|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Text 6 B. Types of Suspensions (gallery)
I. Rear Suspension - Dependent (Linked) Systems
- What is the drawback concerning the ride and comfort? (ответis the lack of lateral location for the axle)
1. Solid-Axle, Leaf-Spring
This system was simple and cheap to build. The ride quality is decidedly questionable though. The drive axle is clamped to the leaf springs and the shock absorbers normally bolt directly to the axle. The ends of the leaf springs are attached directly to the chassis, as are the tops of the shock absorbers. The main drawback with this arrangement is the lack of lateral location for the axle, meaning it has a lot of side-to-side slop in it.
2. Solid-Axle, Coil-Spring
What changes have been introduced into this suspension design?
This is a variation and update on the system described above. The basic idea is the same, but the leaf springs have been removed in favour of separate coil springs and shock absorbers. As the result the axle now needs to have lateral support from a pair control arms. The front ends of these are attached to the chassis, the rear ends to the axle. This in turn allows the system to fit in a smaller area under the car. Notes: leaf-spring – листоваярессора coil-spring- спиральнаяпружина driveaxle – ведущий мост solidaxle- неразрезной мост II. Rear Suspension - Independent Systems 1. MacPherson Strut
This is currently, without doubt, the most widely used front suspension system in cars of European origin. It is simplicity itself. The system basically comprises of a strut-type spring and shock absorber combo, which pivots on a ball joint on the single, lower arm. At the top end there is a needle roller bearing on some more sophisticated systems. The strut itself is the load-bearing member in this assembly, with the spring and shock absorber merely performing their duty as oppose to actually holding the car up. Notes: needle roller bearing - игольчатый роликоподшипник III. Double Wishbone Suspension Systems. 1. Coil Spring Type 1
This is a type of double-A or double wishbone suspension. The wheel spindles are supported by an upper and lower 'A' shaped arm. In this type, the lower arm carries most of the load. This is a very parallelogram system that allows the spindles to travel vertically up and down. There are two other types of motion of the wheel relative to the body when the suspension articulates. The first and most important is a toe angle (steer angle). The second and least important is the camber angle, or lean angle. Steer and camber are the ones which wear tyres. Notes: double wishbone suspension -двухрычажная подвеска camber angle - уголразвалаколеса
- What makes this type of suspension different from the previous one?
This is also a type of double-A arm suspension although the lower arm in these systems can sometimes be replaced with a single solid arm.The only real difference between this and the previous system mentioned above is that the spring/shock combo is moved from between the arms to above the upper arm. This transfers the load-bearing capability of the suspension almost entirely to the upper arm and the spring mounts. The lower arm in this instance becomes a control arm. This particular type of system isn't so popular in cars as it takes up a lot room. Notes: suspension arm - рычагподвески
3. Multi-Link Suspension
- What changes have been introduced into this type of suspension? This is the latest double wishbone system described above. It's currently being used in the Audi A8 and A4 amongst other cars. The basic principle of it is the same, but instead of solid upper and lower wishbones, each 'arm' of the wishbone is a separate item. These are joined at the top and bottom of the spindle thus forming the wishbone shape. Car manufacturers claim that this system gives even better road-holding properties, because all the various joints make the suspension almost infinitely adjustable. There are a lot of variations on this theme appearing at the moment, with huge differences in the numbers and complexities of joints, numbers of arms, positioning of the parts etc. but they are all fundamentally the same. Note that in this system the spring (red) is separate from the shock absorber (yellow). Notes: spindle- ось, втулка
Supplement Supplementary Texts High-level Gasoline-Ethanol BlendE85 (Unit 1) E85 is a high-level gasoline-ethanol blend containing 51% to 83% ethanol, depending on geography and season. The ethanol content is adjusted according to the local climate to maximize engine performance. It is considered an alternative fuel under the Energy Policy Act of 1992 (EPAct). It can be used in flexible fuel vehicles (FFVs), which are commonly available from domestic and foreign automakers. Motorists will see little difference when using E85 versus gasoline. E85 has about 27% less energy per gallon than gasoline (mileage penalty lessens as ethanol content decreases). But because ethanol is a high-octane fuel, it offers increased vehicle power and performance. (676 characters) Euro 5 and Euro 6 - Emissions From Light Duty Vehicles (Unit 1) New emission limits (Euro 5 and Euro 6) have been introduced for cars and light commercial vehicles with respect to a number of pollutants, especially nitrogen oxides and particulate pollutants. The new standard known as Euro 5 applies as of 1 September 2009 for the approval of vehicles and as of 1 January 2011 for the registration and sale of new types of cars and vans sold in the EU market. This will also make the introduction of particle filters for diesel cars obligatory. Euro 6 will set even lower emission limits. It will be binding for the type approval of vehicles as of 1 September 2014 and for the registration and sale of new types of cars and vans as of 1 September 2015. Ecotec DOHC Four -Cylinder Engine ( Unit 2) Bringing the popular concept car to life, GM announced production of the Pontiac Solstice roadster as a 2006 model. The vehicle is expected in dealer showrooms in fall 2005. First shown as a concept at the 2002 North American International Auto Show (NAIAS) in Detroit, the Solstice immediately gained a huge following, both inside and outside of General Motors. Designed from the ground up in less than four months, the 2002 Solstice concept car promised thrilling, open-air driving freedom in the spirit of the great roadsters of the past. Built on GM's new Kappa architecture, the production model remains true to the original Solstice concept, including rear-wheel drive, two-passenger seating and a reverse hinged clamshell hood that opens to reveal a sophisticated double overhead cam variable-valve four-cylinder engine. (858 characters) Chassis (Unit 2) Strong response to the 2002 Solstice concept vehicle helped put the sports car on the fast track to production. But while the concept was designed with production-style elements, there was no compact rear-wheel-drive platform at GM on which to build it. Creating a production version of the concept vehicle required marrying the Solstice's curvaceous design to an entirely new performance body-chassis architecture. The robust Kappa architecture features state-of-the-art, full-length hydroformed frame rails and a stamped steel structural tunnel to provide a solid structure to enhance vehicle handling. Solstice's power is created by a new 2.4-liter variable-valve version of the Ecotec DOHC four-cylinder engine, producing about 170 horsepower. Its twin-cam, multi-valve design provides stirring, high-revving performance, while the engines lightweight, all-aluminum construction helps optimize the vehicles front-to-rear balance. At the start of production, Solstice will be offered with a close-ratio Aisin five-speed manual transmission. Faithfulness to the concept can be seen in Solstices proportions, which are comparable in terms of overhangs, wheelbase and track width. Independent front and rear suspensions that feature independent SLA designs with forged aluminum upper and lower control arms contribute to responsive handling. Monotube shock absorbers and coil springs contribute to uncompromised handling response and sporty driving characteristics while the wheels-at-the-corners wide stance enhances handling. Eighteen-inch wheels and tires are standard, as are four-wheel disc brakes. (1600 characters) Aspects of Lightweight Design with Door Frames as an Example (Unit 3) Klaus Maier, Gerald Widegger For a number of premium-class vehicles, George Fischer Automotive manufactures innovative door inner frames and door frames using aluminum and magnesium pressure die casting methods. Mercedes-Benz, Aston Martin and Porsche demonstrate that a rear door frame, for instance, can be about 30 % lighter than a comparable sheet-steel component. Lightweight design is regarded as a proven method of reducing fuel consumption and, along with it, the CO2 emissions of passenger cars. According to a rule of thumb, every 100 kg of vehicle weight reduction results in savings of between 0.3 and 0.5 l of fuel every 100km. This corresponds to a reduction of between 8 and 11 g of CO2 per km. The vehicle bodywork, chassis and power train are regarded as those areas with promising weight-saving potentials. Essentially, the selection of materials and production methods depend upon the number of units to be produced and the technical requirements. Taking as examples the door inner frames for the Mercedes-Benz S-Class, George Fischer demonstrates what influence these inputs have in practice. The tailor-made door frames feature minimum mass, economic efficiency and high functionality. An upper frame section comprising an aluminum profile is welded onto the one piece aluminum diecast frame. The few MIG welding seams result in minimum component distortion and thus very tight tolerances. This facilitates the assembly work and promises efficient inner-frame sealing between the door’s wet and dry compartments. Georg Fischer selected AlMg5Si2Mn as the material for the door inner frame. Aluminum alloys can be optimized to fulfill a variety of different material requirements, for instance with respect to elongation, tensile strength and deformability (ductility). The experts for light metal at Georg Fischer decided on the “naturally hardening” alloy because it does not require heat treatment. Georg Fischer produces the front and rear door frames for the Porsche Panamera using the aluminum pressure die casting method At a length of maximum 1281 mm, the Aston Martin door inner frames made from magnesium are of above-average size Excellent production properties result from these highly complex casting and processing procedures. The aluminum alloy AlMg5Si2Mn with 5 % magnesium and 2 % silicon and manganese content is easy to stamp and weld. The die cast inner frame for the front doors is longer than 90 cm, maintains tolerance in the 1/10 millimeter range. Wall thicknesses of only 2.2 to 3.5 mm result in a component weight of only about 3.7 kg. Among other things, the inner frame’s economic efficiency results from the moderate number of units produced. The figure here is just under 1500 inner frames produced every day. This means that the unit cost for the aluminum die cast part is lower than that of a new aluminum-sheet component and practically the same as that of a comparable sheet-steel part.(2253 characters) Notes: pressure diecastingлитьеподдавлением Technical Advancement (Unit 3) Back in the 1990s, when aerospace manufacturers started to build airframe components of business jets and commercial airliners from polymer composite materials, many industry observers felt that it would be only a few years before large-volume automakers would begin to follow suit. After all, the lightweight but strong and stiff composites of fiber-reinforced resin had already made the transition from military aircraft structures to civilian ones, and racecars and exotic sports car prototypes featuring mass-efficient carbon-fiber bodies had started to appear. Yes, composites were still too expensive, but many experts believed that continued technical advancement would in due time yield low-cost, mass-produced auto chassis and bodies that could save fuel while enabling new designs that were never previously possible. More than a decade later, however, car structures are still made primarily of steel and other metals, and are likely to stay so for the foreseeable future. Plastics—reinforced and not—have found much greater application in interiors and some non-primary structural applications such as body panels and pickup truck boxes made of reinforced sheet molding compound (SMC), but the OEMs, having sunk large quantities of capital in metal-part fabrication and assembly plants as well as paint operations, have retained what critics call a " steel mentality." In fact, between 2001 and 2007 utilization of thermoset composites—resins that harden permanently at high temperatures—has declined significantly in the automotive sector, according to data collected by theAutomotive Composites Alliance, an industry consortium. (1600 characters) Composites Save Weight (Unit 3) Potential weight savings offered by structural composite materials are significant, reported Joseph Carpenter, Jr., Manager of the lightweight materials technology area development at theU.S. Department of Energy 's Office of Vehicle Technologies, at a federal workshop held on the topic last year. Estimates of the relative weight savings and costs that could be achieved by replacing steel with current carbon-fiber-reinforced polymer composites (CFRPCs) range from 50 to 60% at two to ten times the cost. Substituting glass-fiber-reinforced polymer composites (GFRPCs) for steel could cut weight by a quarter to a third with a comparatively modest— 50%—cost rise. Nevertheless, composites researchers continue to believe that further work on cheaper fibers, new resin systems such as liquid crystal polymers, and automated processing equipment will eventually cut costs and improve the final product enough to make polymer composites attractive forwidespread use in auto bodies and chassis. Other potential benefits deriving from the adoption of structural composites are manifold. Improved crash safety could result when engineers take advantage of the materials' higher specific energy absorption. Simpler assembly operations should be achievable because composites enable significant parts consolidation. Production tooling costs for the polymer materials are lower compared with those of steel fabrication tools. Polymer composite structures could offer better long-term durability than metal ones as well as superior environmental sustainability through enhanced end-of- life recyclability.
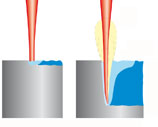
Laser Welding (Unit4) Many variants of laser technology are currently used in production processes including cutting, welding, marking, surface engineering and direct parts fabrication. The range of applications covers metals, plastics, semiconductors and ceramics on a scale from sub-micron to several metres. Many industries, including the automotive, shipbuilding and aerospace sectors are using laser welding and laser cutting technology. The laser beam welding is mainly used for joining components that need to be joined with high welding speeds, thin and small weld seams and low thermal distortion. The high welding speeds, an excellent automatic operation and the possibility to control the quality online during the process make the laser welding a common joining method in the modern industrial production. The application range covers finest welding of non-porous seams in medical technology to precision spot welding in electronics or the jewelry industry, to deposit welding in tool and mold-making and welding complete car bodies in automobile construction. However, new and efficient production processes are often not possible without the advantages of laser technology. Thus, diverse sheet thicknesses and qualities are turned into tailored blanks by welding and resistance spot welding is replaced by laser seams. Welding method
There are two main processes: heat conduction welding and deep penetration welding
High Speed Laser Welding for Automobile Exhaust Components (Unit 4) Keng H. Leong and Donna J. Holdridge Argonne National Laboratory and Maryann G. Seibert and David E. Nelson, AC Rochester Division of General Motors
Arc welding has been the traditional technique for the joining of many automobile parts and components of steel. The advent of laser beam welding with its rapid speed and relatively low thermal distortion has resulted in the erosion of gas metal arc welding (GMAW) and gas tungsten arc welding (GTAW) dominance. The faster joining speed that can be achieved with laser beam welding is particularly suited to the high-production rate requirements in the automobile industry. Some automotive exhaust components use 409 stainless steel and are currently arc welded. Welding speeds obtained with GMAW or GTAW are usually < 2.5 cm/s. Weld speeds that can be achieved with high power laser beam welding can be significantly higher. Consequently, higher production rates can often be expected. This work provides preliminary data on weld speeds that can be achieved for two weld configurations subject to the constraints of material fit up requirements. Industrial Lasers and Applications in Automotive Welding (Unit 4) This paper was presented at a Workshop entitled Lasers in the Automotive Industry, held at Nissan Motor Manufacturing (UK) Ltd, Sunderland. Introduction The use of lasers in automotive manufacture has increased dramatically over recent years to a position where about 15% of all industrial processing lasers are installed in production. Although the lasers are devoted mainly to cutting applications, a significant and growing proportion of lasers is being applied to welding. In a survey in 1992, about 20% of the lasers installed in the automotive industry were used in welding applications. Since that time, there has been an explosion of growth in welding applications, particularly involving steel manufacturers, for tailored blank manufacture and in body-in-white welding applications. This paper will review the industrial laser types which are available for welding applications, then describe the range of current applications used in the automotive industry and highlight areas where developments in processing techniques and equipment are poised to make an impact for laser welding in the future. Industrial Laser Types There are two main types of industrial laser of interest to structural fabrication; CO 2 and Nd: YAG lasers. The lasers have different characteristics that are summarized in Table 1. Table 1. Summary of characteristics of CO2and Nd: YAG lasers
High power CO 2 lasers are predominantly used for the welding of automotive components, such as gears and transmission components, which require circular and annular welds and in tailored blank applications. The majority of lasers have a power of 6kW or less. High power Nd: YAG lasers are now available at workpiece powers of 4kW, which have fibre-optic beam delivery. The welding applications are concentrated in body-in-white assembly. Higher power equipment is likely to be developed in the next 2-3 years and there are likely to be improvements in the efficiency of Nd: YAG lasers with the arrival of diode pumped Nd: YAG lasers. Within the laser industry, one of the main advances in the past two years has been in diode lasers (wavelength 0.8-0.9µm), where 2kW systems are now commercially available. However, at the current status of development, the power densities required for welding of sheet materials used in the automotive industry (about 1x10 6 W/cm 2) have not been achieved. Research work is underway in Germany to develop diode lasers and their applications and this situation may change in the next 3 years.
Nanotechnology in Batteries (Unit 5) By Will Soutter Nanotechnology can play a significant role in the achievement of specific performance objectives in batteries. Conventionally, graphite powder has been used as an intercalation material on the negative electrode for lithium ion batteries. The rate of removal or insertion of lithium and the battery capacity can be improved by replacing micrometer-sized powder with carbon nanomaterials such as carbon nanotubes. Since carbon nanotubes have a high surface area, they can bind much higher concentrations of lithium. Nanowires made of titanium dioxide (TiO2), vanadium oxide (V2O5) or tin oxide (SnO) are also promising as negative electrode materials. Commercial development of many of these materials is still in the early stages - one of the challenges in making fundamental technology changes to a giant industry like the automotive industry is that any new technology has to be ready to adapt to the huge scales of manufacturing involved. Presently available commercial oxide materials are promising candidates for electrode materials, but most of them are expensive or have safety limitations. Li(NiCoAl)O2, Li (NiMnCo)O2, LiMn2O4, Li(AlMn)2O4 or LiCo2O4 are good examples of such compounds. The nanostructuring of these materials has been shown to significantly improve their intercalation capacity. Using nanostructured materials to improve the current density of electrodes for a number of reasons - it reduces the diffusion path for the lithium ions, increasing their mobility, and also tends to increase electrical conductivity, making the electrochemical reaction occur much more efficiently. A variety of nanostructured materials such as nanotubes, nanowires, nanopillars, nanoparticles and mesopores have been examined as candidate materials for both positive and negative electrodes. By varying the properties of the electrodes, like morphology, and surface area, researchers are aiming to find optimum compositions to squeeze as much performance as possible out of batteries which are as affordable and as light and compact as possible. (2100 characters) (Unit 6) With this project, ZF is making use of its long-standing know-how of adaptive dampers. ZF is a global leader in driveline and chassis technology with 121 production companies in 26 countries. More than 2.2 million dampers has been produced for the following customers: Alpina, Audi, Bentley, BMW, Ferrari, Maserati, Opel, Rolls-Royce, Mercedes-Benz, Porsche and Volkswagen. The company expects an annual production of more than three million CDC units for passenger car applications alone by 2016. In addition, there are ZF systems for buses, trucks, agricultural machines and motorcycles.
Levant Power Corp. is an emerging technology company headquartered in Woburn, Massachusetts working to develop the world's first fully active, regenerative suspension for the automotive, trucking, mass transit, and defense industries. Levant Power was founded in 2009 out of the Massachusetts Institute of Technology. ZF (ZF Friedrichshafen AG) is a global leader in driveline and chassis technology with 121 production companies in 26 countries. ZF is one of the 10 largest automotive suppliers worldwide.
|
Последнее изменение этой страницы: 2017-04-12; Просмотров: 499; Нарушение авторского права страницы


 - What makes the design of this suspension simple?
- What makes the design of this suspension simple?  - What negative effect is produced by this suspension on tyres?
- What negative effect is produced by this suspension on tyres?