как на пере лопатки, так и в районе перфорации, выработка и наклёп на втулках под цапфы блоков сопловых аппаратов, износ бандажных полок и т.д. С перепадами температур связаны деформации и усадка корпусов. Внутренняя часть корпуса нагревается сильнее наружной, обдуваемой воздухом. Внутренний диаметр остывающего корпуса быстро уменьшается. В слоях металла, примыкающих к внутренней поверхности, возникают напряжения сжатия, в наружных - растяжения. Создаются условия для пластических деформаций корпуса, возникает коробление, изменяются посадки. Последствия нагрева выражаются и в недопустимых структурных превращениях в металле.
Усугубляют их повреждения поверхностного слоя. Даже мельчайшие трещины (размером до 1 мкм) значительно снижают сопротивление ползучести. Остаточные удлинения от ползучести рабочих лопаток и дисков изменяют радиальные зазоры. Большинство дефектов так или иначе связано с вибрациями. Снижение вибраций достигается многократными выверками биений, сложной системой уравновешивания роторов. Технические требования предусматривают ограничения следующих параметров: - радиальных зазоров между корпусом турбины и рабочими лопатками, ободами дисков и бандажными полками в лабиринтных уплотнениях; - размеров и биений посадочных поверхностей валов, дисков, рабочих колёс, сопловых аппаратов, шлицов, лабиринтных поясов, сопрягаемых с гребешками лабиринтов; - отклонений от плоскости, перпендикулярности и концентричности рабочих поверхностей фланцев корпусов, сопловых аппаратов; - отклонений формы и размеров контура пера рабочих и сопловых лопаток в расчётных сечениях, ёлочного замка, бандажных полок, гребешков лабиринтов, ёлочных пазов дисков; - шероховатости рабочих поверхностей деталей; - люфтов лопаток и зазоров в бандажных поясах; - остаточных дисбалансов валов, дисков, рабочих колёс, ротора в целом; - площади проходного сечения сопловых аппаратов; - частоты собственных колебаний рабочих лопаток.
Целом, так и отдельных её элементов. Поскольку лопатки, диски, корпуса, валы и другие детали турбины изготовляются из очень дорогостоящих сплавов, как правило на основе никеля и хрома, а технология производства, в особенности лопаток, чрезвычайно трудоёмка, остро встаёт вопрос о ремонте и восстановлении работоспособности турбины.
ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
Агрегаты представляют собой сложные конструкции с малогабаритными деталями, имеющие жесткие допуски размеров и высокую чистоту поверхности. Основными агрегатами являются топливные и масляные насосы, насосы-регуляторы, агрегаты автоматики.
Особенности ремонта агрегатов определяются: - малыми эксплуатационными износами деталей и, соответственно, малыми допусками на зазоры трущихся пар; - индивидуальным подбором ответственных деталей (плунжерные и золотниковые пары), резко повышающим объем доводочных работ, увеличивающим номенклатуру оснастки и оборудования; - испытаниями частей и агрегатов с индивидуальной настройкой и регулировкой; - многообразием конструкций агрегатов.
Указанные особенности вынуждают ремонтировать агрегаты в отдельном цехе, в котором выполняются все операции ремонта.
приспособления, исключающие деформации корпусов и сокращающие время на установку и закрепление агрегатов. Корпуса агрегатов с сетью внутренних каналов перед промывкой прокачивают горячим маслом или керосином под давлением. Для повышения эффективности очистки в струю керосина периодически подаётся сжатый воздух. Качество прокачки проверяется по контрольной сетке, установленной на выходе из агрегата. Отсутствие загрязнений на сетке свидетельствует о чистоте каналов. Основными видами изнашивания агрегатов являются: износ при трении, эрозия, коррозия, усталость.
" Руководством по капитальному ремонту".
Этапы ремонта: 1. Поступление редуктора на склад завода; 2. Составление акта входного контроля. Поступление в ремонтный цех; 3. Изучение документации редуктора; 4. Разборка редуктора; 5. Мойка и сушка редуктора; 6. Дефектация деталей и узлов редуктора; 7. Ремонт (в том числе пневмо - гидро испытания) узлов редуктора; 8. Комплектовка деталей и узлов редуктора; 9. Поузловая сборка, испытание узлов, общая сборка редуктора; 10. Испытание редуктора на стенде моторно-испытательной станции; 11. Консервация и отправка на склад готовой продукции; 12. Отправка в эксплуатирующее подразделение.
Редуктор поступает из эксплуатирующего подразделения на склад завода, отработав межремонтный ресурс, или же при досрочном снятии (из-за возникших неполадок). Редуктор поступает в безопасно упакованном деревянном контейнере вместе с формуляром.
Ремонтный цех
Составляется акт входного контроля (акт комплектности). Проверяется наличие всех технологических и транспортировочных заглушек, узлов и запасных деталей (рессоры, соединяющие двигатели с муфтами редуктора). Согласно производственному плану редуктор поступает в ремонтный цех.
|
Последнее изменение этой страницы: 2017-04-13; Просмотров: 468; Нарушение авторского права страницы
 5. РЕМОНТ КОМПРЕССОРА
5. РЕМОНТ КОМПРЕССОРА  Эрозионный износ лопаток приводит к нежелательному изменению
Эрозионный износ лопаток приводит к нежелательному изменению Технические требования на ремонт компрессора включают следующие
Технические требования на ремонт компрессора включают следующие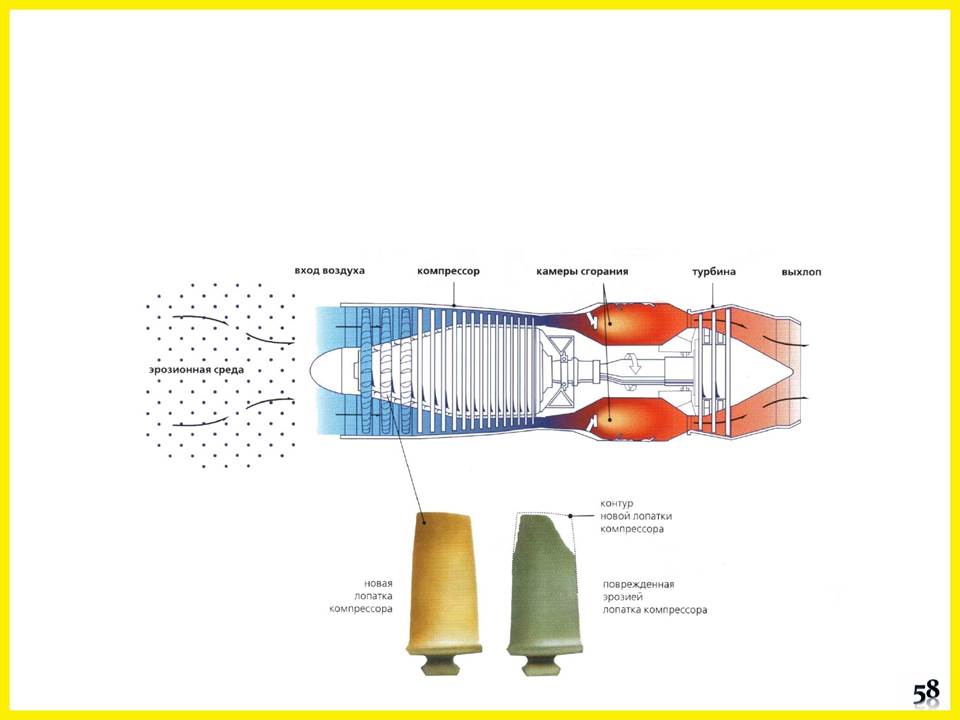 Во время работы вертолета газотурбинные двигатели постоянно подвергаются
Во время работы вертолета газотурбинные двигатели постоянно подвергаются 6. РЕМОНТ КАМЕРЫ СГОРАНИЯ
6. РЕМОНТ КАМЕРЫ СГОРАНИЯ  Технические требования на ремонт камеры сгорания регламентируют
Технические требования на ремонт камеры сгорания регламентируют 7. РЕМОНТ ТУРБИНЫ
7. РЕМОНТ ТУРБИНЫ  Ползучесть вызывает необратимые деформации лопаток и дисков.
Ползучесть вызывает необратимые деформации лопаток и дисков. Эксплуатационные дефекты снижают ресурс как турбины в
Эксплуатационные дефекты снижают ресурс как турбины в  8. РЕМОНТ АГРЕГАТОВ
8. РЕМОНТ АГРЕГАТОВ  При разборке используются быстросъёмные бестисковые зажимные
При разборке используются быстросъёмные бестисковые зажимные ПОЭТАПНЫЙ РЕМОНТ РЕДУКТОРА ВР-8А
ПОЭТАПНЫЙ РЕМОНТ РЕДУКТОРА ВР-8А  Ремонт редукторов на заводе осуществляется строго в соответствии с
Ремонт редукторов на заводе осуществляется строго в соответствии с Этап №1. Поступление редуктора на склад завода
Этап №1. Поступление редуктора на склад завода  Рис. 9.1. Поступившие из эксплуатации редукторы. Склад приёмки
Рис. 9.1. Поступившие из эксплуатации редукторы. Склад приёмки Этап №2. Составление акта входного контроля. Поступление в
Этап №2. Составление акта входного контроля. Поступление в