|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
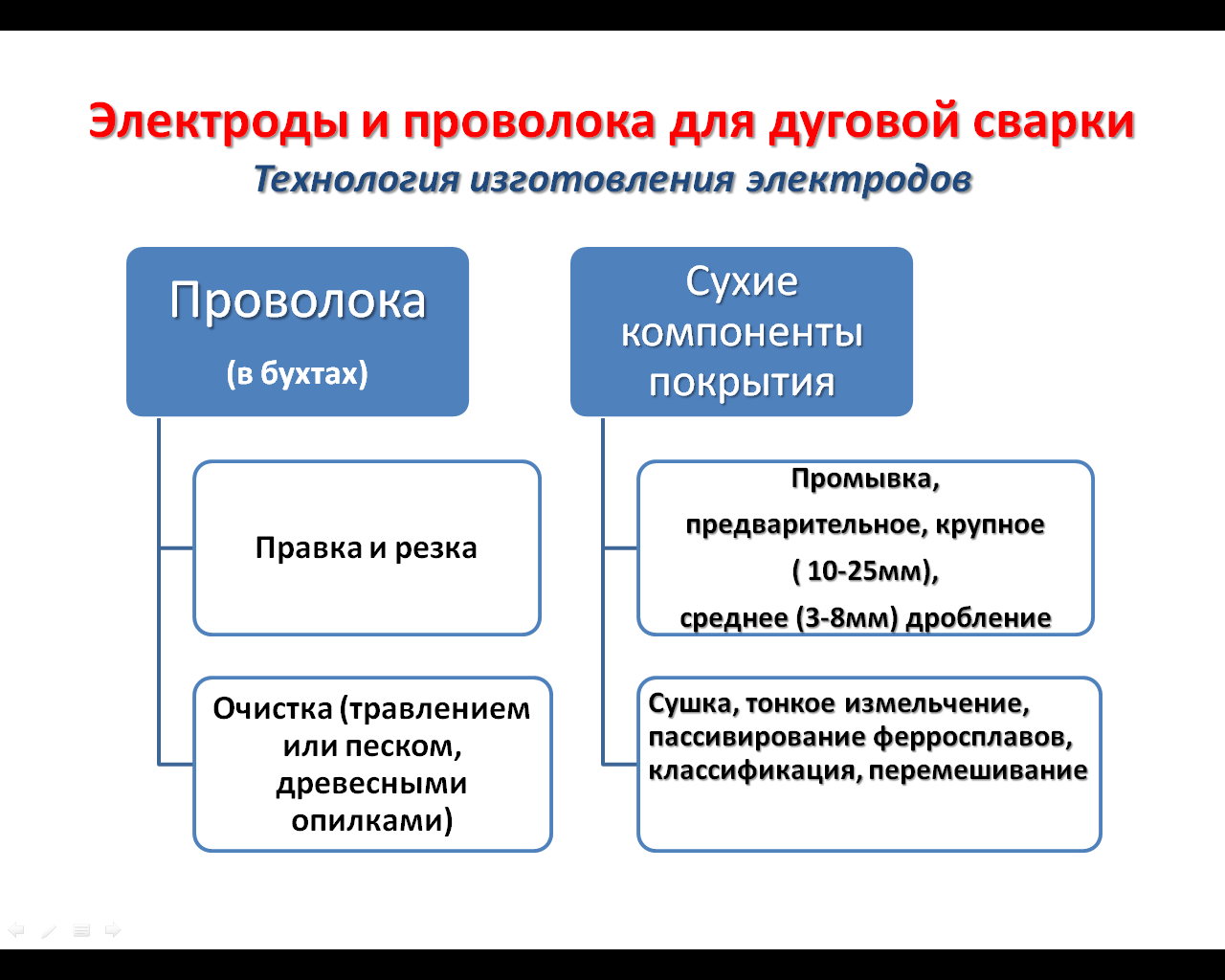
Технология изготовления электродов
включает следующие операции: 1. Подготовка стержней электродов. Стержни изготавливаются из сварочной проволоки (определенной марки и диаметра), поступающей в бухтах, на специальных правильно-отрезных станках, где проволока разматывается с бухты, выправляется на специальных барабанах и рубится на стержни определенной длины (при Æ ³ 4 мм - 450мм; при Æ < 4 мм - 200-350мм). Производительность 150 - 300 стержней в минуту. Затем поверхность стержней очищается во вращающихся барабанах с кварцевым песком или древесными опилками или химическим способом (травлением в кислотах). 2. Подготовка сухих компонентов покрытия. Компоненты обмазки поступают в трех видах: - порошковые или зернистые материалы, которые подвергаются сушке для удаления влаги и прокалке для удвления серы; - кусковые материалы (руда) - проходят промывку; - ферросплавы - (продукты металлургической промышленности) - легирующие и раскисляющие компоненты. Их подвергают резкому нагреву (до температуры порядка 10000С, а затем - охлаждению в воде, чтобы на поверхности появились мелкие трещинки и их легче было дробить. На следующем этапе кусковые материалы и ферросплавы подвергаются сначала крупному дроблению на дробильных молотах (грануляция 10 - 25 мм), затем - среднему дроблению (3 - 8 мм) и тонкому помолу на шаровых мельницах. Подготовленные таким образом компоненты покрытия просеивают через сито (с 500 - 3000 отверстий на 1 см2). Ферросплавы пассивируют (замачиванием в воде на 24 часа или прокаливанием при температуре 700 - 8000С в течение 1 часа) с целью создания защитной пленки на поверхности частиц, чтобы они не вступали в реакцию с жидким стеклом при приготовлении замеса обмазки. Иначе в результате окисления кремния и марганца уменьшается их содержание в обмазке - ухудшается раскисление; за счет выделения водорода обмазка вспучивается (она становится пенистой, пористой, текучей, сползающей с электрода при нанесении - «скисание» обмазки), ухудшаются технологические свойства электрода. Из подготовленных сухих компонентов обмазки составляют сухую смесь дозировкой каждого компонента (классификация), перемешивают. Содержание подготовительного этапа показано на рисунке 18. 3. Приготовление обмазки. Замес приготавливают на жидком калиевом или натриевом стекле. Консистенция обмазки зависит от способа нанесения. Для нанесения способом опрессовки обмазку брикетируют. 4. Нанесение обмазки на стержень. - окунанием - (консистенция густой сметаны) с просушиванием в воздухе 10-12 часов или в сушильном шкафу (70-900С) 1, 5 - 3 часа. - опрессовкой - в специальных электродообмазочных агрегатах, куда подаются стержни, проходящие через специальную фильеру, и насосом выдавливается обмазка.Конец электрода зачищается для контакта с электрододержателем. 5. Сушка при комнатной температуре 18 - 24 часа или в сушильных шкафах (40 - 800С) 4 -12 часов. 6. Прокалка при тепературе (180 - 4000С) 1 -2 часа. 7. Контроль и сортировка - внешний осмотр - проверяется отсуттствие трещин, пор, вздутия, эксцентриситета; - измерение толщины покрытия специальными шаблонами; - проверка прочности покрытия - электроды «роняют» на мраморную плиту с высоты 1 м при диаметре электрода до 4 мм и с высоты 0, 5 м при диаметре более 4 мм;
Рисунок 18 - Подготовка стержней и компонентов обмазки электродов. - проверка технологических свойств - проверяется зажигание и горение дуги, равномерность сгорания покрытия и плавления стержня, разбрызгивание, формирование шва; - проверка химического состава и механических свойств шва - на образцах. 8. Маркировка. 9. Упаковка в пачки по 3-5 кг во влагостойкую бумагу, затем в ящики. На каждой пачке - ярлык, на партию электродов оформляется сертификат. Контрольные вопросы: 1. Что обозначает тип электрода? Расшифруйте типы электродов: Э55; Э46А; Э-02Х20Н14Г2М3; Э-12Х13. 2. Объясните содержание подготовки стержней при изготовлении электродов. 3. В чем заключается подготовка компонентов покрытия? Для чего и как производится пассивирование ферросплавов? 4. Поясните способы приготовления и нанесения обмазки на стержни. 5. С какой целью производится сушка и прокаливание электродов. Почему это делается в две ступени? Раздел 4 Электродуговая сварка металлов Тема 4.1 Сварные швы и соединения Классификация сварных швов. · по расположению в пространстве: o в нижнем положении; o в вертикальном положении; o в горизонтальном положении; o в потолочном положении. · по степени усиления: o нормальные (с «усилением» по ГОСТ); o усиленные (могут использоваться при сварке спецсталей); o ослабленные. · по протяженности: o сплошные (непрерывные); o прерывистые (цепные или шахматные). · по числу слоев: o однослойные; o многослойные (при большой толщине металла). · по прочности и плотности: o прочные; o прочно-плотные. Типы сварных соединений. Типы, конструктивные элементы размеры сварных соединений устанавливаются ГОСТами (основные из них): - ГОСТ 5264-80 –Швы сварных соединений. Ручная электродуговая сварка; - ГОСТ 14771-76 –Автоматическая и полуавтоматическая сварка в среде защитных газов; - ГОСТ 8713-79 - Автоматическая и полуавтоматическая сварка под флюсом. - ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Стыковые соединения: - с отбортовкой кромок - при малой толщине предотвращаются прожоги и деформации (неплавящимся электродом или газовой сваркой без присадки) - без скоса кромок - (с учетом возможностей провара): S£ 6мм - ручная односторонняя сварка; S£ 8мм - ручная двухсторонняя сварка; S£ 20мм - автоматическая сварка под флюсом; S£ 10мм - полуавтоматическая сварка под флюсом; - с разделкой кромок – для обеспечения провара; полный провар требуется для водонепроницаемых конструкций, прочных конструкций, а также конструкций, работающих в условиях вибрации или при низких температурах (когда снижается пластичность материалов). ·
 с V - образной разделкой S= 3 - 26мм. с V - образной разделкой S= 3 - 26мм.
α – угол разделки для обеспечения доступа электродом к вершине шва; в – зазор для обеспечения провара корня шва (при малых зазорах возможны непровары, при увеличенных –прожоги); с – притупление для исключения прожогов. Рисунок 19 – Параметры разделки кромок. · с K – образной разделкой S= 12–40 мм. · с Х – образной разделкой S= 12–60 мм. · с U - образнойразделкой.
Угловые соединения: - с отбортовкой кромок; - без скоса; - со скосом кромок. Тавровые соединения: - без скоса кромок; - с односторонним скосом; - с двусторонним скосом. Нахлесточные соединения: - без скоса кромок; - с отверстиями: - прорезями (овальными), - «электрозаклепками» (круглыми).
Подготовка изделий под сварку. Размеры деталей (в допусках) должны соответствовать отраслевым стандартам, иногда - с учетом ожидаемых сварочных деформаций. Особое значение имеет подготовка кромок под сварку: прямолинейность, угол разделки, притупление. Качество сварного изделия зависит от качества сборки (зазоры, разностенности), что проверяется специальными шаблонами и щупами. При увеличенных зазорах разрешается наплавка (не более 10 мм), при малых – подрубка, подрезка, шлифовка. Зачистка кромок от влаги, ржавчины, окалины, краски, масла и др. наждачным кругом, просушивают газовой горелкой – на ширину не менее 10 мм от габаритов шва при ручной сварке или сварке в защитных газах, не менее 30 мм - при сварке под флюсом. Контрольные вопросы: 1. По каким признакам классифицируют сварные швы? Приведите и прокомментируйте эту классификацию. 2. Перечислите типы сварных соединений. 3. С какой целью и для каких соединений используется отбортовка кромок? 4. С какой целью выполняется разделка (скос кромок)? Назовите параметры разделки, объясните их назначение. 5. В чем заключается подготовка кромок под сварку? |
Последнее изменение этой страницы: 2017-05-05; Просмотров: 700; Нарушение авторского права страницы
 Рисунок 17 - Диаграмма выбора электродов
Рисунок 17 - Диаграмма выбора электродов