Сварка трубных конструкций дуговой сваркой.
Сварка трубных конструкций дуговой сваркой.
При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными (рис. 1).
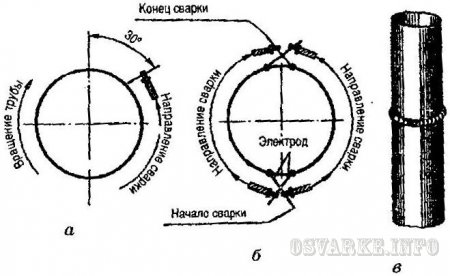
Рис. 1. Сварные стыки труб:
а – поворотный; б – неповоротный; в – горизонтальный
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основными требованиями проекта, а также технических условий являются: наличие сертификата на трубы; отсутствие эллипсности труб; отсутствие разностенности труб; соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах.
При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия шва и величину притупления. Угол раскрытия шва должен составлять 60-70°, а величина притупления - 2-2, 5 мм (рис. 2). Фаски снимают с торцов труб механическим способом, газовой резкой или другими способами, обеспечивающими требуемую форму, размеры и качество обрабатываемых кромок.
Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2-3 мм.
Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15-20 мм очищают от масла, окалины, ржавчины и грязи.
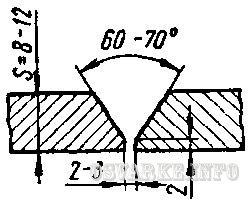
Рис. 2. Подготовка кромок труб под сварку при толщине стенок 8-12 мм
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов.
При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в 4 местах швом высотой 3-4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250-300 мм.
При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении.
Количество слоев шва при дуговой сварке труб определяется толщиной стенок труб и их диаметром. При толщине труб свыше 8 мм и диаметре больше 300 мм, сварку ведут в четыре слоя (корневой, два основных, декоративный). В случае, когда толщина стенок трубы до 8 мм, сварку выполняют в два слоя сплошным швом.
По внешнему виду сварной шов должен иметь слегка выпуклую поверхность с плавным переходом к поверхности основного металла. Высота усиления шва должна быть одинаковой по всему периметру в пределах от 1 до 3 мм, ширина не должна превышать 2, 5 толщины стенки труб.
Сварку труб малого диаметра и малой толщины стенки производят поворотным способом. В процессе сварки поворачивают трубу (рис. 3) в сторону, противоположную направлению сварки. Второй слой выполняют аналогично первому, но в противоположном направлении.
Сварка толстостенных труб. Трубы, толщина стенки которых составляет 8-12 мм, сваривают в три слоя плюс декоративный шов.

Рис. 3. Схема сварки стыка труб малого диаметра
Первый слой создает местный провар в корне шва и надежное сплавление кромок. Для этого необходимо, чтобы наплавленный металл образовал внутри трубы узкий ниточный валик высотой 1-1, 5 мм, равномерно распределяющийся по всей окружности. Используют электроды диаметром 2-3 мм.
Для получения провара без сосулек и грата движение электрода должно быть возвратно-поступательным с непродолжительной задержкой электрода на сварочной ванне, незначительным поперечным колебанием между кромками и образованием небольшого отверстия в вершине угла скоса кромок. Отверстие получается в результате проплавления основного металла дугой. Размер его не должен превышать 2 мм – больше установленного зазора между трубами.
Второй и третий слой выполняют электродом диаметром 4-5 мм и при повышенном токе одним из следующих способов: поворотом трубы на 180° и поворотом трубы на 90°.
Поворот трубы на 180° (рис. 4).
1. Стык делят на четыре участка.
Вначале сваривают участки 1-2, после чего трубу поворачивают на 180° и заваривают участки 3 и 4 (рис. 4, а).

Рис. 4. Схема сварки стыка трубы:
а - второго слоя; б - третьего слоя
2. Трубу поворачивают еще на 90° и сваривают участки 5 и 6, затем поворачивают трубу на 180° и сваривают участки 7 и 8 (рис. 4, б).
В процессе сварки нужно следить, чтобы начало и конец шва не совпадали, перекрытие смежного слоя составляет 20-25 мм.
Поворот трубы на 90°.
Стык так же делят на 4 участка. В начале сваривают участки 1-2. Затем поворачивают трубу на 90° и сваривают участки 3-4 (рис. 5, а) После сварки 1-го слоя трубу поворачивают на 90° и сваривают участки 5-6, затем поворачивают на 90° и сваривают участки 7-8 (рис. 5, б).

Рис. 5. Схема сварки стыка трубы:
а - второго слоя; б - третьего слоя
Четвертый декоративный слой во всех рассмотренных выше способах накладывают в одном направлении при вращении трубы.
Трубы диаметром более 500 мм сваривают обратно-ступенчатым способом. Длина каждого участка зависит от диаметра трубы и составляет 150-300 мм (рис. 6).

Рис. 6. Схема сварки стыка труб большого диаметра:
а - первого слоя; б - второго слоя
Выполнить практическое задание (устно):
3. Подготовка, сборка, прихватка и сварка двух труб Ø 70 мм «с козырьком».
Билет№28
Ответить на теоретические вопросы:
