ДОПУСКИ И ПОСАДКИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
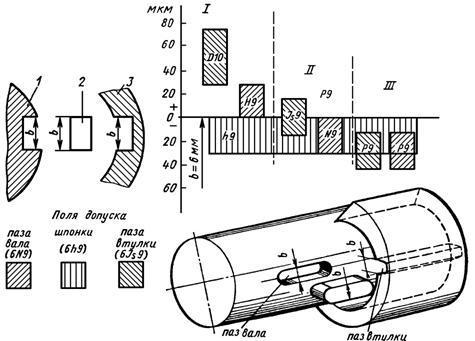 Рис. П1.6. Расположение полей допусков трех видов соединения с призматической шпонкой: 1 - вал; 2 - шпонка; 3 - ступица.
Рис. П1.6. Расположение полей допусков трех видов соединения с призматической шпонкой: 1 - вал; 2 - шпонка; 3 - ступица.
| Шпоночное соединение - соединение вала с деталью, передающей вращающий момент (шкивом, шестерней, звездочкой и т.п.), посредством закладной детали - шпонки, помещаемой в совмещенные пазы соединяемых деталей. Призматические, сегментные, клиновые итангенциальные с прямоугольным поперечным сечением шпонки стандартизованы.
Шпоночные соединения подразделяют на ненапряженные (с призматическими и сегментными шпонками) и напряженные (с клиновыми и тангенциальными шпонками). Ненапряженные соединения передают только вращающий момент, напряженные кроме момента могут передавать и осевую нагрузку.
За номинальный размер шпоночного соединения принимают размер b, равный ширине шпонки, пазов под шпонку на валу и во втулке. Предусмотрены три вида соединений (рис. П1.6, табл. П1.12): I - свободное для получения посадок с гарантированным зазором, обеспечивающим нормальную работу соединения с направляющими и скользящими шпонками, а также облегчение сборки соединения с высокой твердостью поверхностей; II - нормальное для получения соединений в условиях серийного и массового производства; III - плотное для получения неподвижных соединений с напрессовкой деталей в условиях мелкосерийного и штучного производства, а также для повышения надежности соединения при реверсивных нагрузках.
Таблица П1.12
Поля допусков и предельные размеры (мм) шпонки и пазов на валу и во втулке
| Диаметр вала d, мм
| Высота шпонкиh (t)
| Поле допуска шпонки по размерам
| Поле допуска паза по размеру b
| Предельные отклонения
| | на валу
| во втулке
| | от
| до
| от
| до
| ширина b
| высота h (t)
| длина l
| I
| II
| III
| I
| II
| III
| глубины паза
| угла наклона шпонки
| | вала t1
| втулки t2
| | Соединение с призматической или клиновой шпонкой
| |
|
|
|
| h9
| h9
| h14
| H9
| N9
| P9
| D10
| Js9
| P9
| +0, 1 0
| 
| |
|
|
|
| h11
| +0, 2 0
| |
|
|
|
| |
|
|
|
| +0, 3 0
| | Соединение с сегментной шпонкой
| |
|
| 1, 4
| 3, 7
| h9
| h11
| h12
| --
| N9
| P9
| --
| Js9
| P9
| +0, 1 0
| +0, 1 0
| --
| |
|
| 3, 7
| 7, 5
| +0, 2 0
| |
|
| 7, 5
|
| +0, 3 0
| |
|
|
|
| +0, 2 0
| | Соединение с тангенциальными шпонками
| |
|
|
|
| --
| h11
| --
| --
| --
| +0, 2 0
| 0 -0, 2
|
| |
|
|
|
| +0, 3 0
| 0 -0, 3
| |
|
|
|
| +0, 4 0
| 0 -0, 4
| Длину призматической или клиновой шпонки выбирают из ряда целых
чисел (в мм): 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180, 200, 220, 250, 280, 320, 360, 400, 450, 500. Длина тангенциальной шпонки должна быть на 10-15% больше длины ступицы или детали, установленной на валу.
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
После любого вида механической обработки (обработки со снятием с поверхности части материала - стружки) на поверхности остаются следы от режущих кромок инструмента в виде периодических или хаотически расположенных неровностей. Шероховатостью поверхности называют совокупность неровностей поверхности относительно малой протяженности, выделенных на базовой длине. Шероховатость поверхности оценивается на базовой длине от средней линии профиля - базовой линии, совпадающей с номинальной поверхностью детали. Профиль шероховатой поверхности состоит из выступов и впадин. Выступ профиля - часть профиля, соединяющая две соседние точки пересечения его со средней линией профиля и направленная из тела изделия. Впадина профиля - часть профиля, соединяющая две соседние точки пересечения его со средней линией профиля и направленная в тело изделия.
В технической документации назначаются требования по нескольким параметрам шероховатости (высота неровностей, шаг неровностей профиля, опорная длина профиля и др.), основными из которых являются высота неровностей профиля по 10-ти точкам - Rz и среднее арифметическое отклонений профиля - Ra.
Высота неровностей профиля Rz равна среднему от суммы высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины (формула а).
Среднее арифметическое отклонений профиля Ra равно среднему арифметическому абсолютных значений отклонений профиля в пределах базовой длины (формула б).
 (а) (а)  (б) (б)
Таблица П1.13 Минимальные требования к шероховатости поверхности (параметр Ra, мкм) в зависимости от допусков размера и формы
| Допуск размера по квалитетам
| Допуск формы в % от допуска размера
| Номинальные размеры, мм
| Допуск размера по квалитетам
| Допуск формы в % от допуска размера
| Номинальные размеры, мм
| | До 18
| Св.18 до 50
| Св. 50 до 120
| Св. 120 до 500
| До 18
| Св.18 до 50
| Св. 50 до 120
| Св. 120 до 500
| | IT5
| 100 60 40
| 0, 4 0, 2 0, 1
| 0, 8 0, 4 0, 2
| 1, 6 0, 8 0, 4
| 1, 6 0, 8 0, 4
| IT10
| 100, 60 40 25
| 3, 2 1, 6 0, 8
| 6, 3 3, 2 1, 6
| 6, 3 3, 2 1, 6
| 6, 3 6, 3 3, 2
| | IT6
| 100 60 40
| 0, 8 0, 4 0, 2
| 1, 6 0, 8 0, 4
| 1, 6 0, 8 0, 4
| 3, 2 1, 6 0, 8
| IT11
| 100, 60 40 25
| 6, 3 3, 2 1, 6
| 6, 3 3, 2 1, 6
| 12, 5 6, 3 3, 2
| 12, 5 6, 3 3, 2
| | IT7
| 100 60 40
| 1, 6 0, 8 0, 4
| 3, 2 1, 6 0, 8
| 3, 2 1, 6 0, 8
| 3, 2 3, 2 1, 6
| IT12 IT13
| 100, 60 40
| 12, 5 6, 3
| 12, 5 6, 3
| 25 12, 5
| 25, 0 12, 5
| | IT8
| 100 60 40
| 1, 6 0, 8 0, 4
| 3, 2 1, 6 0, 8
| 3, 2 3, 2 1, 6
| 3, 2 3, 2 1, 6
| IT14 IT15
| 100, 60 40
| 12, 5 12, 5
| 25, 0 12, 5
| 50 25
| 50 25
| | IT9
| 100, 60 40 25
| 3, 2 1, 6 0, 8
| 3, 2 3, 2 1, 6
| 6, 3 3, 2 1, 6
| 6, 3 6, 3 3, 2
| IT16 IT17
| 100, 60 40
| 25 25
| 50 25
| 100 50
| 100 50
| | | | | | | | | | | | | | | | | | |
| В документации предпочтительно использовать среднее арифметическое отклонение профиля Ra. Для заданного значения базовой длины нормативные параметры Ra и Rz связаны соотношением: Rz » 4Ra.
Шероховатость поверхностей связана с точностью изготовления изделия (детали). Чем выше точность обработки какого-либо размера детали (меньше номер квалитета - уже поле допуска), тем меньшую шероховатость должны иметь поверхности, ограничивающие этот размер. Минимальные требования к качеству обработки поверхностей в зависимости от допусков размера, ограниченного этими поверхностями представлены в табл. П1.13.
Подшипники качения работают в сложных условиях, обусловленных большими нагрузками, высокими частотами вращения колец, относительно малой поверхностью контакта с посадочной поверхностью. Поэтому к качеству поверхностей под посадку подшипников предъявляются более высокие требования по сравнению с другими поверхностями. Посадочные поверхности под подшипники и торцовые поверхности заплечиков высококачественно обрабатывают (алмазное точение, тонкая шлифовка) во избежание смятия и среза местных выступов в процессе запрессовки и эксплуатации подшипников. Рекомендуемые показатели чистоты обработки посадочных поверхностей под установку подшипников представлены в табл. П1.14.
Таблица П1.14 Рекомендуемые параметры шероховатости поверхностей под установку подшипников качения.
| Подшипник качения
| Посадочные поверхности
| | Класс точности
| Номинальный диаметр, мм
| валов
| отверстий корпуса
| опорных торцов заплечика
| | Параметр шероховатости Ra, мк
| |
| До 80 80-500
| 1, 25 2, 5
| 1, 25 2, 5
| 2, 5 2, 5
| | 6 и 5
| До 80 80-500
| 0, 63 1, 25
| 0, 63 1, 25
| 1, 25 2, 5
| |
| До 80 80-500
| 0, 32 0, 63
| 0, 63 1, 25
| 1, 25 2, 5
| |
| До 80 80-500
| 0, 16 0, 32
| 0, 32 0, 63
| 0, 63 0, 63
| | Таблица П1.15 Шероховатость Ra поверхности элементов шпоночных соединений (не более, мкм)
| Квалитет размера
| Номинальные размеры поверхности, мм
| | До 18
| Св. 18 до 50
| Св. 50 до 120
| Св. 120 до 500
| | IT9
| 3, 2
| 3, 2
| 6, 3
| 6, 3
| | IT10
| 3, 2
| 6, 3
| 6, 3
| 6, 3
| | IT11
| 6, 3
| 6, 3
| 12, 5
| 12, 5
| | IT12, IT13
| 12, 5
| 12, 5
|
|
| | IT14, IT15
| 12, 5
|
|
|
| | Шпоночные пазы на валах обычно выполняются методом фрезерования. Получить высокое качество рабочих поверхностей пазов при таком способе изготовления весьма затруднительно, поэтому требования к шероховатости поверхностей пазов несколько ниже по сравнению с другими поверхностями деталей. Рекомендации по выбору качества поверхностей шпоночных соединений представлены в табл. П1.15.
 Рис. П1.7 Обозначение шероховатости на чертежах: а) вид механической обработки не устанавливается (предпочтительно); б)механическая обработка со снятием слоя материала; в) без механической обработки; г) поля для простановки параметров шероховатости и способа обработки поверхности; д) простановка размеров профиля.
Рис. П1.7 Обозначение шероховатости на чертежах: а) вид механической обработки не устанавливается (предпочтительно); б)механическая обработка со снятием слоя материала; в) без механической обработки; г) поля для простановки параметров шероховатости и способа обработки поверхности; д) простановка размеров профиля.
| В чертежах обозначение шероховатости (рис. П1.7) ставится либо на линии обозначающей номинальное положение обрабатываемой поверхности, либо на линии-выноске, проведенной от этой поверхности таким образом, что угол значка шероховатости всегда смотрит в сторону обрабатываемой поверхности. На зубчатых венцах колес, червяков и других элементах, изображаемых условно, знак шероховатости, относящийся к рабочей поверхности зубьев, ставится на линии обозначающей делительный цилиндр, делительный конус, на резьбовых элементах детали знак шероховатости ставится на номинальный диаметр (допускается простановка знака на размерную линию) и т.п.
é
ПРИЛОЖЕНИЕ 2
Система отверстия(Поля допусков предпочтительного применения выделены темным)
Таблица П2.1
Верхние отклонения основных отверстий (1-500 мм), мкм
| Поле допуска
| Отклонение
| Номинальные размеры основных отверстий, мм
| | От 1 до 3
| Св. 3 до 6
| Св. 6 до 10
| Св. 10 до 18
| Св. 18 до 30
| Св. 30 до 50
| Св. 50 до 80
| Св. 80 до 120
| Св. 120 до 180
| Св. 180 до 250
| Св. 250 до 315
| Св. 315 до 400
| Св. 400 до 500
| | H5
| +ES
|
|
|
|
|
|
|
|
|
|
|
|
|
| | H6
| +ES
|
|
|
|
|
|
|
|
|
|
|
|
|
| | H7
| +ES
|
|
|
|
|
|
|
|
|
|
|
|
|
| | H8
| +ES
|
|
|
|
|
|
|
|
|
|
|
|
|
| | H9
| +ES
|
|
|
|
|
|
|
|
|
|
|
|
|
| | H10
| +ES
|
|
|
|
|
|
|
|
|
|
|
|
|
| | H11
| +ES
|
|
|
|
|
|
|
|
|
|
|
|
|
| | H12
| +ES
|
|
|
|
|
|
|
|
|
|
|
|
|
| | H13
| +ES
|
|
|
|
|
|
|
|
|
|
|
|
|
| | H14
| +ES
|
|
|
|
|
|
|
|
|
|
|
|
|
| | H15
| +ES
|
|
|
|
|
|
|
|
|
|
|
|
|
| | H16
| +ES
|
|
|
|
|
|
|
|
|
|
|
|
|
| | H17
| +ES
|
|
|
|
|
|
|
|
|
|
|
|
|
| Таблица П2.2
Скользящие посадки. Нижние отклонения (основных) валов (1-500 мм), мкм
| Поле допуска
| Отклонение
| Номинальные размеры основных отверстий, мм
| | От 1 до 3
| Св. 3 до 6
| Св. 6 до 10
| Св. 10 до 18
| Св. 18 до 30
| Св. 30 до 50
| Св. 50 до 80
| Св. 80 до 120
| Св. 120 до 180
| Св. 180 до 250
| Св. 250 до 315
| Св. 315 до 400
| Св. 400 до 500
| | h5
| -ei
|
|
|
|
|
|
|
|
|
|
|
|
|
| | h6
| -ei
|
|
|
|
|
|
|
|
|
|
|
|
|
| | h7
| -ei
|
|
|
|
|
|
|
|
|
|
|
|
|
| | h8
| -ei
|
|
|
|
|
|
|
|
|
|
|
|
|
| | h9
| -ei
|
|
|
|
|
|
|
|
|
|
|
|
|
| | h10
| -ei
|
|
|
|
|
|
|
|
|
|
|
|
|
| | h11
| -ei
|
|
|
|
|
|
|
|
|
|
|
|
|
| | h12
| -ei
|
|
|
|
|
|
|
|
|
|
|
|
|
| | h13
| -ei
|
|
|
|
|
|
|
|
|
|
|
|
|
| | h14
| -ei
|
|
|
|
|
|
|
|
|
|
|
|
|
| | h15
| -ei
|
|
|
|
|
|
|
|
|
|
|
|
|
| | h16
| -ei
|
|
|
|
|
|
|
|
|
|
|
|
|
| | h17
| -ei
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица П2.3
Посадки с зазором. Верхние и нижние отклонения валов (1-500 мм), мкм
| Поле допуска
| Отклонение
| Номинальные размеры основных отверстий, мм
| | От 1 до 3
| Св. 3 до 6
| Св. 6 до 10
| Св. 10 до 18
| Св. 18 до 30
| Св. 30 до 50
| Св. 50 до 80
| Св. 80 до 120
| Св. 120 до 180
| Св. 180 до 250
| Св. 250 до 315
| Св. 315 до 400
| Св. 400 до 500
| | g4
| -es -ei
| 2 5
| 4 8
| 5 9
| 6 11
| 7 13
| 9 16
| 10 18
| 12 22
| 14 26
| 15 29
| 17 33
| 18 36
| 20 40
| | g5
| -es -ei
| 2 6
| 4 9
| 5 11
| 6 14
| 7 16
| 9 20
| 10 23
| 12 27
| 14 32
| 15 35
| 17 40
| 18 43
| 20 47
| | f6
| -es -ei
| 6 12
| 10 18
| 13 22
| 16 27
| 20 33
| 25 41
| 30 49
| 36 58
| 43 68
| 50 79
| 56 88
| 62 98
| 68 108
| | g6
| -es -ei
| 2 8
| 4 12
| 5 14
| 6 17
| 7 20
| 9 25
| 10 29
| 12 34
| 14 39
| 15 44
| 17 49
| 18 54
| 20 60
| | f7
| -es -ei
| 6 16
| 10 22
| 13 28
| 16 34
| 20 41
| 25 50
| 30 60
| 36 71
| 43 83
| 50 96
| 56 108
| 62 119
| 68 131
| | e7
| -es -ei
| 14 24
| 20 32
| 25 40
| 32 50
| 40 61
| 50 75
| 60 90
| 72 107
| 85 125
| 100 146
| 110 162
| 125 182
| 135 198
| | e8
| -es -ei
| 14 28
| 20 38
| 25 47
| 32 59
| 40 73
| 50 89
| 60 106
| 72 126
| 85 148
| 100 172
| 110 191
| 125 214
| 135 232
| | d8
| -es -ei
| 20 34
| 30 48
| 40 62
| 50 77
| 65 98
| 80 119
| 100 146
| 120 174
| 145 208
| 170 242
| 190 271
| 210 299
| 230 327
| | f8
| -es -ei
| 6 20
| 10 28
| 13 35
| 16 43
| 20 53
| 25 64
| 30 76
| 36 90
| 43 106
| 50 122
| 56 137
| 62 151
| 68 165
| | f9
| -es -ei
| 6 31
| 10 40
| 13 49
| 16 59
| 20 72
| 25 87
| 30 104
| 36 123
| 43 143
| 50 165
| 56 186
| 62 202
| 68 223
| | e9
| -es -ei
| 14 39
| 20 50
| 25 61
| 32 75
| 40 92
| 50 112
| 60 134
| 72 159
| 85 185
| 100 215
| 110 240
| 125 265
| 135 290
| | d9
| -es -ei
| 20 45
| 30 60
| 40 76
| 50 93
| 65 117
| 80 142
| 100 174
| 120 207
| 145 245
| 170 285
| 190 320
| 210 350
| 230 385
| | d10
| -es -ei
| 20 60
| 30 78
| 40 98
| 50 120
| 65 149
| 80 180
| 100 220
| 120 260
| 145 305
| 170 355
| 190 400
| 210 440
| 230 480
| | d11
| -es -ei
| 20 80
| 30 105
| 40 130
| 50 160
| 65 195
| 80 240
| 100 290
| 120 340
| 145 395
| 170 480
| 190 510
| 210 570
| 230 630
| |
Таблица П2.4
Переходные посадки. Верхние и нижние отклонения валов (1-500 мм), мкм
| Поле допуска
| Отклонение
| Номинальные размеры основных отверстий, мм
| | От 1 до 3
| Св. 3 до 6
| Св. 6 до 10
| Св. 10 до 18
| Св. 18 до 30
| Св. 30 до 50
| Св. 50 до 80
| Св. 80 до 120
| Св. 120 до 180
| Св. 180 до 250
| Св. 250 до 315
| Св. 315 до 400
| Св. 400 до 500
| | js4
| +es -ei
| 1, 5 1, 5
| 2 2
| 2 2
| 2, 5 2, 5
| 3 3
| 3, 5 3, 5
| 4 4
| 5 5
| 6 6
| 7 7
| 8 8
| 9 9
| 10 10
| | js5
| +es -ei
| 2 2
| 2, 5 2, 5
| 3 3
| 4 4
| 4, 5 4, 5
| 5, 5 5, 5
| 6, 5 6, 5
| 7, 5 7, 5
| 9 9
| 10 10
| 11, 5 11, 5
| 12, 5 12, 5
| 13, 5 13, 5
| | js6
| +es -ei
| 3 3
| 4 4
| 4, 5 4, 5
| 5, 5 5, 5
| 6, 5 6, 5
| 8 8
| 9, 5 9, 5
| 11 11
| 12, 5 12, 5
| 14, 5 14, 5
| 16 16
| 18 18
| 20 20
| | js7
| +es -ei
| 5 5
| 6 6
| 7 7
| 9 9
| 10 10
| 12 12
| 15 15
| 17 17
| 20 20
| 23 23
| 26 26
| 28 28
| 31 31
| | k4
| +es +ei
| 3 0
| 5 1
| 5 1
| 6 1
| 8 2
| 9 2
| 10 2
| 13 3
| 15 3
| 18 4
| 20 4
| 22 4
| 25 5
| | m4
| +es +ei
| 5 2
| 8 4
| 10 6
| 12 7
| 14 8
| 16 9
| 19 11
| 23 13
| 27 15
| 31 17
| 36 20
| 39 21
| 43 23
| | n4
| +es +ei
| 7 4
| 12 8
| 14 10
| 17 12
| 21 15
| 24 17
| 28 20
| 33 23
| 39 27
| 45 31
| 50 34
| 55 37
| 60 40
| | k5
| +es +ei
| 4 0
| 6 1
| 7 1
| 9 1
| 11 2
| 13 2
| 15 2
| 18 3
| 21 3
| 24 4
| 27 4
| 29 4
| 32 5
| | m5
| +es +ei
| 6 2
| 9 4
| 12 6
| 15 7
| 17 8
| 20 9
| 24 11
| 28 13
| 33 15
| 37 17
| 43 20
| 46 21
| 50 23
| | n5
| +es +ei
| 8 4
| 13 8
| 16 10
| 20 12
| 24 15
| 28 17
| 33 20
| 38 23
| 45 27
| 51 31
| 57 34
| 62 37
| 67 40
| | k6
| +es +ei
| 6 0
| 9 1
| 10 1
| 12 1
| 15 2
| 18 2
| 21 2
| 25 3
| 28 3
| 33 4
| 36 4
| 40 4
| 45 5
| | m6
| +es +ei
| 8 2
| 12 4
| 15 6
| 18 7
| 21 8
| 25 9
| 30 11
| 35 13
| 40 15
| 46 17
| 52 20
| 57 21
| 63 23
| | n6
| +es +ei
| 10 4
| 16 8
| 19 10
| 23 12
| 28 15
| 33 17
| 39 20
| 45 23
| 52 27
| 60 31
| 66 34
| 73 37
| 80 40
| | k7
| +es +ei
| 10 0
| 13 1
| 16 1
| 19 1
| 23 2
| 27 2
| 32 2
| 38 3
| 43 3
| 50 4
| 56 4
| 61 4
| 68 5
| | m7
| +es +ei
| --
| 16 4
| 21 6
| 25 7
| 29 8
| 34 9
| 41 11
| 48 13
| 55 15
| 63 17
| 72 20
| 78 21
| 86 23
| | n7
| +es +ei
| 14 4
| 20 8
| 25 10
| 30 12
| 36 15
| 42 17
| 50 20
| 58 23
| 67 27
| 77 31
| 86 34
| 94 37
| 103 40
| | | Таблица П2.5
Посадки с натягом. Верхние и нижние отклонения валов (1-500 мм), мкм
| Поле допуска
| Отклонение
| Номинальные размеры основных отверстий, мм
| | От 1 до 3
| Св. 3 до 6
| Св. 6 до 10
| Св. 10 до 14
| Св. 14 до 18
| Св. 18 до 24
| Св. 24 до 30
| Св. 30 до 40
| Св. 40 до 50
| Св. 50 до 65
| Св. 65 до 80
| Св. 80 до 100
| Св. 100 до 120
| | p5
| +es +ei
| 10 6
| 17 12
| 21 15
| 26 18
| 31 22
| 37 26
| 45 32
| 52 37
| | r5
| +es +ei
| 14 10
| 20 15
| 25 19
| 31 23
| 37 28
| 45 34
| 54 41
| 56 43
| 66 51
| 69 54
| | s5
| +es +ei
| 18 14
| 24 19
| 29 23
| 36 28
| 44 35
| 54 43
| 66 53
| 72 59
| 86 71
| 94 79
| | p6
| +es +ei
| 12 6
| 20 12
| 24 15
| 29 18
| 35 22
| 42 26
| 51 32
| 59 37
| | r6
| +es +ei
| 16 10
| 23 15
| 28 19
| 34 23
| 41 28
| 50 34
| 60 41
| 62 43
| 73 51
| 76 54
| | s6
| +es +ei
| 20 14
| 27 19
| 32 23
| 39 28
| 48 35
| 59 43
| 72 53
| 78 59
| 93 71
| 101 79
| | t6
| +es +ei
| --
| --
| --
| --
| --
| 54 41
| 64 48
| 70 54
| 85 66
| 94 75
| 113 91
| 126 104
| | s7
| +es +ei
| 24 14
| 31 19
| 38 23
| 46 28
| 56 35
| 68 43
| 83 53
| 89 59
| 106 71
| 114 79
| | u7
| +es +ei
| 28 18
| 35 23
| 43 28
| 51 33
| 62 41
| 69 48
| 85 60
| 95 70
| 117 87
| 132 102
| 159 124
| 179 144
| | u8
| +es +ei
| 32 18
| 41 23
| 50 28
| 60 33
| 74 41
| 81 48
| 99 60
| 109 70
| 133 87
| 148 102
| 178 124
| 198 144
| | x8
| +es +ei
| 34 20
| 46 28
| 56 34
| 67 40
| 72 45
| 87 54
| 97 64
| 119 80
| 136 97
| 168 122
| 192 146
| 232 178
| 264 210
| | z8
| +es +ei
| 40 26
| 53 35
| 64 42
| 77 50
| 87 60
| 106 73
| 121 88
| 151 112
| 175 125
| 210 150
| 225 165
|
| 280 210
| | Продолжение таблицы П2.5
| Поле допуска
| Отклонение
| Номинальные размеры основных отверстий, мм
| | Св. 120 до 140
| Св. 140 до 160
| Св. 160 до 180
| Св. 180 до 200
| Св. 200 до 225
| Св. 225 до 250
| Св. 250 до 280
| Св. 280 до 315
| Св. 315 до 355
| Св. 355 до 400
| Св. 400 до 450
| Св. 450 до 500
| | p5
| +es +ei
| 61 43
| 70 50
| 79 56
| 87 62
| 95 68
| | r5
| +es +ei
| 81 63
| 83 65
| 86 68
| 97 77
| 100 80
| 104 84
| 117 94
| 121 98
| 133 108
| 139 114
| 153 126
| 159 132
| | s5
| +es +ei
| 110 92
| 118 100
| 126 108
| 142 122
| 150 130
| 160 140
| 181 158
| 193 170
| 215 190
| 233 208
| 259 232
| 279 252
| | p6
| +es +ei
| 68 43
| 79 50
| 88 56
| 98 62
| 108 68
| | r6
| +es +ei
| 88 63
| 90 65
| 93 68
| 106 77
| 109 80
| 113 84
| 126 94
| 130 98
| 144 108
| 150 114
| 166 126
| 172 132
| | s6
| +es +ei
| 117 92
| 125 100
| 133 108
| 151 122
| 159 130
| 169 140
| 190 158
| 202 170
| 226 190
| 244 208
| 272 232
| 292 252
| | t6
| +es +ei
| 147 122
| 159 134
| 171 146
| 195 166
| 209 180
| 225 196
| 250 218
| 272 240
| 304 268
| 330 294
| 370 330
| 400 360
| | s7
| +es +ei
| 132 92
| 140 100
| 148 108
| 168 122
| 176 130
| 186 140
| 210 158
| 222 170
| 247 190
| 265 208
| 295 232
| 315 252
| | u7
| +es +ei
| 210 170
| 230 190
| 250 210
| 282 236
| 304 258
| 330 284
| 367 315
| 402 350
| 447 390
| 492 435
| 553 490
| 603 540
| | u8
| +es +ei
| 233 170
| 253 190
| 273 210
| 308 236
| 330 258
| 356 284
| 396 315
| 431 350
| 479 390
| 524 435
| 587 490
| 637 540
| | x8
| +es +ei
| 311 248
| 343 280
| 373 310
| 422 350
| 457 385
| 497 425
| 556 475
| 606 525
| 679 590
| 749 660
| 837 740
| 917 820
| | z8
| +es +ei
| 428 365
| 478 415
| 528 465
| 592 520
| 647 575
| 712 640
| 791 710
| 871 790
| 989 900
| 1089 1000
| 1197 1100
| 1347 1250
| | | | | | | | | | | | | | | | | | | | | | | | | | | | |
é
* Здесь и далее всем параметрам ведущего зубчатого колеса приписывают индекс «1», ведомого – «2».
[2] Основные свойства эвольвенты и эвольвентного зацепления представлены в курсе теории механизмов и машин (см., например, Теория механизмов и механика машин: Учеб. для втузов/ К.В. Фролов, С.А. Попов, А.К. Мусатов и др.; Под ред. К.В. Фролова. - 2-е изд., перераб и доп.-М.: Высш. шк., 1998.- 496 с.).
[3] Применение трехвитковых червяков (z1 = 3) стандартами не предусматривается.
[4] Кратность простого планетарного ряда равна передаточному числу обращённой передачи - передачи от солнечной шестерни эпициклу при заторможенном водиле.
** Передаточное отношение в отличие от передаточного числа характеризует не только отношение между входной и выходной угловыми скоростями в передаче, но и совпадение (знак «+») или несовпадение (знак «-») их направления.
[5] Подстрочный индекс в обозначении долговечности указывает допустимый процент выхода из строя в партии подшипников при их работе в течение срока долговечности.
[6] Податливость - способность деформироваться, свойство противоположное жёсткости, в системе СИ его размерность м/Н
[7] Большинство материалов на сжатие имеет более высокую прочность по сравнению с прочностью на срез.
|
