|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Раздел 3 Сварочные материалы для электродуговой сварки
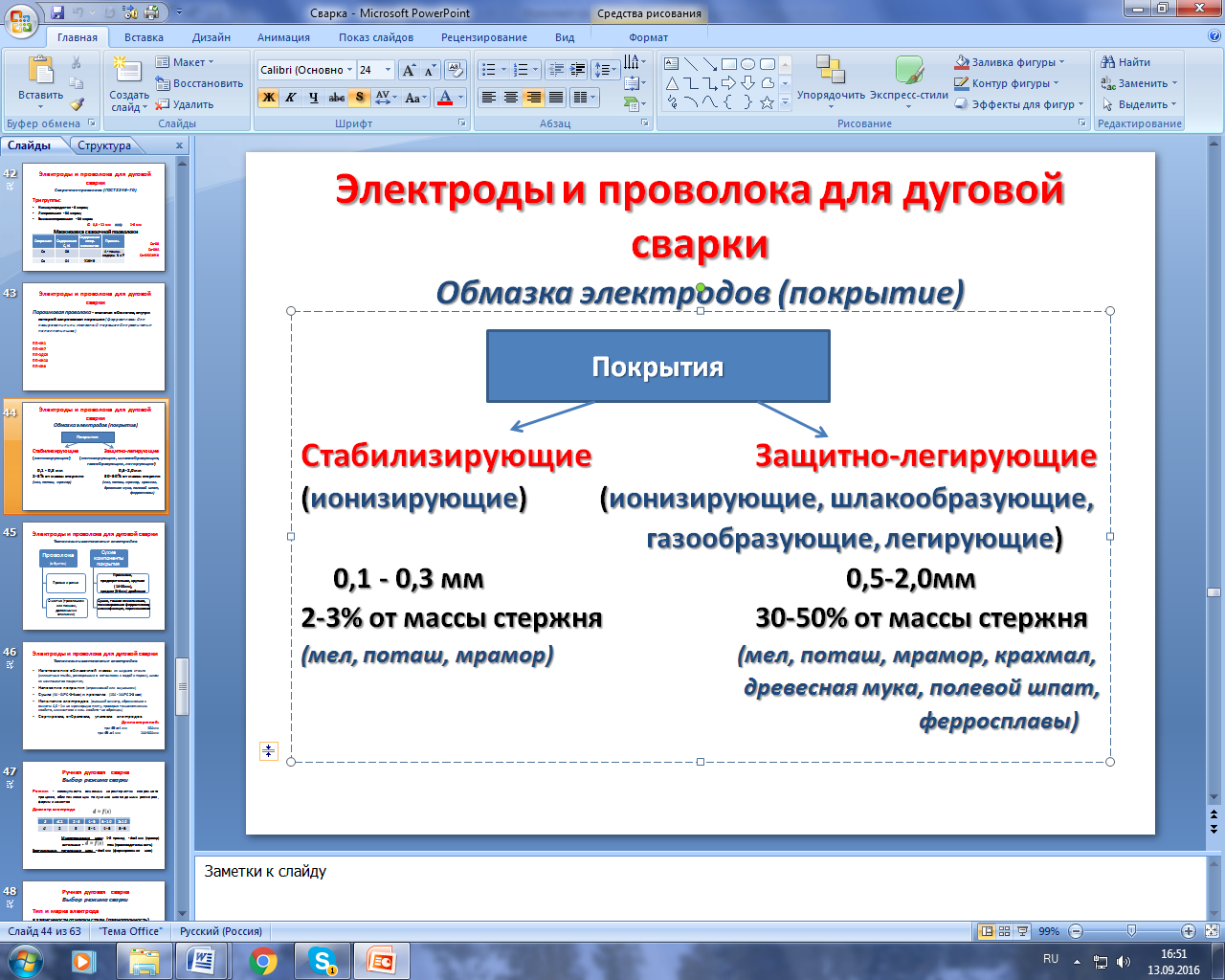
Тема 3.1 Сварочная проволока и покрытия электродов, флюсы и газы Для изготовления электродов, а также для автоматической и механизированной (полуавтоматической) сварки используется специальная сварочная проволока, которая поставляется по ГОСТ 2246-70 и делится по назначению: низкоуглеродистая, легированная, высоколегированная. Диаметр сварочной проволоки от 0, 3 до 12 мм (в основном используется 1-6 мм). Бухты сварочной проволоки имеют массу 20 кг (при диаметре 1-2 мм), 60 кг (при диаметре 2, 5-12 мм). Маркировка сварочной проволоки аналогична маркировке сталей. Например, Св-08 - низкоуглеродистая проволока с содержанием углерода 0, 08%; Св-08А - низкоуглеродистая проволока с содержанием углерода 0, 08% с пониженным содержанием серы и фосфора (А); Св-08ХГС -легированная проволока с содержанием углерода 0, 08%, легирующих элементов: хрома (Х), марганца (Г), кремния (С) до 1%; Св-07Х18Н9Т10 - высоколегированная проволока с содержанием углерода 0, 07%, легирующих элементов: хрома (Х) - 18%, никеля (Н) - 9%, титана (Т) - 10%. Покрытия электродов и флюсы содержат группы компонентов, выполняющих различные полезные функции при сварке: · стабилизирующие (ионизирующие) - понижают потенциал ионизации газов (минералы, содержащие кальций, натрий, калий), т.е. обеспечивают устойчивое горение дуги: мел, поташ, мрамор, титановый концентрат и др.; · защитно-легирующие - обеспечивают стабильное горение дуги, защиту металла от кислорода и азота воздуха, раскисляют, легируют металл шва - сложные по составу, в свою очередь, содержащие группы компонентов: o газообразующие - создают газовую защиту дуги и сварочной ванны: крахмал, декстрин, целлюлоза, древесная мука, мел, мрамор и др.; o шлакообразующие - связывают окислы и другие соединения, которые должны быть выведены из сварочной ванны (с этой целью шлак должен быть подвижным, иметь малую вязкость, малый удельный вес - чтобы он успел выйти из сварочной ванны). Кроме того, шлак должен равномерно покрывать шов (для защиты металла шва до его остывания от воздуха), быстро затвердевать (что особенно важно при сварке в вертикальном и потолочном положении). В качестве таких компонентов используются: мрамор, полевой шпат, титановый концентрат, марганцевая руда, кварцевый песок и др.; o раскисляющие - компоненты в виде сплавов железа с раскисляющими элементами: ферромарганец, ферросилиций, ферротитан и др. (продукты металлургической промышленности); o легирующие - компоненты в виде сплавов железа с легирующими элементами: ферромолибден, феррохром, ферромарганец, ферросилиций, ферротитан и др. (продукты металлургической промышленности); o связующие - натриевое или калиевое жидкое стекло - для приготовления замеса при изготовлении электродов или флюсов. В зависимости от содержания компонентов (и толщины) покрытия различают толстопокрытые электроды с защитно-легирующим покрытием и тонкопокрытые, у которых обмазка выполняет только стабилизирующую функцию (см. рис. 14).
Рисунок 14 - Типы покрытий электродов Защитные газы будут рассмотрены в последующих (соответствующих) разделах. Контрольные вопросы: 1. Расшифруйте марки проволоки: Св-08ГСМТ; Св-04Х19Н11М3. 2. Объясните назначение стабилизирующих компонентов покрытий электродов и флюсов. 3. Объясните назначение газообразующих компонентов покрытий электродов и флюсов. 4. Объясните назначение шлакообразующих компонентов покрытий электродов и флюсов. Какую роль играет шлак, какие требования предъявляются к шлаку? Как Вы думаете, каким должен быть шлак: легкоотделимым или трудноотделимым? 5. Объясните назначение раскисляющих, легирующих компонентов покрытий электродов и флюсов. В каком виде они поставляются? 6. Объясните назначение связующих компонентов покрытий электродов и флюсов.
Тема 3.2 Электроды Требования, предъявляемые к электродам. • Стабильное горение дуги и хорошее формирование шва; • Необходимый химический состав шва; • Минимальное разбрызгивание металла и потери на угар; • Отсутствие дефектов шва; • Легкое отделение шлака от поверхности шва; • Высокая производительность сварки; • Минимальная токсичность при сварке и изготовлении. Классификация электродов. В обозначении электродов используются буквенные и цифровые символы, указанные ниже в классификации. Классификация электродов по назначению: • У - для углеродистых и низколегированных сталей с σ в£ 60 кг/мм2; • Л - для легированных конструкционных сталей с σ в³ 60 кг/мм2; • Т - для теплоустойчивых сталей; • В - для высоколегированных сталей с особыми свойствами; • Н - для наплавки слоев с особыми свойствами. Классификация электродов по допустимым пространственным положениям: • 1 - все положения; • 2 - все, кроме вертикального «сверху вниз»; • 3 - нижнее, горизонтальное, вертикальное «снизу вверх»; • 4 - нижнее и нижнее «в лодочку». Классификация электродов по толщине и составу покрытия: • М - с тонким покрытием; • С - со средним покрытием; • Д - с толстым покрытием; • Г - с особо толстым покрытием; • А –с кислым покрытием; • Б –с основным покрытием; • Ц –с целлюлозным покрытием; • Р –с рутиловым покрытием; • П –с покрытиями прочих видов; • Ж –с содержанием > 20% железного порошка в покрытии. Тип и марка электрода. Электроды с одинаковыми механическими свойствами шва или химическим составом наплавленного металла образуют тип электрода(ГОСТ 9467-75). Марка электрода определяет состав покрытия и технологические свойства электродов. Тип электрода для углеродистых и низколегированных сталейопределяет механические свойства наплавленного металла; • для высоколегированных сталей определяет химический состав наплавленного металла (и расшифровывается как марка стали). Например, Э-42А – электроды ( Э ), обеспечивающие предел прочности наплавленного металла не менее 42 кг/мм2 при повышенной пластичности ( А ); Э-12ХМФ – электроды ( Э ), обеспечивающие в наплавленном металле содержание углерода – 0, 12 %, хрома ( Х ), молибдена ( М ), ванадия ( Ф ) – до 1%. Каждый тип могут образовывать электроды различных марок. Марка электрода(ОСТ 9224-75) присваивается предприятием–изготовителем и в большинстве случаев совпадает с маркой покрытия. Например, УОНИИ 13/45 – у ниверсальная о бмазка н аучно- и сследовательского и нститута; 13 – модификация; 45 – предел прочности наплавленного металла в кг/мм2. Для отличия электродов различных марок в неупакованном виде используется окраска их торцов или покрытия определенного цвета. |
Последнее изменение этой страницы: 2017-05-05; Просмотров: 643; Нарушение авторского права страницы