|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Особенности сварки в различных пространственных положениях, швов различной толщины и длины.
Сварка стыковых швов. Тонкий металл сваривают(без скоса кромок) продольным перемещением с проваром на всю толщину (на соответствующих режимах), рекомендуется с подваркой с обратной стороны. При большой толщине используют V-образные швы - в один или несколько проходов (в зависимости от S), рекомендуется подварка со строжкой корня шва. В корне шва возможны непровары, т.к. металл еще недостаточно прогрет. Первый проход варят ниточным электродами d эл= 3-4 мм. Х-образные швыварят аналогично, желательно поочередное наложение слоев с одной и другой стороны для уравновешивания деформаций. Сварка угловых и тавровых швов
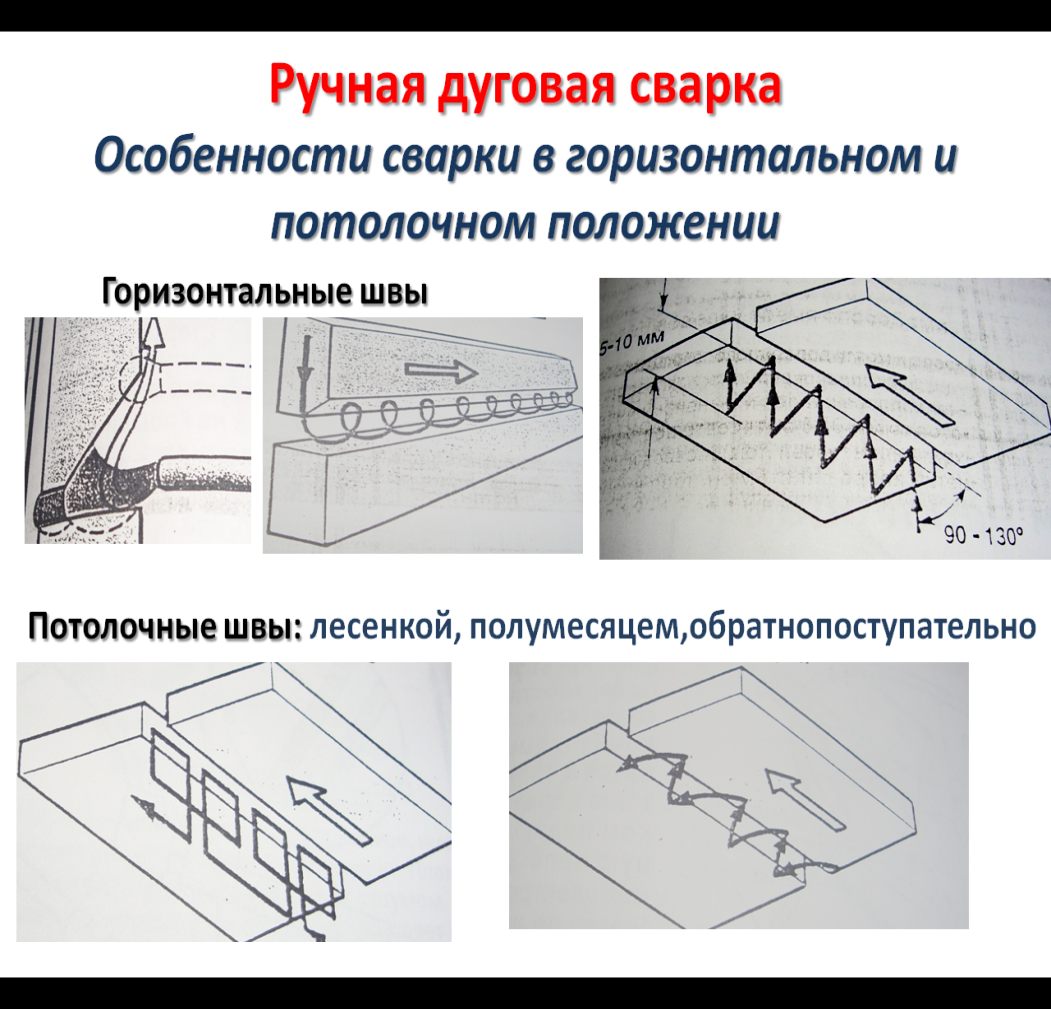
Рисунок 22 - Способы сварки угловых и тавровых швов Лучше такие швы, по-возможности, варить в положении «в лодочку». При сварке в нижнем положении дугу зажигают на нижнем листе, перемещают в угол, задерживают, поднимают на величину катета, затем (быстрее) вниз, перемещают по нижнему листу на величину катета и т.д. (см. рис. 22). Особенности сварки в различных положениях: - в нижнем положении - наклон электрода в сторону движения вдоль шва на 10 - 200 к вертикали («углом назад»); - в вертикальном положении - чаще варят снизувверх «углом вперед» (так лучше формируется шов), тонкий металл (£ 3 мм) - сверху вниз «углом назад», наклон электрода 15-450 (см. рис. 23). При этом диаметр электрода не более 4 мм при короткой дуге; - в горизонтальном положении рекомендуется использовать односторонний скос кромки верхней детали или применять соединение «внахлестку; - в потолочном положении - диаметр электрода не более 4 мм короткой дугой на пониженной силе тока «углом назад»; лучше использовать электроды с тугоплавким покрытием.
Рисунок 23 - Особенности сварки в вертикальном положении
Рисунок 24 - Особенности сварки горизонтальных и потолочных швов Особенности сварки тонкого металла (возможны прожоги и деформации): • соединения с отбортовкой кромок; • на медных (временных) подкладках (отвод тепла) с нулевым зазором; • на стальных (остающихся подкладках); • специальные электроды с тонким покрытием (ОМА-2, УОНИ-13Т) - обратная полярность; • специальные меры борьбы с деформациями. Особенности сварки металла большой толщины (³ 20 мм). В этих условиях возникают объемные сварочные напряжения, снижается пластичность, возможно появление трещин. Для того, чтобы распределять тепло, снижая напряжения, используют различные схемы (см. рис. 25): - секциями (блоками); - каскадом (с перевязью); - горкой (двумя сварщиками). Длина участков 200 - 600 мм. Каждый следующий слой следует накладывать на неостывший (очищенный от шлака) предыдущий. Кроме того, для снижения напряжений необходимо применять специальные технологические меры, обеспечивающие медленное остывание конструкции (предварительный или сопутствующий подогрев), а также последующую термообработку.
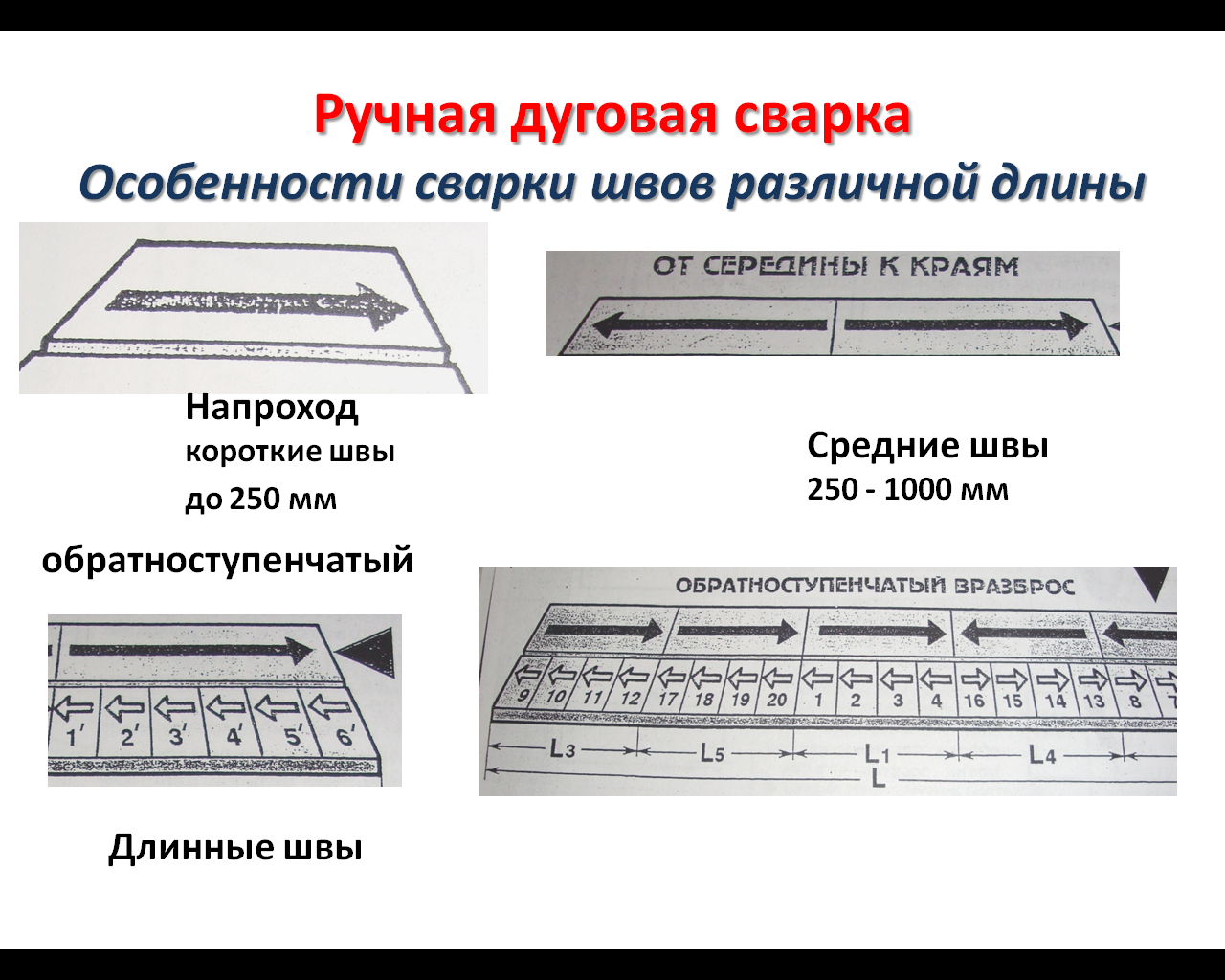
Рисунок 25 - Особенности сварки металла большой толщины Особенности сварки при низких температурах - из-за быстрого охлаждения конструкции снижается ударная вязкость металла (понижается пластичность - возможно появление трещин), повышается вероятность дефектов (неметаллические включения и газы). Необходимо соблюдать следующие меры: • Сварка при температуре ниже 25 0С не допускается; • Кромки очищать от снега, льда, инея на ширину не менее 100 мм, просушить газовой горелкой или индукторами до температуры 50 - 600С; • Легированные стали - температура не ниже 15 0С по предварительно просушенным кромкам с подогревом. Особенности сварки швов различной длины показаны на рисунке 26 и применяются для уменьшения сварочных деформаций.
Рисунок 26 - Приемы выполнения швов различной длины при ручной сварке Контрольные вопросы: 1. Какие проблемы возникают при сварке тонкого металла, как их рещают? 2. Для чего предусматривается разделка кромок при сварке металла большой толщины? 3. Почему первый проход выполняют «ниточным»? 4. Для чего может выполняться строжка корня шва? 5. Какое положение является наилучшим при сварке тавровых и угловых швов? Почему? 6. Что такое сварка «углом вперед» или «углом назад»? Для чего используется этот наклон? В каких положениях используется который из приемов? 7. Поясните особенности сварки в горизонтальном положении. 8. Почему при сварке металла большой толщины используется многопроходная сварка? С какой целью применяются различные приемы наложения проходов? 9. Почему каждый следующий проход надо накладывать на очищенный предыдущий проход? 10. Почему каждый следующий проход надо накладывать на неостывший предыдущий проход? 11. Какие опасности возникают при сварке при низких температурах? Какие меры надо соблюдать, чтобы избежать этих опасностей? |
Последнее изменение этой страницы: 2017-05-05; Просмотров: 1027; Нарушение авторского права страницы