|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
МДК 02.02 Основы проектирования технологических процессовСтр 1 из 24Следующая ⇒
ФОНД ОЦЕНОЧНЫХ СРЕДСТВ ТЕКУЩЕЙ АТТЕСТАЦИИ МДК 02.02 Основы проектирования технологических процессов специальность СПО: 22.02.06 Сварочное производство
Яровое 2018 РАЗРАБОТЧИКИ: КГБ ПОУ «Яровской политехнический техникум» преподаватель__ Т.А. Ролдухина
ОБЩИЕ ПОЛОЖЕНИЯ 1.1 Фонд контрольно-оценочных средств по МДК 02.02 Основы проектирования технологических процессов 1.2 . В результате аттестации по МДК осуществляется проверка следующих знаний и умений:
Литература Основные источники: 1. Овчинников В.В. Контроль качества сварных соединений, 2013, ОИЦ «Академия» Дополнительные источники:: 1. Овчинников В.В. Дефекты сварных соединений, 2009, ОИЦ «Академия» 2. Овчинников В.В. Охрана труда при производстве сварочных работ, 2009, ОИЦ «Академия» 3. Овчинников В.В. Контроль качества сварных соединений: Практикум, 2009,ОИЦ «Академия» 4. Овчинников В.В. Технология электрической сварки плавлением. Лабораторно-практическиеработы, 2010, ОИЦ "Академия" 5. Чернышов Г.Г. Технология сварки плавлением и термической резки, 2010,ОИЦ «Академия» 6. Чернышов Г.Г. Технология электрической сварки плавлением, 2010, ОИЦ "Академия" 7. Пакет материалов для выполнения программы профессиональной Основные нормативные правовые акты:
39. ГОСТ 60974 - "Источники питания для дуговой сварки. Требования безопасности". Информационные ресурсы: 1. Профессиональные информационные системы CAD и CAM. 2. Классификаторы социально-экономической информации: [Электронный Электронный ресурс «Сварка». Форма доступа: - www.svarka-reska.ru - www.svarka.net - websvarka.ru Практическая работа № 1. Теоретические сведения Общие сведения. При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными (рис.1).
Рис. 2. Подготовка кромок труб под сварку при толщине стенок 8-12 мм
Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2-3 мм. Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов. При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в четырех местах швом высотой 3-4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250-300 мм. При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении. Трубы, толщина стенки которых составляет 12 мм, сваривают в три слоя. Первый слой создает местный провар в корне шва и надежное сплавление кромок. Для этого необходимо, чтобы наплавленный металл образовал внутри трубы узкий ниточный валик высотой 1-1,5 мм, равномерно распределяющийся по всей окружности. Для получения провара без сосулек и грата движение электрода должно быть возвратно-поступательным с непродолжительной задержкой электрода на сварочной ванне, незначительным поперечным колебанием между кромками и образованием небольшого отверстия в вершине угла скоса кромок. Отверстие получается в результате проплавления основного металла дугой. Размер его не должен превышать на 1-2 мм установленный зазор между трубами.
Сварка поворотных стыков. Первый слой высотой 3-4 мм сваривают электродами диаметром 2, 3 и 4 мм, второй слой наплавляется электродами большего диаметра и при повышенном токе. Первые два слоя можно выполнить одним из следующих способов:
Сварка неповоротных стыков.
Н
Рис. 8. Поверхность корневого шва:
Для облегчения наблюдения за зоной сварки в направлении ведения последнего слоя предпоследний слой накладывают в области кромок так, чтобы его поверхность была на 1-1,5 мм ниже свариваемых кромок (рис. 9). Последний слой выполняют высотой 2-3 мм и шириной на 2-3 мм большей, чем ширина разделки кромок; он должен иметь плавный переход от наплавленного металла к основному.
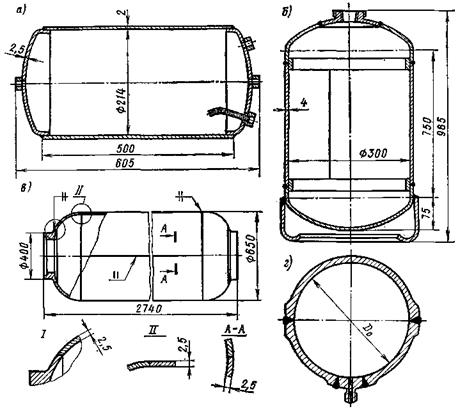
Практическая работа №2 Задание Необходимо разработать схему закрепления деталей при сборке и сварки конструкции корпуса ацетиленового баллона.
Рис.1 Корпус ацетиленового баллона: 1-Обечайка, 2 - Верхняя крышка, 3 - Штуцер, 4 - Нижняя крышка, 5 - Опора. Исходные данные
Ход выполнения работы 1. Анализ материала 2. Определение типа производства 3. Выбор способа сборки и сварки 3.1 Выбор рода тока 4. Выбор разделки кромок и назначение размеров сварного соединения 5. Выбор сборочных и сварочных приспособлений 6. Технология сборки и сварки Анализ материала Данная конструкция изготавливается из стали 15ХСНД. Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ. Химический состав 15ХСНД приведены в таблице 2. Таблица 1. Химический состав в %.
Сталь 15ХСНД применяется: Сварные конструкции, детали ферм, другие детали с повышенными требованиями к прочности и коррозионной стойкости с ограничением массы, работающие при темп. от - 70 до +450 град. Mеханические свойства стали 15ХСНД приведены в таблице 2. Таблица 2. Mеханические свойства.
В зависимости от типа конструкций и её назначения к сварным соединениям из данной стали предъявляются требования необходимой достаточной прочности в условиях эксплуатации, плотности. В связи с особыми физико-химическими свойствами выполнения этих требований является достаточно сложной задачей. Восприимчивость, а также высокий уровень механических свойств обуславливают ряд специфических трудностей, возникающих при сварке. Выбор рода тока Сварку выполняют на постоянном токе обратной полярности, что обеспечивает лучшие условия термоэлектронной эмиссии. Анод расположен на электроде, что существенно улучшает качество производимых работ. Технология сборки и сварки 1. Прохождение инструктажа по ТБ и ПТЭ. 2. Подготовка рабочего места. 3. Маркирование - нанести информацию на бирку: номер чертежа, количество штук в партии, дату и цех изготовитель. 4. Сборка и сварка корпуса 4.1 Зачистить зону сварного шва корпуса с двух сторон шириной 1015 мм. 4.2 С помощью струбцин собрать корпус под прихватку и сварку согласно ТУ, выдерживая размеры в зазорах с помощью набора щупов, выдерживая овальность. 4.3 Выполнить прихватки размерами длиной 30мм, через 250-300мм на всем протяжении сварочного шва. 4.4 Зачистить прихватки шлифмашинкой и металлической щеткой. 4.5 Установить медную, охлаждаемую убирающуюся подкладку. 4.6 Произвести сварку автоматом ESAB A2 Multitrac with A2, длина шва 750мм. 4.7 Убрать подкладку, произвести визуальный осмотр, поставить клеймо межоперационных работ. 5. Сборка и сварка крышки. 5.1 Зачистить зону сварного шва крышки с двух сторон шириной 1015 мм. 5.2 С помощью струбцин собрать крышку под прихватку и сварку согласно ТУ, выдерживая размеры в зазорах с помощью набора щупов, выдерживая овальность. 5.3 Выполнить три прихватки длиной 30мм. 5.4 Зачистить прихватки шлифмашинкой и металлической щеткой. 5.5 Установить подкладное кольцо. 5.6 Произвести сварку автоматом A2 Multitrac with A2, длина шва 955мм. 5.7 Произвести визуальный осмотр, поставить клеймо межоперационных работ. 6. Выполнить сборку и сварку штуцера. 6.1 Зачистить зону сварного шва с двух сторон шириной 1015 мм. 6.2 Собрать узел, выдерживая перпендикулярность при помощи угольника, зафиксировать прихватками длиной 30мм через 250-300мм. 6.3 Произвести сварку автоматом A2 Multitrac with A2, длина шва 477мм. 6.4 Произвести визуальный осмотр, проверить геометрию шва с помощью шаблона сварщика, поставить клеймо межоперационных работ. 7. Выполнить сборку и сварку обечайки и крышки. Сборка и сварка выполняется в поворотном устройстве велосипедного типа. 7.1 Зачистить зону сварного шва с двух сторон шириной 1015 мм. 7.2 Собрать узел, выдерживая перпендикулярность, зафиксировать прихватками длиной 30мм через 250-300мм. 7.3 Произвести сварку двумя автоматами A2 Multitrac with A2 одновременно, каждая крышка сваривается одним автоматом в нижнем положении. Длина каждого шва 970мм. 7.4 Произвести визуальный осмотр, проверить геометрию шва с помощью шаблона сварщика, поставить клеймо межоперационных работ. 8. Выполнить сборку и сварку опоры с корпусом. 8.1 Зачистить зону сварного шва с двух сторон шириной 1015 мм. 8.2 Собрать узел, выдерживая перпендикулярность при помощи угольника и выдерживая размер 975мм при помощи рулетки зафиксировать прихватками длиной 30мм через 250-300мм. 8.3 Произвести сварку автоматом A2 Multitrac with A2. 8.4 Произвести визуальный осмотр, проверить геометрию шва с помощью шаблона сварщика, поставить клеймо межоперационных работ. 9. Произвести термообработку корпуса вертикального аппарата согласно ТУ. 10. Произвести радиометрический контроль сварочных стыков. 11. Заполнить паспорт на изделие. 12. Изготовить деревянную тару с габаритами соответствующими габаритам корпуса, упаковать корпус в тару, приложить паспорт и закрыть тару.
Практическая работа №3 Практическая работа№4 Практическая работа№5 Тема: Проектирование технологического процесса стыкового шва Время выполнения работы – 4 часа Цель: Сформировать знания и навыки по проектированию технологического процесса стыкового шва Ход работы: Изучить конструкцию сварного узла по эскизу. Описать последовательность сборки и сварки соединения Разработать технологический процесс сварки стыкового соединения Сделать вывод Вариант 1. Вариант 2.
Вариант 3.
Вариант 4.
Пример выполнения технологического процесса Приложение 1.
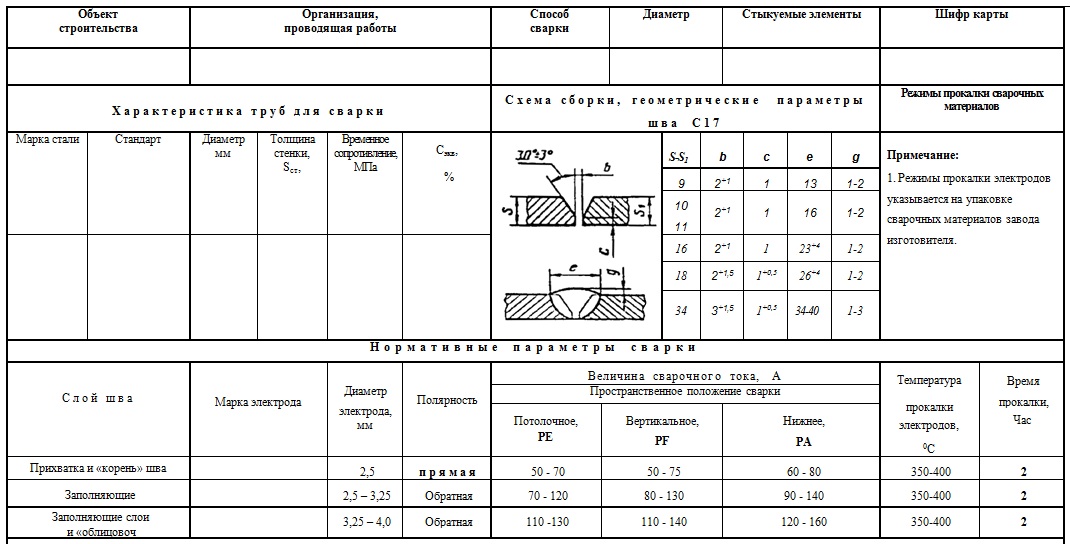
Приложение2. Технологическая карта сварки Технологическая карта сварки – документ, который является результатом разработки технологии сварки конкретного соединения. В нем записаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений. При разработке технологии сварки металлоконструкций каждое сварное соединение должно быть изготовлено в соответствии с разработанной для нее технологической картой сварки. Технологическая карта сварки содержит в себе: 1. сведения о основном металле; 2. сведения о качестве и подготовке соединения под сварку: данные о разделке, о количестве и расположении прихваток, данные о предварительной очистке кромок; 3. данные о фиксации свариваемого изделия и о возможном подогреве; 4. сведения об используемом сварочном оборудовании и сварочных материалах; 5. сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др.; 6. сведения о форме сварного соединения и способах контроля качества сварного соединения. Разработка технологической карты сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры. Практическая работа№6 Практическая работа№7 Тема: Проектирование технологического процесса для высокотемпературной пайки металлов Время выполнения работы – 6 часов Цель: Сформировать знания и навыки по проектированию технологического процесса для высокотемпературной пайки металлов Общие сведения Пайкой называется технологический процесс соединения деталей в твердом состоянии посредством расплавленного присадочного материала — припоя. По прочности паяные соединения уступают сварным. Пайка может выполняться вручную и на специальных автоматических или механизированных установках. Пайка металлов условно подразделяется на высокотемпературную и низкотемпературнуюпайку (ГОСТ 117325-71). Высокотемпературной считается пайка с температурой плавления припоев свыше 550 °С (ниже 550 °С — низкотемпературная пайка). В качестве припоев используются составы, в которые входят: низкотемпературные припои — олово, свинец, сурьма; высокотемпературные — цинк, медь, серебро. Припои для пайки производятся в виде прутков, полос, проволоки, порошков и паст. К ним предъявляются следующие требования: Для получения высококачественного паяного соединения припой должен удовлетворить следующим условиям: · иметь температуру плавления ниже температуры плавления основного металла; · хорошо растекаться, проникая в щели зазора, а также хорошо смачивать основной металл; · должен обладать одинаковой или более высокой коррозионной стойкостью, чем основной металл; · припой и основной металл должны взаимно диффундировать и образовывать сплав; · припой не должен содержать дорогостоящих и дефицитных компонентов. Для расплавления припоев используются газовые горелки, электродуга, муфельные и др. печи, индукционный нагрев и т. д. Для низкотемпературной пайки используют паяльники. Пайке поддаются низкоуглеродистая и легированная сталь, чугун, медь, алюминий, никель, их сплавы, а также многие другие металлы. Прочность сцепления припоя с соединяемыми поверхностями зависит от физико-химических и диффузионных процессов, протекающих между припоем и основным металлом. По условию заполнения зазора пайку можно разделить на капиллярную, при которой припой при нагреве заполняет малый зазор между паяемыми деталями под действием капиллярных сил, и некапиллярную. По механизму образования шва капиллярная пайка подразделяется на: · пайку с готовым припоем, когда затвердевание шва происходит при охлаждении; · контактно-реактивную пайку; · реактивно-флюсовую; диффузионную. К некапиллярным способам относятся: · пайка-сварка · сварка-пайка. При капиллярной пайке припой заполняет зазор между соединяемыми поверхностями и удерживается в нем за счет капиллярных сил – рисунок 1. Соединение образуется за счет растворения основы в жидком припое и последующей кристаллизации раствора. Капиллярную пайку используют при соединении внахлестку.
Рисунок 1 – Схема капиллярной пайки: а – перед пайкой; б – после пайки; 1 - припой При диффузионной пайке соединение образуется за счет взаимной диффузии компонентов припоя и паяемых материалов, причем возможно образование в шве твердого раствора или тугоплавких хрупких интерметаллидов. Для диффузионной пайки необходима продолжительная выдержка при температуре образования паяного шва, и после завершения процесса — при температуре ниже температуры полного затвердевания припоя. При контактно-реактивной пайке между соединяемыми металлами или соединяемыми металлами и прослойкой промежуточного металла в результате контактного плавления образуется сплав, который заполняет зазор и при кристаллизации образует паяное соединение (рисунок 2).
а) б) Рисунок 2 – Схема контактно-реактивной пайки: а – перед пайкой; б- после пайки; 1 – медь; 2 – серебро; 3 – эвтектический сплав меди с серебром При реактивно-флюсовой пайке припой образуется за счет реакции вытеснения между основным металлом и флюсом. Например, при пайке алюминия с флюсом, содержащим хлорид цинка, последний при высокой температуре разлагается, и восстановленный цинк служит припоем. Реактивно-флюсовую пайку можно вести без припоя и с припоем.
Рисунок 3 – Схема пайки-сварки (а) и сварки-пайки (б) При пайке-сварке соединение образуется так же, как при сварке плавлением, с разделыванием кромок, но в качестве присадочного металла применяют припой, как показано на рисунке 3,а. При сварке-пайке соединяют разнородные материалы с применением местного нагрева, при котором более легкоплавкий материал нагревается до температуры плавления и выполняет функцию припоя. Это видно по рисунку 3,б. Наибольшее применение получили капиллярная пайка и пайка-сварка. Диффузионная и контактно-реактивная пайки более трудоемки, но обеспечивают высокое качество соединения. Качество паяных соединений (прочность, герметичность, надежность и др.) зависит от правильного выбора основного металла, припоя, флюса, способа нагрева, величины зазоров, типа соединения. Флюсы служат для растворения и удаления окислов и загрязнений с поверхности металла, защиты его от окисления, улучшения смачиваемости и растекания припоя. Температура плавления флюса должна быть ниже температуры припоя. Основные типы паяных соединений показаны на рисунке 4.
Рисунок 4 – Типы паяных соединений: а – внахлестку; б –встык; в – вкос; г – втавр; д – в угол; е - соприкасающийся СПОСОБЫ ПАЙКИ Пайка высокотемпературными припоями. К этим припоям относятся медные, медноцинковые, медноникелевые и серебряные. Пайку низкотемпературными припоями используют почти для всех металлов. Эти припои состоят в основном из олова. Применяют также легкоплавкие припои, содержащие висмут, кадмий и безоловянистые на основе свинца, сурьмы, температура плавления которых ниже 140° С. В таблице 1 приведены характеристики некоторых распространенных припоев. В качестве флюсов применяют слабодействующие кислоты, органические и неорганические вещества, например, канифоль, стеарин, соляную кислоту, хлористый цинк, нашатырь, фосфорную кислоту. Используют также раствор хлористого цинка с добавкой хлористого аммония. Приготавливают специальную паяльную кислоту или паяльную жидкость (раствор хлористого цинка в технической соляной кислоте). По окончании пайки флюсы удаляют с поверхности металла. Таблица 1 – Припои и их характеристики
По способу нагрева различают следующие способы пайки. Пайку газовым пламенем осуществляют нагревом кромок изделия до плавления припоя и флюса и применяют в основном для соединения деталей высокотемпературными припоями. Перед пайкой на место пайки наносят флюс в виде жидкой пасты, разведенный водой или спиртом. Конец прутка также покрывают флюсом. Пайка в печах . Пайку проводят в специальных печах с электрическим обогревом. Существуют три способа пайки в печах: o с применением твердых флюсов; o в вакууме; o в газовой среде. В первом случае собранное изделие с припоем, заложенным заранее в шов и нанесенным на место пайки флюсом, помещают в печь. Здесь изделие нагревается до температуры пайки. Во втором случае собранное изделие нагревается в вакуумной камере, благодаря чему металл не окисляется. В третьем случае используют активные или инертные газы: водород, диссоциированный аммиак и др. Пайка погружением . Проводят в ваннах с расплавленными солями. На поверхность, подлежащую пайке, предварительно очищенную от грязи и жира, наносят флюс, между кромками или около места соединения размещается припой, затем деталь скрепляют и погружают в ванну. Соляная ванна предохраняет место пайки от окисления. Этот способ пайки используют для изготовления деталей из стали, твердых сплавов, меди, медных и алюминиевых сплавов. Пайка погружением в металлические ванны . Детали, нагретые до 550° С, погружают в ванну с расплавленным припоем, покрытым флюсом. Неспаиваемые поверхности предохраняют от контакта с припоем специальной обмазкой из графита с добавками небольшого количества извести. Пайка бегущей волной припоя является разновидностью пайки погружением в металлические ванны. При этом способе расплавленный припой подается насосом и образует волну над уровнем расплава. Паяемая деталь перемещается в горизонтальном направлении и в момент касания волны происходит пайка. Пайку бегущей волной применяют главным образом в радиоэлектронной промышленности при производстве печатных схем. Пайка с индукционным нагревом . Нагреваемый участок паяемого изделия помещают внутрь катушки-индуктора. Через индуктор пропускают ток высокой частоты. В результате место пайки нагревается до температуры пайки. Предохранение изделия от окисления достигается за счет помещения изделия в процессе нагрева в вакуум или в защитную среду. Электрическая контактная пайка . Для нагрева места пайки используют обычные контактные сварочные машины. Подготовленный к пайке узел зажимают между электродами машины, затем включают ток и проводят пайку. После нагрева изделие некоторое время выдерживают под давлением до остывания припоя. Пайку применяют для соединения мелких деталей в массовом производстве. Пайка нагретым инструментом . Применяют для пайки низкотемпературными припоями. Паяльником нагревают детали в месте пайки и расплавляют припой и флюс. Пайка с нагревом кварцевыми лампами . Детали, подлежащие пайке, помещают в специальный контейнер, в котором создают вакуум, затем его заполняют аргоном. Контейнер обогревают кварцевыми лампами. После окончания обогрева кварцевые лампы отводят и вынимают запаянные детали. Экзофлюсовая пайка . Применяют для пайки нержавеющих сталей. На очищенное место соединения наносят тонкий порошкообразный слой флюса. Соединяемые поверхности совмещают, на противоположные стороны заготовок укладывают экзотермическую смесь. Смесь состоит из разных компонентов, которые укладывают в форме пасты или брикетов толщиной в несколько миллиметров. Собранную конструкцию устанавливают в приспособление и вносят в специальную печь, где осуществляют зажигание экзотермической смеси при 500° С. В результате экзотермических реакций смеси температура на поверхности металла повышается, и происходит расплавление припоя. Пайка с наложением упругих колебаний . Для пайки используют упругие колебания — низкочастотные и ультразвуковые. Для создания низкочастотных колебаний применяют электромагнитные вибраторы, которые жестко соединяют с приспособлениями. В приспособлениях зажаты детали, подлежащие пайке. Частота колебаний около 100 Гц. При использовании высокочастотных ультразвуковых колебаний разрушается поверхностная окисная пленка. Это особенно важно при пайке алюминиевых и магниевых сплавов. ПРАКТИЧЕСКАЯ ЧАСТЬ Выполнить пайку стальных или медных (латунных) пластинок 10х100 мм низкотемпературным припоем внахлест по рисунку 4,а. Для этого: 1. Зачистить поверхность пластин в месте пайкой, обезжирить. 2. Подготовить флюс и припой в виде порошков или пасты 3. Нанести порошок или пасту припоя с флюсом на место соединения пластин 4. Совместить пластины так, как они должны быть спаяны 5. Поместить пакет пластин в печь 6. Нагреть печь до температуры плавления припоя 7. Выключить и остудить печь 8. Извлечь пластины из печи, осмотреть их, убедиться в том, что пайка состоялась 9. С помощью штангенциркуля определить размеры пятна пайки 10. Провести испытание пластин на разрыв стандартным способом на разрывной машине Р-20 11. Рассчитать сопротивление срезу паяного шва и сравнить с прочностью припоя 12. Записать полученные результаты в таблицу СОДЕРЖАНИЕ ОТЧЕТА Отчет должен содержать необходимые теоретические сведения по пайке, эскиз паяных пластин и схему испытания их на разрыв, расчет прочности паяного шва на разрыв, таблица результатов, вывод по работе. КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Что называется пайкой? 2. Какие припои называются высокотемпературными? Какие низкотемпературными? 3. В чем отличие капиллярной пайки от некапиллярной? 4. За счет чего образуется соединение при диффузионной сварке? 5. Чем отличается контактно-реактивная пайка от реактивно-флюсовой? 6. В чем отличие пайки-сварки от сварки? 7. Что является припоем при сварке-пайке? 8. Для чего нужен флюс? 9. Какие способы пайки используются в массовом производстве?
Практическая работа№8 Порядок выполнения работы. 1. Изучить устройство электропаяльника, технологию пайки проводов. 2. Выполнить пайку проводов. 3. Сдать на проверку преподавателю Содержание работы и методика ее выполнения. Пайка в электромонтажных работах обладает рядом преимуществ по сравнению со сваркой или склеиванием. При пайке в отличие от сварки соединяемые детали не нагреваются до высоких температур, не изменяется их структура, изделия не коробятся, применяемое оборудование доступнее и дешевле сварочного. Соединению пайкой поддаются любые металлы и сплавы. В отличие от склеенных паяные соединения не боятся ни жары, ни холода, пи влаги, обладают превосходной электропроводностью. Способов пайки известно много. Наиболее распространена пайка паяльником. Для пайки проводов с медными жилами и электротехнических изделий из меди и ее сплавов пользуются оловянно-свинцовыми припоями ПОС-40, ПОС-50, ПОС-61, имеющими температуру плавления 180—300°С. Для растворения окисных пленок и предохранения металла от окисления применяют флюсы. Известны активные и бескислотные флюсы. Активные флюсы интенсивно растворяют пленки во время пайки, но способствуют окислению металлов в процессе эксплуатации. К активным (или кислотным) флюсам относятся хлористый цинк ZnCl2 (1 часть цинка и 5 частей 25%-ной соляной кислоты) и нашатырь. Теоретическое введение Паянием называют способ соединения друг с другом двух или нескольких металлических, или металлизованных деталей посредством связующего металла или сплава (припоя), температура плавления которого ниже температуры плавления спаиваемых частей. К преимуществам пайки относятся: незначительный нагрев соединяющихся частей, что сохраняет структуру и механические свойства металла; сохранения размеров и форм детали; прочность соединения. Процесс паяния заключается в следующем. В зазор между нагретыми соединяемыми металлами вводят жидкий расплавленный припой, который при охлаждении затвердевает и прочно соединяет спаиваемые части. Содержание отчета. - Нарисовать изготовленные в лаборатории провода. - К отчету приложить готовые изделия -5 проводников, пригодных для использования в практических работах. Контрольные вопросы. 1. Каковы преимущества и недостатки пайки перед сварными и клееными соединениями? 2. Каково назначение флюсов при пайке? 3. Почему при контактной пайке используют припои, содержащие олово и свинец, а не чистые металлы? 4. Как расшифровать марку припоя ПОС-40? 5. Как залудить паяльник? Практическая работа№9 Практическая работа№10 Практическая работа№11 Практическая работа№12 Практическая работа№13 Практическая работа№14 ПРИЛОЖЕНИЕ Пример оформления маршрутной карты на единичный технологический процесс(операционного описания) сборки Практическая работа№15 Практическая работа№16 Вариант 1
Вариант 2.
Вариант 3.
Вариант4.
Технологический процесс 1. Подготовка металла к сварке: низколегированные стали разрезают на заготовки газовой, плазменной или воздушно-дуговой резкой с последующей зачисткой участков нагрева резцовыми или абразивными инструментами до удаления следов огневой резки. Перед сборкой стыка свариваемые кромки на ширину до 20 мм зачищают до металлического блеска и обезжиривают. Стыки собирают в сборочных приспособлениях или с помощью прихваток. Их ставят с применением присадочных проволок той же марки, какой будет выполнена сварка. Высота прихватки равна 0,6 - 0,7 толщины свариваемых деталей, но не менее 3 мм, при толщине стенки до 10 мм или 5-8 мм при толщине стенки более 10 мм. Прихватки необходимо выполнять с полным проваром. Их поверхность должны быть тщательно зачищена. Прихватки, имеющие недопустимые дефекты следует удалить механическим способом. Сварочную проволоку в течение 1,2 - 2 ч прокаливают при температуре 150 - 250?С. Ржавчина на проволоке резко ухудшает стабильность процесса сварки. Удалять ржавчину рекомендуется травлением проволоки в 5 % - ном растворе соляной кислоты с последующим прокаливанием 1,5 - 2 ч при температуре 150 - 250?С. 2. Технологический процесс сварки металлической фермы начинается с изготовления ее элементов - уголков, швеллеров, косынок и т. п. по заданным чертежам. Изготовленные элементы фермы собирают на стеллаже или в стапелях и скрепляют короткими сварными швами. Последовательность наложения сварных швов при сварке фермы, собранной на прихватках, должна выполняться в соответствии с технологией, предусматривающей получение минимальных короблений, допустимых без последующей рихтовки фермы - порядок сварки узлов всегда следует вести от середины фермы к ее концам. 1. На стеллажах, пользуясь фиксаторами, ограничителями и закрепляющими устройствами, выкладывают согласно чертежу первые ветви верхнего и нижнего пояса фермы. 2. В узловых точках поясов устанавливают косынки, прижимают их струбцинами или скобками к ветвям поясов и прихватывают. 3. Проверяют правильность положения поясов и узловых точек, измеряя линейкой или струной по направлению стоек, раскосов и связей их теоретическую длину между взаимно противоположными точками и одновременно наносят на косынках риски по направлению элементов решетки. 4. Выкладывают первые ветви стоек и раскосов, выдерживая величину минуса в каждом узле и, ориентируясь по совпадению рисок на косынках и на концах стержней решетки, прижимают стержни к косынкам и ставят прихватки. 5. Кантуют собранную ветвь фермы на 180°, выкладывают согласно чертежу прокладки на поясах и элементах решетки, прижимают их и прихватывают. 6. Выкладывают вторые ветви поясов, стоек, раскосов и связей, ориентируясь по первой ветви каждого элемента, прижимают их и прихватывают к косынкам и прокладкам. 7. Производят сварку собранной фермы. Сварку узлов начинают от середины фермы и ведут симметрично к ее концам. В каждом узле сначала приваривают косынки к поясам, а затем стойки и раскосы к косынкам. 8. Кантуют второй раз ферму на 180° и производят в таком же порядке сварку узлов со стороны первых ветвей поясов, стоек и раскосов. 9. После сварки всех швов ферма подвергается заключительным операциям, по окончании которых поступает в склад готовой продукции. Технология выполнения швов Узлы фермы сваривают последовательно - от середины фермы к опорным узлам. Сначала выполняют стыковые, а затем угловые швы. Если швы разного сечения, то вначале накладывают швы с большим сечением, а затем с меньшим. Каждый элемент при сборке прихватывают швом длиной 30-40мм. Близко расположенные швы не выполняются сразу. Сначала дают остыть тому участку основного металла, где будет накладываться близко расположенный шов. Это снизит перегрев металла и пластические деформации. Контроль продольного шва выводят на торец привариваемого элемента на длину 20 мм. (см.рис.5.1.)
Рис.5.1. Длина продольного шва. При сварке деталей ферм используют следующие виды соединений: · нахлесточное соединение с обваркой контура уголка прочнее и жестче (рис.5.2.). Целесообразно перекрещивать полки уголков, перпендикулярные к плоскости соединения. Во избежание появления в стержнях лишних изгибающих и крутящих моментов целесообразно соединять элементы фермы так, чтобы линии центров изгиба сечений пересекались в одной точке.
Рис.5.2. Соединение полками, обращенными в одну сторону компактнее (см.рис.5.3.).
Рис.5.3. · узел фермы с косынкой - жесткость соединения усиливают косынками. Соединение с накладными косынками значительно прочнее и жестче (рис.5.4.).
Рис.5.4.Узел фермы с косынкой. · узел фермы с накладкой: к горизонтальному стержню фермы, представляющему в сечении двутавр, приваривается двумя угловыми швами 1 надставка. При длине швов более 500 мм они накладываются обратноступенчатым способом. Два стержня, каждый из которых состоит из двух уголков, устанавливаются на надставку и прихватываются к ней с таким расчетом, чтобы геометрические оси стержней и балки пересекались в одной точке. Сначала накладываются лобовые швы 2, затем фланговые 3 и 4, направление сварки которых должно быть от лобового шва к краям надставки. Во избежание коробления надставки швы 3 и 4 следует накладывать одновременно с обеих сторон надставки либо поочередно с одной и с другой стороны (см.рис.5.5.).
Рис. 5.5. Узел фермы с надставкой. Конец продольного шва выводят на торец привариваемого элемента на дли · узел фермы с прокладкой используют в случае, когда сечение всех стержней состоит из парных элементов - уголков или швеллеров. Парные элементы стержней соединяют между собой с зазором, в который вставляется прокладка. Сначала приваривается горизонтальный стержень к прокладке швами 1 и 2. Сварку рекомендуется вести одновременно с обеих сторон прокладки двумя сварщиками. Затем таким же образом приваривается вертикальная стойка, а потом две наклонные стойки.
Рис.5.6. Узел фермы с прокладкой. Выбор режима сварки Качество сварки в значительной мере зависит от правильности выбора режимов работы сварочного полуавтомата, а также от правильности выбора сварочных материалов (сварочной проволоки). Для регулировки расхода защитного газа используют газовый редуктор. Защитный газ, который подается в зону сварки через газовое сопло, защищает дугу и сварочную ванну с расплавленным металлом. Металл в расплавленном состоянии химически активен и может взаимодействовать с защитным газом. В зависимости от толщины свариваемого металла сварщик выбирает режим работы переключателем силы тока и подачи электрода. Расстояние от края защитной трубки и свариваемой деталью 7-14 мм. Толщина свариваемого металла - 2 мм. Зазор между свариваемыми деталями устанавливается около 0,8 мм. Рассмотрим оптимальные режимы сварки при толщине металла 2 мм: ? Диаметр проволоки 0,8 мм ? Сварочный ток - около 200 А ? Напряжение на дуге - 22 В ? Скорость сварки - 55 м/ч ? Вылет электрода - 13 мм ? Расход газа - 7 л/мин ? Число проходов - 1 Требования качества выполненных работ Сварные конструкции контролируют на всех этапах их изготовления. Кроме того, систематически проверяют приспособления и оборудование. При предварительном контроле подвергаются проверке основные и вспомогательные материалы, устанавливается их соответствие чертежу и техническим условиям, После заготовительных работ детали подвергают чаще всего наружному осмотру, т.е. проверяют внешний вид детали, качество поверхности, наличие заусенцев, трещин, забоин и т.п., а также измеряют универсальными и специальными инструментами, шаблонами, с помощью контрольных приспособлений. Особенно тщательно контролируют участки, подвергающиеся сварке. Профиль кромок, подготовленных под сварку плавлением, проверяют специальными шаблонами, а качество подготовки поверхности - с помощью оптических приборов или специальными микрометрами. Во время сборки и прихватки проверяют расположение деталей друг относительно друга, величину зазоров, расположение и размер прихваток, отсутствие трещин, прожогов и других дефектов в местах прихваток и т.д. Качество сборки и прихватки определяют главным образом наружным осмотром и обмером. Наиболее ответственным моментом является текущий контроль выполнения сварки. Организация контроля сварочных работ может производиться в двух направлениях: контролируют сами процессы сварки либо полученные изделия. Организация рабочего места Для сварки и сборки фермы создаются специализированные сварочные участки - сборочно-сварочные цехи, которые оборудованы грузоподъемными устройствами, сборочными стеллажами, кондукторами и кантователями. Применение грузоподъемных устройств должно быть предусмотрено на сборке при сварке отдельных изделий массой более 20 кг каждое. Ширина проходов между оборудованием, движущимися механизмами и перемещаемыми деталями, а также между стационарными многопостовыми источниками питания должна быть не менее 1,5 м. Размещение сварочного оборудования должно обеспечивать безопасный к свободный доступ к нему. При хранении свариваемых заготовок, сварочных материалов и готовой продукции в цехе не должны возникать какие-либо помехи естественному освещению, вентиляции, безопасной эксплуатации сварочного оборудования, проезду, проходу и использованию пожарного оборудования и средств защиты работающих. Сварочные участки, сообщающиеся проемами со смежными помещениями, где не производится сварка или резка металлов, должны иметь механическую вытяжную вентиляцию независимо от наличия фонарей. Для улавливания сварочного аэрозоля у места его образования на стационарных постах, а также где это возможно по технологическим условиям на нестационарных постах следует предусматривать местные отсосы. При газовой сварке, резке и нагреве поверхностей металла внутри закрытых или не полностью закрытых пространств (крупногабаритные конструкции типа ферм) должна быть устроена вентиляция с помощью местных отсосов или предусмотрена общеобменная вентиляция как за счет удаления из них загрязненного воздуха, так и путем подачи в них чистого воздуха. Для ослабления передачи шума и вибрации по воздуховодам и трубопроводам присоединять их к вентиляторам и насосам следует при помощи гибкой вставки из прорезиненной ткани или резинового патрубка. Цех должен быть оборудован для эвакуации людей аварийным электроосвещением, обеспечивающим освещенность в проходах не менее 0,5 лк. Запрещается подключать к сети аварийного освещения другие токоприемники. Цех сборки ферм должен быть обеспечен первичными средствами пожаротушения в соответствии с требованиями пожарного надзора. Цеха необходимо постоянно содержать в чистоте и порядке, своевременно удалять мусор и отходы производства. Практическая работа№17 Организация рабочего места Рабочее место сварщика - это сварочный пост, который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. Места проведения сварочных работ разделяют на постоянные и временные. Постоянные (стационарные) места предназначены для работ, которые выполняются в специально оборудованных цехах, мастерских и т.д. Устанавливают сварочный в защищенном от атмосферных воздействий, хорошо проветриваемое помещение площадью не менее 3 м2. лучше всего, если пол бетонный, а стены помещения не должны отражать сварочные блики, что может представлять опасность для глаз. В идеале рабочее место сварщика должно располагаться в специальной кабине. Такое рабочее место может быть оборудовано для сварки малогабаритных предметов. Каркас кабин, можно сделать из металла, а стены из различных огнестойких материалов. Дверной проем кабины закрывают брезентовым занавесом, подвешенным на кольцах. В кабинах в качестве источников питания размещается наиболее распространенные, однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются для сварки в постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постах. Кабина сварочного поста должна иметь размеры: 2 (1.5) или 2 (2) м и высоту не менее 2 м. В кабине устанавливаются металлический стол. К верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется как источником питания, так и электродержателем. Сварочными проводами, зажимами для токопроводящего провода, сварочным щитком с защитными светофильтрами различными зачистными и материальными инструментами. Стул с подъемным винтовым сиденьем, стеллажи для сварной проволоки, электродов и других необходимых инструментов и материалов. Если сварка выполняется в среде защитного газа, то должно быть предусмотрено место для баллонов. Правильная организация рабочего места - залог качественной сварки и высокой производительности труда. Сварочные работы на постоянных сварочных постах следует выполнять только при наличии работающей вентиляцией. В процессе работы следует применять передвижные воздухоотсосы. Временные рабочие места сварщика применяют для работ, которые выполняются непосредственно на оборудовании или установках, которые невозможно переместить к сварочному посту. Такие места должны быть отгорожены огнестойкими ширмами, щитами и обеспеченными средствами первичного пожаротушения и огнетушителями. Тип емкости и количество огнетушителей определяют в зависимости от их производительности, площади действия, класса помещения и т.д. Кроме огнетушителя рабочее место сварщика оборудуется ящиком с песком, ведром и другими средствами пожаротушения. При необходимости рабочее место может быть оборудовано средствами малой механизации, что облегчит не только сварку, но и погрузочно-разгрузочные работы. В любом случае нельзя забывать о средствах противопожарной защиты, так как сварка является пожароопасной работой, не следует загромождать рабочее место ненужными вещами и оборудованием, так как это будет не только мешать работе, но и представлять опасность. При выполнении сварочных работ в монтажных условиях на открытом воздухе рабочее место сварщика и оборудование обязательно должно быть защищено от атмосферных воздействий. Для этих целей применяют палатки, навесы или переносные тенты и т.д. Применение сварочного оборудования на монтажных площадках создает ряд трудностей по его хранению. Каждый раз после окончания работы нужно перемещать аппарат к месту хранения. Лучше всего, если сварочный аппарат содержится в закрытом помещении, а к рабочему месту протягивают только сварочные кабеля. Если это невозможно, то лучше всего сварочный аппарат установить на передвижную тележку, что значительно облегчит его транспортировку. Рабочий инструмент сварщика должен комплектоваться, учитывая специфику работы. Но существует определенный перечень инструмента, без которого обойтись не возможно. Каждый электросварщик должен иметь защитный щиток или маску, рукавицы, молоток, зубило или крейцмесель для отбивки шлака, стальную щетку. Сварщик, работающий с неплавящимся электродом, должен иметь набор запасных вольфрамовых электродов. Комплект гаечных ключей. пассатижи или кусачки. На стационарном рабочем месте инструмент хранится в специальном ящике, а для работ на монтажной площадке у сварщика должна быть специальная сумка, предназначенная для хранения инструмента. Правильно подобранный и исправный инструмент экономит время и способствует производительному труду. Характеристика колонны Колонна - это металлическая конструкция которая работает на сжатие и применяется в качестве промежуточных опор для балок, ферм, перекрытий больших пролётов. Колонна состоит из оголовка, стержня и базы. Оголовок состоит плиты, вертикальных и горизонтальных рёбер жёсткости и предназначен для установки конструкций нагружающих колонну. Стержень состоит из двух швеллеров, расположенных полками вовнутрь, соединённых планками. Стержень является основным несущим элементом колонны. База служит для распределения равномерно по площади опирания и обеспечивает закрепление нижнего конца в фундаменте. База состоит из опорной плиты и траверс. Сечения элементов выбирают такими, чтобы обеспечить одинаковую жесткость в обоих направлениях. Такие колонны имеют достаточно высокую технологичность в изготовлении и экономичны то затратам металла. С точки зрения экономики еще более рациональны колонны трубчатого сечения. Однако ввиду дефицита труб такие колонны применяются редко. Основные материалы Технические условия изготовления сварной конструкции предусматривают технические условия на основные материалы, сварочные материалы, а также требования, предъявляемые к заготовкам под сборку и сварку, к сварке и к контролю качества сварки. Технические условия на изготовление сварных конструкций учащиеся должны взять на заводах в ОГС или в бюро сборки и сварки, где они проходят технологическую практику. В качестве основных материалов, применяемых для изготовления ответственных сварных конструкций (поднадзорных ГОСПРОМАТОМНАДЗОРу), работающих при динамических нагрузках должны применяться легированные стали по ГОСТ 19281-89 или углеродистые обыкновенного качества не ниже марки Ст3пс по ГОСТ 380-94. Для неответственных сварных конструкций должны применяться стали не ниже марки Ст3пс по ГОСТ 380-94. Соответствие всех сварочных материалов требованиям стандартов должно подтверждаться сертификатом заводов-поставщиков, а при отсутствии сертификата - данными испытаний лабораторий завода. При ручной дуговой сварке должны применяться электроды не ниже типа Э42А по ГОСТ 9467-75 со стержнем из проволоки Св-08 по ГОСТ 2246-70. Оборудование: сварочный аппарат для РДС, источник питания с номинальным сварочным током. Выбор режима сварки: электрод марки УОНИ 13/45 с dэ = 4 мм, h металла 5 мм. Сварочная проволока не должна иметь ржавчины, масла и других загрязнений. При сварке в углекислом газе должна применяться проволока не ниже Св-08Г2С по ГОСТ 2246-70. Выбор материала сварного узла / производится с учётом обеспечения прочности и жёсткости при наименьших затратах на его изготовление, с учётом экономии металла, гарантирование условий хорошей свариваемости при минимальном разупрочнении и /снижении пластичности в зонах сварных соединений, обеспечения надёжности эксплуатации при заданных нагрузках переменных температурах. В данном курсовом проекте самая подходящая сталь СтЗпс, которая является низкоуглеродистой, так как содержание углерода до 0.25% и по степени раскисления является промежуточной между спокойной и кипящей. Она содержит такое количество раскислителей, при котором газов выделяется меньше, чем при затвердевании кипящей стали, и поэтому имеет меньшую химическую однородность. Степень раскисления отражается в ее маркировке, например; Ст2кп, СтЗпс и т.д. Она является хорошо свариваемой сталью, так как количество углерода не превышает 0.25%. Способы сварки Ручная дуговая сварка электродами марок: ВСЦ-3, ОЗЛ-4, КУ-2 1,4 АН-1, 0МА-11, АНО-1 1,5 УОНИ-13/45, ВСП-1, МР-1, АМО-5, ОЗС-3, АНО-3, ОЗС-6, УП-1/5 1,6 МР-3, НИАТ-6, ЗИО-7, АНО-4, ОЗС-4, К-5А, УОНИ-13/55 1,7 ОММ-5, СМ-5, ВСЦ-2, ЦЛ-11 1,8 УТ-15, ЦТ-17 1,9 ОЗА-1, ОЗА-2 2,3 Автоматическая сварка под флюсом и электрошлаковая 1,02 Полуавтоматическая сварка под флюсом 1,03 Сварка неплавящимся электродом в инертных газах с присадкой: - ручная 1,1 - автоматическая 1,02 Автоматическая и полуавтоматическая сварка плавящимся электродом в инертных газах и в смеси инертных и активных газов 1,05 Автоматическая и полуавтоматическая сварка в углекислом газе и автоматическая сварка в смесях газов 50% (Аr+CO2) 1,15 Для определения расхода флюса учитывается его расход на образование шлаковой корки и неизбежные потери на просыпание при сборке изделия и на распыление. Расход флюса на изделие Gф, кг определяется по формуле: Gф =шф· Gпр, где Gф - масса израсходованного флюса, кг; шф - коэффициент, выражающий отношение массы израсходованного флюса к массе сварочной проволоки и зависящий от типа сварного соединения и способа сварки; Gпр - масса расходованной проволоки, кг. Массу расходованного флюса mпp, кг, можно определить и от веса наплавленного металла. При автоматической сварке расход флюса на изделие Gф, кг, определяется по формуле: Gф = (0,1…1,2) · МУНМ, где Gф - расход флюса на изделие, кг; - масса наплавленного металла, кг. При полуавтоматической сварке расход флюса на изделие Gф, кг, определяется по формуле: Gф = (1,2…1,4) · МУНМ, где Gф - расход флюса на изделие, кг; - масса наплавленного металла, кг. Расход углекислого газа определяется по формуле: GСО2 = 1,5 · Gпр, где GСО2 - расход углекислого газа, кг; Gпр - масса расходованной проволоки, кг. Если известна масса наплавленного металла МНМ одного метра шва, то расход электроэнергии W, кВт·ч, можно вычислить из удельного расхода электроэнергии по формуле: W = aэ · МНМ, где W - расход электроэнергии, кВт·ч; МНМ - масса наплавленного металла одного метра шва, кг; aэ - удельный расход электроэнергии на 1 кг наплавленного металла, кВт·ч/кг. Для укрупнённых расчётов величину ?э можно принимать равной: при сварке на переменном токе, кВт·ч/кг 3…4 - при многопостовой сварке на постоянном токе, кВт·ч/кт 6…8 - при автоматической сварке на постоянном токе, кВт·ч/кг 5…8 - под слоем флюса, кВт·ч/к 3…4 В данном курсовом проекте для сварки колонны выбираем механизированную сварку в среде углекислого газа, так как она оптимально подходит к конфигурации швов свариваемой колонны и обеспечивает необходимую прочность соединений. Механизированную сварку в среде углекислого газа можно выполнять во всех пространственных положениях шва. Однако необходимо учитывать, что легче и производительнее сваривать швы в нижнем положении. Для предупреждения пористости в наплавленном металле с кромок сварных соединений необходимо удалять ржавчину, грязь, масло и влагу на ширину до 30 мм по обе стороны от оси шва. Окалина почти не влияет на качество сварного шва, поэтому детали после газовой резки могут свариваться сразу после зачистки и удаления шлака. Контроль качества Контроль качества производим внешним осмотром. Перед осмотром шов и прилегающую к нему поверхность металла размером 20x20 мм очищают от шлаков, брызг и загрязнений. Размеры сварного шва и дефектных участков определяются измерительным инструментом и специальными шаблонами. Границы выявленных трещин устанавливают путем засверливания, подрубки металла зубилом, шлифовки и последующего травления дефектного участка Завод-изготовитель, а также монтажные и ремонтные организации, осуществляющие сварку элементов, обязаны применять такие виды и объемы контроля, которые гарантировали бы высокое качество и эксплуатационную надежность сварных соединений. При этом объем контроля должен быть не менее предусмотренного настоящими Правилами. Все сварные соединения подлежат клеймению или иному методу обозначения, позволяющему установить фамилию сварщика, выполнившего эти соединения. Система клеймения устанавливается инструкцией завода-изготовителя или монтажной организации и должна предусматривать одинаковое клеймение сварных соединений элементов трубопровода и относящихся к ним контрольных соединений. При монтаже трубопроводов 1-й категории должны быть составлены монтажные формуляры на сборочно-сварочные работы. Формуляры должны включать: а) схему расположения и нумерацию всех деталей, элементов и сварных соединений трубопровода; б) марки стали, номера плавок металла и номера труб, из которых изготовлены детали и элементы трубопровода; в) марки и размеры использованных при сварке присадочных материалов; г) режимы термообработки труб, деталей, изгибов и сварных соединений; д) виды и результаты проведенного контроля неразрушающими методами дефектоскопии труб, деталей, изгибов и сварных соединений; е) клейма сварщиков, выполнявших сварные соединения. Контроль качества сварных соединений производится следующими методами: а) внешним осмотром и измерением; б) ультразвуковой дефектоскопией; в) просвечиванием проникающим излучением (рентгено- или гаммаграфированием); г) механическими испытаниями; д) металлографическим исследованием; е) гидравлическим испытанием; ж) другими методами (стилоскопированием, замерами твердости, травлением, цветной дефектоскопией и т.п.), если они предусмотрены производственной инструкцией по сварке. Контроль качества сварных соединений (за исключением стилоскопирования) должен производиться после проведения термической обработки (если такая обязательна для данного сварного соединения). Результаты контроля сварных соединений должны быть зафиксированы в соответствующих документах. Е) Покраска. Ранее не окрашенные колонны следует обезжирить, обработать наждачной бумагой и, удалив пыль, покрыть слоем антикоррозионной грунтовки (обычно производители в инструкциях по эксплуатации рекомендуют грунтовку, которая наилучшим образом сочетается с этой краской). Колонны окрашиваются кистью в один - два слоя. Если наносится два слоя, то после высыхания первого слоя его необходимо обработать наждачной бумагой. Поскольку металл не впитывает краску, на кисть набирают небольшое количество краски, а излишки снимают о край банки. При нанесении краски следят, чтобы не было пропусков и мест с нерастушеванным слоем краски. Растушевку обычно проводят по всей длине металлических изделий. Заключение технологический сварка сталь Сварочные колонны РЕМА имеют модульную структуру. В зависимости от используемого метода сварки, сварочных материалов и конфигурации изготавливаемых изделий каждую сварочную колонну можно приспособить для наиболее эффективного выполнения поставленной задачи благодаря модульности. Для оптимизации устройства с целью максимальной производительности кроме размеров колонны необходимо выбрать, например, сварочное оборудование, поперечный суппорт, крепление сварочной головки, подачу флюса в случае дуговой сварки под флюсом, размер катушки с проволокой и её расположение, способ отслеживания шва и т.д. Для сварки соединительных планок, оголовка и базы колонны была использована механизированная сварка в среде углекислого газа, оптимально рассчитаны катеты сварных швов, подобран сварочный ток, напряжение на дуге, расход защитного газа. Используемый полуавтомат BlueWeld Megamig (Vegamig) Digital 460 отвечает требованиям энергосбережения. Всё это позволило сократить расходы энергии. Практическая работа№18 Вариант 2
Технологический процесс включает в себя : · последовательность технологических операций; · разбивку конструкции на отдельные технологические узлы или элементы; · эскизную проработку специальных приспособлений и оснастки; · расчеты режнмов основных сварочных процессов, расчеты ожидаемых сварочных напряжений и деформаций; · сравнительную оценку разработанных вариантов технологии. После окончательного утверждения технического проекта и прииятого варианта технологии выполняют рабочее проектирование конструкции (составление конструкторской документации) и разработку рабочей технологии (составление технологической документации). Рабочий технологический процесс сварки включает в себя: · уточнения и изменения принципиального технологического процесса, связанные с изменением конструкции на этапе рабочего проектирования; · разработку технологических карт, в которых указывают все параметры режима сварки, примеияемые сварочные материалы иоборудование; · краткие описания технологических приемов выполнения отдельных сварочных операций; · требования к прочности и качеству сварных конструкций на отдельных этапах их изготовления; · указания методов проверки точности и контроля качества соединений, узлов и готовой конструкции. Практическая работа №19 Выбор источника питания Для сварки на переменном токе основным источником питания являются сварочные трансформаторы. Их основными функциями являются питание сварочной дуги и регулирование сварочного тока. Такие трансформаторы делят на две группы: трансформаторы с нормальным магнитным рассеянием и дополнительной реактивной катушкой-дросселем и трансформаторы с повышенным магнитным рассеянием. Применяют их при ручной и автоматической сварке под флюсом. Упрощенно схему работы трансформатора можно представить так: на стальном сердечнике находятся первичная и вторичная обмотки. Ток из сети, проходя через первичную обмотку, намагничивает сердечник, образуя тем самым переменный магнитный поток, который индуктирует ток во вторичной обмотке. Первичная обмотка сварочного трансформатора ТСК-500 неподвижна, в то время как вторичная передвигается по сердечнику, регулируя сварочный ток. Обмотка состоит из двух катушек, которые закреплены на двух стержнях магнитопровода. Она находится в нижней части сердечника. На определенном расстоянии от первичной расположена вторичная обмотка. Она также состоит из двух катушек, соединенных параллельно. Обмотка перемещается по сердечнику с помощью винта и рукоятки, находящейся на крышке кожуха трансформатора. Вторичная обмотка жестко соединена с плитой. Изменение расстояния между обмотками регулирует сварочный ток. Если рукоятку вращать по часовой стрелке, то вторичная обмотка приближается к первичной, уменьшая индуктивное сопротивление. Наблюдается возрастание сварочного тока. Вращение рукоятки против часовой стрелки увеличивает расстояние между обмотками. Это способствует возрастанию индуктивного сопротивления и уменьшению сварочного тока. С вторичной обмотки ток поступает на выход. Сварочный ток можно регулировать в пределах от 165 до 650 А. Сварочные генераторы постоянного тока обеспечивают устойчивость горения сварочной дуги, так как изменение величины сварочного тока влечет за собой уменьшение или увеличение магнитного потока. Питание электродуги происходит за счет съема напряжения с зажимов угольных щеток на коллекторе. Движение сварочного агрегата происходит при помощи двигателя внутреннего сгорания. В сварочных преобразователях ту же функцию выполняет электродвигатель. Соединение сварочного трансформатора и блока выпрямителя образует сварочный выпрямитель. Иногда для получения падающей характеристики сюда подключают дроссель. Принцип действия выпрямителей основан на свойстве полупроводников проводить ток только в одном направлении. Наибольшее распространение получили выпрямители с кремниевыми и селеновыми полупроводниковыми элементами. В сварочных выпрямителях применяют трехфазную мостовую схему выпрямления. При такой схеме возникает меньшая импульсация выпрямленного напряжения, и питающая сеть переменного тока получает более равномерную загрузку. Выпрямители имеют высокие динамические свойства из-за меньшей электромагнитной инерции. Здесь ток и напряжение при переходных процессах меняются почти мгновенно. Здесь отсутствуют вращающиеся части, что делает установку надежной и простой в эксплуатации. Выпрямители с падающими внешними характеристиками используются как для ручной дуговой сварки и резки, так и для автоматизированной. Существует несколько типов выпрямителей. Выпрямитель типа ВДГ используется при механизированной сварке в углекислом газе. Переключение режимов сварки дистанционное. Выпрямители типа ВДУ (универсальные сварочные) применяются для однопостовой механизированной сварки под флюсом и в углекислом газе. Обратная связь по току используется для получения падающих внешних характеристик. Магнитный усилитель применяется в качестве датчика. Тип ВДГУ можно использовать для ручной дуговой сварки электродами. Выпрямители типа ВДГИ предназначены для импульсно-дуговой сварки плавящимся электродом в защитных газах. Выпрямители типа ВКСМ, В ДМ, В ДУМ (многопостовые сварочные) рассчитаны на номинальные длительные токи 1000-5000 А. По номинальной силе тока одного поста и коэффициенту одновременности нагрузки (0,6-0,7), устанавливается число постов. Например, выпрямитель ВДМ-1601УЗ предназначен для питания семи и девяти сварочных постов ручной дуговой сварки. Имеет жесткие внешние характеристики. Другой выпрямитель - ВДУМ-4Х401УЗ - предназначен для питания четырех сварочных постов при механизированной сварке в углекислом газе и ручной дуговой сварке. Выпрямитель здесь тиристорный, имеющий жесткие и падающие внешние характеристики. Во время эксплуатации выпрямитель должен подвергаться планово-предупредительному контролю. Один раз в два месяца необходимо очищать кремниевые вентили от пыли и грязи сжатым воздухом и тщательно проверять затяжку контактных соединений. У нового выпрямителя следует проверить сопротивление изоляции относительно корпуса. Сопротивление изоляции первичного контура должно быть не ниже 1 мОм, а вторичного - не ниже 0,5 мОм. Если сопротивление снижено, то выпрямитель просушивают внешним нагревом или обдувом теплым воздухом. Выпрямители, хранившиеся более одного года, следует включать на 20 минут на напряжение, равное половине номинального значения, а затем на 4 часа - на номинальное переменное напряжение без нагрузки. Характеристика стали · Плотность - 7700-7900 кг/м?. · Удельный вес - 75537-77499 н/м? (7700-7900 кгс/м? в системе МКГСС). · Удельная теплоемкость при 20 °C - 462 Дж/(кг·°C) (110 кал/(кг·°C)). · Температура плавления - 1450-1520 °C. · Удельная теплота плавления - 84 кДж/кг (20 ккал/кг). · Коэффициент теплопроводности - 39 ккал/(м·час·°C) (45,5 Вт/(м·К)).[источник не указан 79 дней] · Коэффициент линейного теплового расширения при температуре около 20 °C: · сталь Ст3 (марка 20) - (1/град); · сталь нержавеющая - (1/град). · Предел прочности стали при растяжении: · сталь для конструкций - 38-42 (кГ/мм?); · сталь кремнехромомарганцовистая - 155 (кГ/мм?); · сталь машиностроительная (углеродистая) - 32-80 (кГ/мм?); · сталь рельсовая - 70-80 (кГ/мм?); Таблица 1. Разновидности некоторых сталей
4. Выбор электродов Для ручной дуговой сварки применяют стержни сварочной проволоки, на которые наносится покрытие - вещество для усиления процесса ионизации. В состав такого покрытия входят: - шлакообразующие компоненты, представляющие собой руды (титановые и марганцевые) и различные минералы (полевой шпат, гранит, кремнозем, плавиковый шпат); - газообразующие - неорганические (мрамор СаСО3, мащезит MgCO3 и др.) и органические (крахмал, древесная мука и т.п.) вещества; - легирующие элементы и элементы-раскислители - кремний, марганец, титан и другие, а также сплавы этих элементов с железом, алюминий как раскислитель вводится в покрытие в виде порошка-пудры; - связующие компоненты - водные растворы силикатов натрия и калия, называемые жидким стеклом; - формовочные добавки - вещества, придающие покрытию лучшие пластические свойства (бетонит, каолин, декстрин, слюда и др.). Для устойчивого горения дуги в покрытие вводят вещества, содержащие элементы с низким потенциалом ионизации (соли щелочных металлов, калиевое и натриевое жидкое стекло и др.). С целью повышения производительности сварки в покрытие добавляют железный порошок, содержание которого может составлять до 60% массы покрытия. Все электроды для ручной сварки можно разделить на следующие группы: В-для сварки высоколегированных сталей с особыми свойствами - 49 типов; Л - для сварки легированных конструкционных сталей в временным сопротивлением разрыву свыше 60 р МПа - пять типов (Э70, Э85, Э100, Э125, Э150); Т - для сварки легированных теплоустойчивых сталей - девять типов; У - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву; Н - для наплавки поверхностных слоев с особыми свойствами - 44 типа. Цифры в обозначениях типов электродов для сварки конструкционных сталей означают гарантируемый предел прочности металла шва. Ниже дана таблица применения электродов. Таблица 2. Электроды для дуговой сварки
Примечание. Для электродов типа Э70, Э85, Э100, Э125, Э150 механические свойства указаны после термообработки. Режим сварки Все параметры режима сварки можно разделить на основные и дополнительные. Основные параметры - это величина и полярность тока, диаметр электрода, напряжение на дуге, скорость сварки. Дополнительные параметры - состав и толщина покрытия электрода, положение электрода и положение изделия. Итак, на что же влияют основные параметры? Сварочный ток. Увеличение его вызывает (при одинаковой скорости сварки) рост глубины проплавления (провара), что объясняется изменением погонной энергии (теплоты, приходящейся на единицу длины шва) и частично изменением давления, оказываемого столбом дуги на поверхность сварочной ванны Таблица 3. Режимы сварки стыковых соединений без скоса кромок
Примечание. Максимальные значения тока должны уточняться по паспорту электродов. Таблица 4. Режимы сварки стыковых соединений со скосом кромок
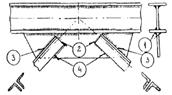
Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара на 40-50% больше, чем постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15-20% меньше, чем При сварке постоянным током обратной полярности. Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также от вида соединения и формы подготовленных кромок под сварку. При сварке встык «листов стали толщиной до 4 мм в нижнем положении диаметр электрода обычно берется равным толщине свариваемого металла. При сварке стали большей толщины используют электроды диаметром 4-6 мм при условии обеспечения полного провара соединяемых деталей и правильного формирования шва. Напряжение определяет, главным образом, ширину шва. На глубину провара напряжение оказывает весьма незначительное влияние. Если при увеличении напряжения скорость сварки увеличить, ширина шва уменьшится. Сила тока в основном зависит от диаметра электрода, а также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем выше производительность, т.е. больше наплавляется металла. Рис. 1 Сварка стыковочных швов 1 - сварка шва «на весу»; 2 - сварка на медной подкладке (съемной); 3-сварка на стальной остающейся подкладке; 4 - сварка с предварительным и подварочным швом. Однако при чрезмерном для данного диаметра электрода токе электрод быстро нагревается выше допустимого предела, что приводит к снижению качества шва и повышенному разбрызгиванию. На рис. 1. представлены схемы сварки стыковых швов навесу, на медной съемной подкладке, с предварительным подварочным швом и на стальной подкладке. Раскрой металла. Для изготовления котла на отопительную систему используется сталь низкоуглеродистая, она содержит до 0,25% углерода и имеет хорошую свариваемость. При выборе типа и марки электрода для сварки низкоуглеродистых сталей, руководствуются следующими требованиями: обеспечением равнопрочного сварного соединения с основным металлом отсутствием дефектов в швах получение требуемого химического состава металла шва обеспечение стойкости сварных соединений Такую сталь сваривают электродами марок: УОНИ, АНО, МР и т.д. Сборка и сварка конструкции Процесс изготовления котла разделяется на следующие стадии: - заготовка листов для цилиндрической части котла и днищ; - сборка и сварка листов; вальцовка, сборка и сварка цилиндрической части; - изготовление днищ; - общая сборка и сварка котла; контрольные испытания. Сборка и сварка листов цилиндрической части котла производятся на стенде. Заготовленные листы раскладывают на плите стенда, совмещают их стыки, устанавливают и прихватывают к стыкам листов технологические планки для вывода сварного шва и прижимают листы к плите. Одновременно снизу прижимается к свариваемым листам флюсовая подушка. Продольные швы выполняют автоматическими сварочными головками АБС, смонтированными на устройствах портального типа. По окончании сварки готовое полотно по рольгангу передают на вальцовку в трех - или четырехвалковых гибочных машинах для придания ему формы цилиндра. Затем обечайку мостовым краном транспортируют на специальный стенд для сварки замыкающего стыка цилиндра, который укладывают на опорные ролики 4, а замыкающий стык - на балку 5 с магнитными прижимами и флюсовой подушкой. Сварка осуществляется сварочным трактором 3 ТС-17М, который перемещается по направляющим внутри обечайки 2. По окончании наложения внутренних швов обечайку на опорных роликах поворачивают замыкающим стыком вверх и выполняют сварку с наружной стороны автоматической головкой 1, смонтированной на портальном устройстве. Режимы сварки при наложении наружных и внутренних швов такие же, как при сварке полотна. Металлургическая промышленность поставляет листовой прокат ограниченной длины, поэтому цилиндрическую часть котла цистерныгрузоподъемностью 120 т сваривают встык из двух обечаек. С обеих сторон кольцевого шва располагают шпангоуты для увеличения жесткости котла. Затем в цилиндрической части котла вырезают отверстия под горловину колпака или крышку люка и сливные приборы, срезают технологические планки и зачищают торцы. Днища котла штампуют на прессе в холодном и горячем состоянии с помощью вытяжных штампов. Применяются вертикальные прессы усилием 30 000-50 000 кН. Этот способ высокопроизводителен, но связан с использованием дорогостоящих прессов и штампов, поэтому может быть рекомендован для крупносерийного или массового производства. Взрывная штамповка производится в холодном состоянии в специальных установках с использованием бризантных взрывчатых веществ с применением штамповочных матриц. Способом взрывной штамповки целесообразно изготовлять днища из материала с высоким пределом прочности и малой пластичностью (нержавеющие хромистые стали, титановые сплавы). Этот способ обеспечивает высокую точность и хорошее качество поверхности изготовленного днища. Затраты на оснастку небольшие, так как матрицы можно изготовлять из легких сплавов, железобетона с эпоксидной облицовкой, текстолита и дерева. Изготовление днищ давлением вхолодную выполняется на горизонтальных и вертикальных давильных станках, а обкаткой - на обкатных машинах с применением подвижной матрицы и бортовочных валков. Обкатка и обработка давлением значительно проще, чем штамповка на прессе и взрывом. Оборудование легко наладить на различные размеры, но процессы эти малопроизводительны и для осуществления их требуются высококвалифицированные рабочие. Поэтому такие способы можно рекомендовать только для мелкосерийного и серийного производств. Общую сборку обечайки с днищами выполняют на механизированном стенде, где обеспечиваются быстрое совмещение и прижатие стыкуемых поверхностей. Оба днища прихватывают к обечайке и затем сваривают внутренние стыковые швы двумя сварочными тракторами 3 одновременно. Флюсовая подушка 6 размещается на непрерывной ленте 7. Наружные швы сваривают автоматическими головками АБС. При сварке котел вращается на опорах стенда. По окончании сварки стыки проверяют, контролируют соответствие размеров сварных швов установленным требованиям. Суммарная длина просвечиваемых участков по соответствующей схеме просвечивания должна составлять 15% общей длины швов. Сварной шов контрольной пластины просвечивается на всем протяжении. Если обнаруживаются при этом недопустимые дефекты, то подвергают просвечиванию все сварные швы, выполненные данным сварщиком и контролируемые пластиной. Дефектные участки выплавляют, заваривают и повторно просвечивают. Затем котел передают на позиции сборки и приварки горловины, опорных листов, кронштейнов тормозной системы, сливных приборов и др. Завершается процесс, изготовления котла гидравлическим испытанием на специальном стенде под давлением (например, сварные котлы под серную и соляную кислоту испытывают под давлением 0,4 МПа с выдержкой с течение 30 мин). Сварные швы при этом осматривают и обстукивают молотком. Зону верхних швов котла проверяют обмыливанием швов, учитывая возможность образования там воздушной подушки возможность образования там воздушной подушки. ФОНД ОЦЕНОЧНЫХ СРЕДСТВ ТЕКУЩЕЙ АТТЕСТАЦИИ МДК 02.02 Основы проектирования технологических процессов специальность СПО: 22.02.06 Сварочное производство
Яровое 2018 РАЗРАБОТЧИКИ: КГБ ПОУ «Яровской политехнический техникум» преподаватель__ Т.А. Ролдухина
ОБЩИЕ ПОЛОЖЕНИЯ 1.1 Фонд контрольно-оценочных средств по МДК 02.02 Основы проектирования технологических процессов 1.2 . В результате аттестации по МДК осуществляется проверка следующих знаний и умений:
Литература Основные источники: 1. Овчинников В.В. Контроль качества сварных соединений, 2013, ОИЦ «Академия» Дополнительные источники:: 1. Овчинников В.В. Дефекты сварных соединений, 2009, ОИЦ «Академия» 2. Овчинников В.В. Охрана труда при производстве сварочных работ, 2009, ОИЦ «Академия» 3. Овчинников В.В. Контроль качества сварных соединений: Практикум, 2009,ОИЦ «Академия» 4. Овчинников В.В. Технология электрической сварки плавлением. Лабораторно-практическиеработы, 2010, ОИЦ "Академия" 5. Чернышов Г.Г. Технология сварки плавлением и термической резки, 2010,ОИЦ «Академия» 6. Чернышов Г.Г. Технология электрической сварки плавлением, 2010, ОИЦ "Академия" 7. Пакет материалов для выполнения программы профессиональной Основные нормативные правовые акты:
39. ГОСТ 60974 - "Источники питания для дуговой сварки. Требования безопасности". Информационные ресурсы: 1. Профессиональные информационные системы CAD и CAM. 2. Классификаторы социально-экономической информации: [Электронный Электронный ресурс «Сварка». Форма доступа: - www.svarka-reska.ru - www.svarka.net - websvarka.ru |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-03-20; Просмотров: 1694; Нарушение авторского права страницы
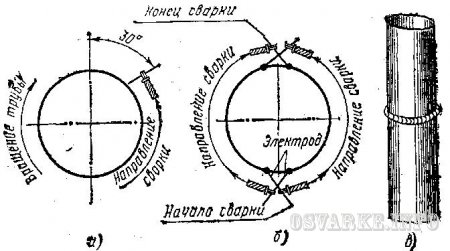




 еповоротные стыки труб при толщине стенок до 12 мм сваривают в три слоя, высота каждого слоя не должна превышать 4 мм, а ширина валика должна быть равной двум-трем диаметрам электрода.
еповоротные стыки труб при толщине стенок до 12 мм сваривают в три слоя, высота каждого слоя не должна превышать 4 мм, а ширина валика должна быть равной двум-трем диаметрам электрода.